Изобретение относится к обработке металлов давлением в холодном состоянии и может быть использовано в машиностроении для профильного раскатывания деталей с осесимметричным поперечным сечением, например, шлицев, зубьев, многогранников, цилиндров, конусов и т.д.
Известен стан для продольного раскатывания осесимметричных профилей, содержащий станину, закрепленные по ней бабки, силовой привод, раскатную головку с раскатными роликами, зажимные центры (а.с. СССР №911816, В 21 Н 1/22, В 21 Н 7/14, 20.03.73).
Недостатком данного изобретения является недостаточная производительность устройства из-за наличия холостых ходов при начале каждого рабочего хода силового привода, а также сложная электрическая схема стана.
Известен стан для продольного раскатывания осесимметричных профилей, содержащий станину, закрепленные на станине бабки, силовой привод, раскатную головку с раскатными роликами, зажимные центра (П.М., Россия, №9407, заявка №98108168, В 21 Н 7/14, 30.04.98 - прототип).
Недостатком данного изобретения является недостаточная производительность из-за наличия холостых ходов при раскатывании деталей, сложная электрическая схема, недостаточные технологические возможности из-за ограничения типоразмеров раскатываемых деталей.
Задачей данного изобретения является расширение технологических возможностей за счет увеличения количества раскатываемых деталей, повышение производительности, упрощение схемы управления.
Данная задача решается станом для продольного раскатывания осесимметричных профилей, содержащим станину, закрепленные на станине бабки, привод с раскатной головкой, зажимные центры, гидроцилиндр зажима заготовки, по изобретению гидроцилиндр зажима заготовки гидравлически связан с гидроцилиндром управления, на штоке которого закреплен подвижный контакт концевого выключателя, причем объем поршневой полости гидроцилиндра управления равен объему штоковой полости гидроцилиндра зажима заготовки.
Анализ предложенного решения с прототипом позволил выделить признаки, отличающие предложенное решение от прототипа, что соответствует критерию “новизна”.
Сравнительный анализ предложенного решения с известными не выявил решений, признаки которых совпадают с признаками предложенного решения, что соответствует критерию “изобретательский уровень”.
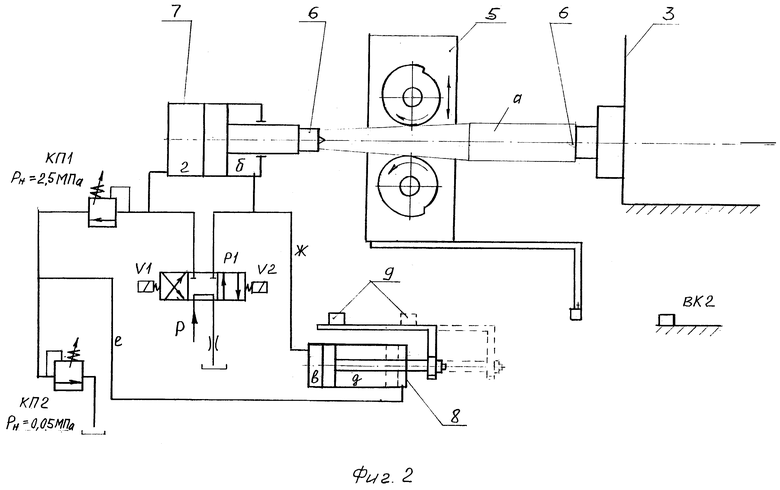
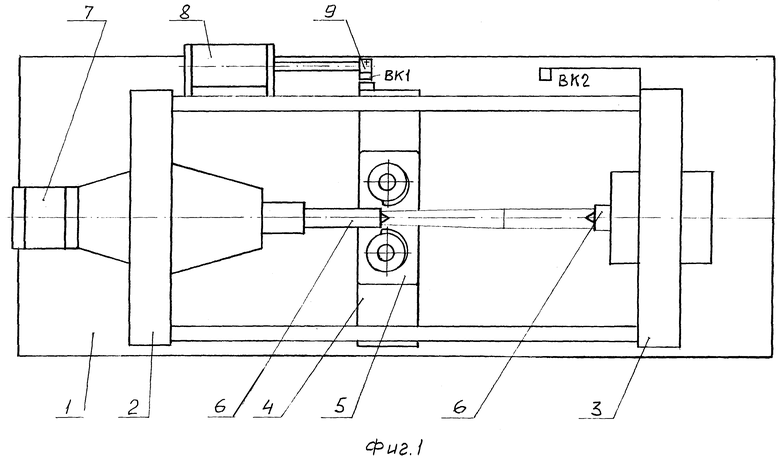
Изобретение поясняется чертежами, где на фиг.1 изображен схематический чертеж стана, на фиг.2 - гидравлическая и электрическая схемы стана.
Стан для продольного раскатывания осесимметричных профилей (фиг.1) состоит из станины 1 с закрепленными на станине бабками 2 и 3, привода 4 с раскатной головкой 5, зажимных центров 6, гидроцилиндров зажима заготовки 7. Гидроцилиндр зажима заготовки 7 гидравлически связан с гидроцилиндром управления 8, на штоке которого закреплен подвижный контакт концевого выключателя 9.
Объем поршневой полости в гидроцилиндре управления 8 равен объему штоковой полости гидроцилиндра зажима заготовки.
Подвижный контакт концевого выключателя 9 взаимодействует с концевыми выключателями (ВК) 1 и 2 (на чертежах не показано). Работа гидравлической системы управляется электрической схемой (на чертежах не показана).
Стан для продольного раскатывания осесимметричных профилей работает следующим образом.
Исходное положение механизмов стана (фиг.2) следующее.
Гидроцилиндр 7 разжат, положение поршня - левое по схеме, во время разжима полностью заполняется полость в гидроцилиндре 8 управления, положение подвижного контакта концевого выключателя 9 - правое по схеме, положение привода 4 с раскатной головкой 5 - левое.
Заготовка a под раскатывание подается специальным механизмом (на чертежах не показано) на линию зажимных центров 6 и зажимается гидроцилиндром 7 бабки 2, при включении электромагнита V2, распределителя Р1, одновременно проверяется правое положение поршня гидроцилиндра 8 с закрепленным на его штоке подвижным контактом концевого выключателя 9, так как в линии слива распределителя Р1 существует небольшой подпор (гидравлическое сопротивление). Зажим закончен, распределитель Р1 устанавливается в среднее положение, включается привод 4 с раскатной головкой 5 и движется вправо (по схеме), осуществляя раскатку детали а до ВК2. В это время заготовка а удлиняется в процессе раскатки, поршень гидроцилиндра 7 зажима заготовки смещается влево, вытесняя рабочую жидкость из полости 2, через клапан КП1 по линии e жидкость поступает в полость д гидроцилиндра управления 8, вызывая смещение поршня гидроцилиндра управления 8 влево, рабочая жидкость из полости в гидроцилиндра управления 8 по линии ж перетекает в полость б гидроцилиндра зажима заготовки 7, а так как объемы этих полостей равны, смещение поршня гидроцилиндра зажима заготовки 7 и поршня гидроцилиндра управления 8 будут также равны и обратный ход привода 4 от ВК2 до подвижного контакта концевого выключателя 9 будет длинее, чем от подвижного контакта концевого выключателя 9 до ВК2 за счет удлинения заготовки а.
После окончания цикла полной раскатки заготовки а, производится режим готовой детали (раскатной заготовки а), одновременно устанавливается исходное (правое по схеме) положение подвижного контакта концевого выключателя 9, схема готова к началу следующего цикла.
Таким образом предложенный стан для продольного раскатывания осесимметричных профилей имеет следующие преимущества:
а) повышается производительность за счет исключения холостых ходов при начале каждого рабочего хода привода с раскатной головкой;
б) упрощается электрическая схема за счет исключения промежуточных концевых выключателей;
в) расширение технологических возможностей за счет исключения зависимости от диаметра исходной заготовки, величины радиальных подач раскатных роликов, числа рабочих ходов раскатной головки, типоразмеров раскатываемых деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ ПРОДОЛЬНОГО РАСКАТЫВАНИЯ ОСЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2001 |
|
RU2200071C2 |
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 1997 |
|
RU2134175C1 |
| СТАН ДЛЯ РАСКАТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2679033C1 |
| Станок для поперечной раскатки высокоточных цилиндрических оболочек | 1973 |
|
SU527221A1 |
| СТАН ДЛЯ РАСКАТКИ ДЕТАЛЕЙ ТИПА ТЕЛ ВРАЩЕНИЯ | 2018 |
|
RU2704365C1 |
| СТАНОК ДЛЯ РАСКАТКИ ТРУБ | 2018 |
|
RU2702526C1 |
| Раскатной станок | 1982 |
|
SU1098640A1 |
| Устройство для раскатки осесимметричных изделий | 1980 |
|
SU860929A1 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ КОЛЬЦЕВЫХ ЗАГОТОВОК | 2003 |
|
RU2243054C1 |
Изобретение относится к обработке металлов давлением в холодном состоянии и может быть использовано в машиностроении для профильного раскатывания деталей с осесимметричным поперечным сечением. Сущность: стан содержит станину, закрепленные на станине бабки, привод с раскатной головкой, зажимные центры, гидроцилиндр зажима заготовки, при этом гидроцилиндр зажима заготовки гидравлически связан с гидроцилиндром управления, на штоке которого закреплен подвижный контакт концевого выключателя, причем объем поршневой полости гидроцилиндра управления равен объему штоковой полости гидроцилиндра зажима заготовки. Обеспечивается повышение производительности, упрощение электрической схемы и расширение технологических возможностей. 2 ил.
Стан для продольного раскатывания осесимметричных профилей, содержащий станину, закрепленные на станине бабки, привод с раскатной головкой, зажимные центры, гидроцилиндр зажима заготовки, отличающийся тем, что гидроцилиндр зажима заготовки гидравлически связан с гидроцилиндром управления, на штоке которого закреплен подвижный контакт концевого выключателя, причем объем поршневой полости гидроцилиндра управления равен объему штоковой полости гидроцилиндра зажима заготовки.
| Способ приготовления огнегасительного порошка | 1927 |
|
SU9407A1 |
| RU 99108613 А, 20.01.2001 | |||
| ГИДРАВЛИЧЕСКИЙ ПРИВОД | 1993 |
|
RU2061914C1 |
| SU 9778992 А, 15.12.1976 | |||
| Устройство для измерения линейных перемещений объектов | 1986 |
|
SU1350489A1 |

