Предложение относится к устройствам обработки металлов давлением в изотермических условиях с целью получения деталей типа полых валов, дисков и ступиц из жаропрочных сплавов и сталей.
Известен стан для раскатки деталей типа тел вращения, содержащий установленные на станине каретки перемещения раскатных головок, раскатные головки с установленными в них раскатными роликами, приводы вращения роликов и перемещения этих кареток, шпиндель и упор с гидроцилиндром для фиксации в рабочем положении заготовки, установленные на ее противоположных торцах и кинематически соединенные с приводами вращения и редуктором для синхронизации их скоростей, средства нагрева заготовки, включающие электронагревательные печи, одна из которых - цилиндрическая устанавливается коаксиально по отношению к заготовке, а другая выполнена в виде раскрытого короба, который устанавливается на торце заготовки, и контрольно-измерительную аппаратуру.
(.см. Патент №159169 В21Н 1/100, 16.07.2015 г.).
В известном устройстве заготовка вращается между шпинделем и упором в зафиксированном положении относительно станины, а раскатные головки с установленными в них раскатными роликами установлены на каретках, движущихся по направляющим вдоль заготовки.
Недостатком этого устройства является низкая скорость раскатки, несмотря на сложности конструкции и эксплуатации стана.
Техническим результатом предложения является увеличение скорости раскатки, т.е. производительности стана, отри одновременном упрощении его конструкции.
Указанный технический результат достигается благодаря тому, что стан для раскатки деталей типа тел вращения, содержащий установленные на станине каретки перемещения раскатных головок, раскатные головки с установленными в них раскатными роликами, приводы вращения роликов и перемещения этих кареток, шпиндель и упор с гидроцилиндром для фиксации в рабочем положении заготовки, установленные на ее противоположных торцах и кинематически соединенные с приводами вращения и редуктором для синхронизации их скоростей, средства нагрева заготовки, включающие электронагревательные печи, одна из которых - цилиндрическая устанавливается коаксиально по отношению к заготовке, а другая выполнена в виде раскрытого короба, который устанавливается на торце заготовки, и контрольно-измерительную аппаратуру, для продольного перемещения заготовки станина оснащена направляющими, на которых установлены основная и дополнительная каретки продольного перемещения заготовки, жестко соединенные между собой, на основной каретке смонтированы шпиндель, приводы вращения шпинделя и перемещения каретки, а на дополнительной - упор с гидроцилиндром, привод их вращения и редуктор, каретки перемещения раскатных головок и приводы перемещения этих кареток и вращения раскатных роликов установлены на направляющих перпендикулярных к направлению перемещения заготовки, раскатные головки установлены с возможностью поворота под углом к оси в пределах 90±20°, цилиндрическая электропечь выполнена разборной в виде двух полуцилиндров - верхнего и нижнего, контрольно-измерительная аппаратура включает блок управления, тепловизионную камеру, состоящую из тепловизора, оптической системы, абсолютно-черного тела и светоделителя, ПЗС камеры с оптической системой, позволяющей регистрировать глубину внедрения ролика в тело заготовки, с возможностью передачи сигналов в блок управления, а от него на приводы вращения и перемещения заготовки и раскатных роликов.
Использование продольного перемещения заготовки относительно неподвижных головок, расположенных перпендикулярно к раскатываемой детали, позволяет улучшить качество раскатки, так как исключаются упругие усилия инструмента, при этом требуются меньшие усилия раскатки, а поэтому возрастает скорость и упрощается процесс.
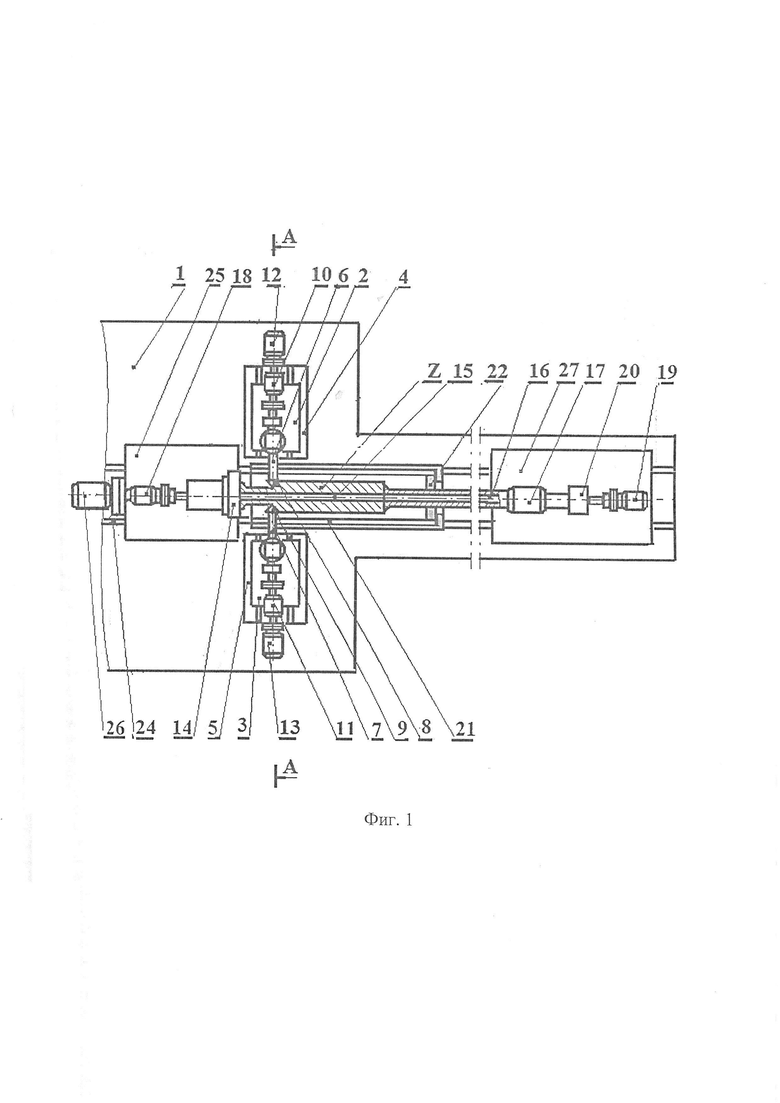
На фиг. 1 показан вид в плане стана для раскатки заготовки полого вала.
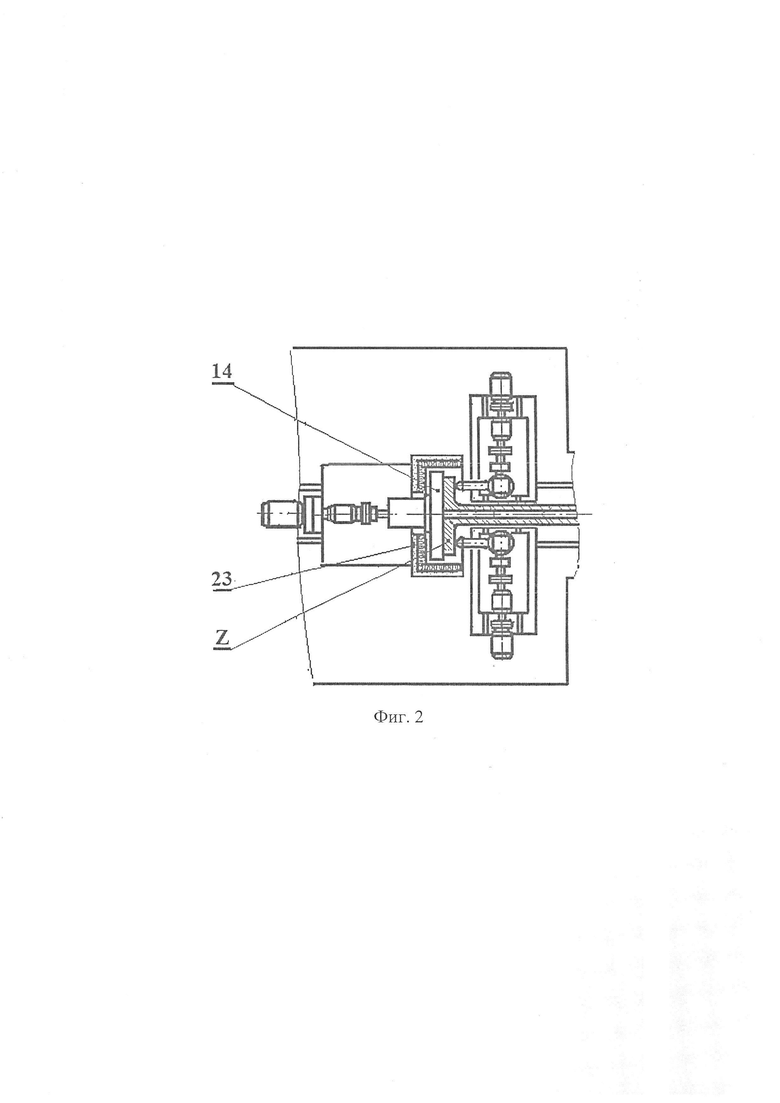
На фиг. 2 фрагмент стана в процессе раскатки заготовки для изготовления ступицы или диска.
На фиг. 3 - сечение А-А на фиг. 1 со схемой установки контрольно-измерительной аппаратуры.
Стан для раскатки деталей типа тел вращения содержит установленные на станине 1 (фиг. 1) каретки перемещения раскатных головок 2, 3 по направляющим 4, 5, раскатные головки 6, 7 с установленными в них раскатными роликами 8, 9, приводы вращения роликов 10, 11 и приводы перемещения этих кареток 12, 1.3, шпиндель 14 для зажима заготовки Z в осевое отверстие которой запрессована оправа 15, и упор 16 с гидроцилиндром 17 для фиксации в рабочем положении заготовки, установленные на противоположных ее торцах и кинематически соединенные с приводами вращения 18, 19 и редуктором 20 для синхронизации их скоростей, средства нагрева заготовки, включающие электронагревательные печи, одна из которых - цилиндрическая 21 выполнена разборной в виде двух полуцилиндров - верхнего и нижнего 21 в, 21н (фиг. 3) и устанавливается коаксиально по отношению к заготовке при раскатке вала, а с торца изолируется от окружающей среды теплоизоляционной втулкой 22, в другая выполнена в виде раскрытого короба 23 (фиг. 2), который устанавливается на торце заготовки при раскатке диска или ступицы. Для продольного перемещения заготовки станина снабжена направляющими 24, на которых установлены основная каретка 25, оснащенная двигателем ее продольного перемещения 26 и дополнительная каретка 27, жестко соединенные между собой. На основной каретке смонтированы шпиндель, приводы вращения шпинделя и перемещения каретки, а на дополнительной - упор с гидроцилиндром, привод их вращения и редуктор, каретки перемещения раскатных головок и приводы перемещения этих кареток и вращения раскатных роликов установлены на направляющих, перпендикулярные к направлению перемещения заготовки, раскатные головки установлены с возможностью поворота под углом к оси в пределах 90±20°. Контрольно-измерительная аппаратура (фиг. 3) включает блок управления (на чертеже не показан), тепловизионную камеру, состоящую из тепловизора 28, оптической системы 29, абсолютно-черного тела 30, светоделителя 31, ПЗС (прибор с зарядовой связью) камеры 32 с оптической системой 33.
Устройство работает следующим образом.
Раскатные головки 6, 7 монтируются на каретках перемещения раскатных головок 2, 3 для внедрения раскатных роликов 8, 9 в тело заготовки. Раскатные головки, могут устанавливаться под углом к оси в пределах 90±20°. В осевое отверстие заготовки Z устанавливается оправа 15, заготовка крепится в зажиме шпинделя 14. Шпиндель устанавливается на основной каретке 25, предназначенной для продольного перемещения по направляющим 24 на станине 1. При раскатке вала устанавливается камера нагрева цилиндрической формы, состоящая из верхней части 21в и нижней части 21н и теплоизоляционной втулки 22. Заготовка зажимается установленными на дополнительной каретке 27 упором 16 и приводится в движение гидроцилиндром 17 при включении приводов вращения 18 и 19. Синхронизация вращения шпинделя и упора обеспечивается регулировкой скорости вращения упора с помощью редуктора 20. Затем включаются обе части камеры нагрева заготовки. Ролики вводятся в камеру нагрева спустя несколько минут после начала нагрева камеры, но не соприкасаются с заготовкой. После достижения температуры заготовки близкой к температуре раскатки ролики вводятся до соприкосновения с телом заготовки, включается вращение роликов двигателями 10, 11 и производится поперечное перемещение кареток по направляющим 4, 5 двигателями 12, 13 до внедрения роликов на заданную глубину в тело заготовки. По достижении заданной глубины внедрения включается поступательное перемещение основной каретки с помощью двигателя продольного перемещения 26. Регистрация распределения температуры в зоне раскатки обеспечивается тепловизором 28 с оптической системой 29, калибровка которой производится через светоделитель 31 от абсолютно-черного тела 30. Сигналя от тепловизора передаются в систему управления для точного поддержания температуры раскатки (±5°). Глубина внедрения раскатного ролика в тело заготовки определяется с помощью ПЗС камеры 32 с оптической системой 33. Сигналы от приборов поступают в блок управления (на чертеже не показан), а от него на исполнительные механизмы вращения и перемещения шпинделя и раскатных роликов.
Таким образом раскатка происходит без перемещения роликов. Если раскатки производится за один проход, то заготовка снимается со станка. При многократной раскатке шпиндель возвращается в исходное положение и вновь выполняется раскатка. При необходимости раскатки диска устанавливается дополнительная торцевая электронагревательная камера 23, и раскатка производится при выключенном двигателе продольного перемещения шпинделя и повороте раскатных головок в сторону раскатываемых элементов заготовки.
Использование предложенного устройства позволяет улучшить качество раскатки при упрощении конструкции стана и условий его эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ВАЛОВ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ И СТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2725455C1 |
| СТАН ДЛЯ РАСКАТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2679033C1 |
| СТАН ДЛЯ РАСКАТКИ КОЛЕЦ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2017 |
|
RU2657679C1 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ | 1997 |
|
RU2120345C1 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ | 1992 |
|
RU2031753C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ТИПА ДИСКА | 2013 |
|
RU2567084C2 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 1997 |
|
RU2134175C1 |
| Многопозиционный кольцепрокатный стан | 1977 |
|
SU660758A1 |
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |
| Кольцепрокатный стан | 1976 |
|
SU653010A1 |

Изобретение относится к стану для раскатки деталей типа тел вращения. Стан содержит установленные на станине каретки перемещения раскатных головок, раскатные головки с установленными в них раскатными роликами, приводы вращения роликов и перемещения упомянутых кареток, средства нагрева заготовки, основную и дополнительную каретки продольного перемещения заготовки и контрольно-измерительную аппаратуру. Средства нагрева заготовки включают электронагревательные печи, одна из которых - цилиндрическая установлена коаксиально по отношению к заготовке, а другая выполнена в виде раскрытого короба, который установлен на торце заготовки. На основной каретке смонтированы шпиндель, приводы вращения шпинделя и перемещения основной каретки, а на дополнительной - упор с гидроцилиндром, привод их вращения и редуктор. Контрольно-измерительная аппаратура включает блок управления, тепловизионную камеру, состоящую из тепловизора, оптической системы, абсолютно-черного тела, светоделителя и ПЗС камеры с оптической системой. В результате улучшается качество раскатки. 3 ил.
Стан для раскатки деталей типа тел вращения, содержащий установленные на станине каретки перемещения раскатных головок, раскатные головки с установленными в них раскатными роликами, приводы вращения роликов и перемещения упомянутых кареток, шпиндель и упор с гидроцилиндром для фиксации в рабочем положении заготовки, установленные на ее противоположных торцах и кинематически соединенные с приводами вращения и редуктором для синхронизации их скоростей, средства нагрева заготовки, включающие электронагревательные печи, одна из которых - цилиндрическая - установлена коаксиально по отношению к заготовке, а другая выполнена в виде раскрытого короба, который установлен на торце заготовки, и контрольно-измерительную аппаратуру, отличающийся тем, что для продольного перемещения заготовки станина оснащена направляющими с установленными на них основной и дополнительной каретками продольного перемещения заготовки, жестко соединенными между собой, при этом на основной каретке смонтированы шпиндель, приводы вращения шпинделя и перемещения основной каретки, а на дополнительной - упор с гидроцилиндром, привод их вращения и редуктор, причем каретки перемещения раскатных головок, приводы их перемещения и приводы вращения раскатных роликов установлены на направляющих, перпендикулярных к направлению перемещения заготовки, раскатные головки установлены с возможностью поворота под углом к оси в пределах 90±20°, при этом цилиндрическая электронагревательная печь выполнена разборной в виде двух полуцилиндров - верхнего и нижнего, контрольно-измерительная аппаратура включает блок управления, тепловизионную камеру, состоящую из тепловизора, оптической системы, абсолютно-черного тела, светоделителя и прибор с зарядовой связью (ПЗС) камеры с оптической системой, позволяющей регистрировать глубину внедрения ролика в тело заготовки с возможностью передачи сигналов на блок управления, а от него на приводы вращения и перемещения заготовки и раскатных роликов.
| 0 |
|
SU159169A1 | |
| Стан для прокатки кольцевых изделий | 1985 |
|
SU1371749A1 |
| Кольцепрокатный стан | 1973 |
|
SU599897A1 |
| Устройство для горячей раскатки колец | 1978 |
|
SU774734A1 |
| WO 2008037327 A1, 03.04.2008. | |||

