Изобретение относится к области строительных материалов и может быть использовано при изготовлении ячеистобетонных изделий и конструкций.
Известна технология изготовления ячеистобетонных изделий с использованием определенных способов формирования пористой структуры (см. Ю.П.Горлов и др. Технология теплоизоляционных материалов. М.: Стройиздат, 1980 г. – 399 с.) - аналог.
Недостатками известной технологии являются сложность и строгое соблюдение технологических режимов производства, что невыполнимо на строительной площадке.
Наиболее близким аналогом является способ изготовления ячеистобетонных изделий, включающий подачу, дозирование и перемешивание сырьевых компонентов без подогрева, выдачу формовочной смеси в неподогретую форму и без выдержки совмещение формирование пористой структуры и тепловлажностной обработки при атмосферном или избыточном давлении (патент РФ №2153483, МПК6 7 С 04 В 38/00, 1998).
Недостатком этого способа является невозможность использования его в неблагоприятных условиях строительной площадки.
При традиционных способах изготовления ячеистобетонных изделий процесс вспучивания и постепенного остывания предварительно нагретой смеси происходит самопроизвольно. Этот процесс неуправляем и зависит от размера массива или конструкции, их открытой поверхности и температуры окружающей среды, что негативно сказывается на вспучиваемости, на ее однородности.
Задачей изобретения является разработка способа, позволяющего возводить конструкции из газобетона в неблагоприятных построечных условиях, в частности при низких положительных температурах до 0°С и отрицательных, до -10°С, температурах.
Поставленная задача решается тем, что в способе изготовления ячеистобетонных изделий, включающем подачу сырьевых компонентов без подогрева, их дозирование и перемешивание, выдачу формовочной смеси в неподогретую форму и без выдержки совмещение формирования пористой структуры и ее нагрева при атмосферном давлении согласно предлагаемому решению нагрев формовочной смеси осуществляют с помощью электрической энергии при напряжении 220 или 380 В до приобретения ею оптимальной для вспучивания температуры 35...50°С.
Известно, что для формирования пористой структуры газобетонной смеси необходимо, чтобы она имела температуру 35...45°С, которая должна поддерживаться строго постоянной в период вспучивания, что невозможно обеспечить в построечных условиях. Во время возведения монолитных конструкций особенно в осенне-весенний и зимний периоды температура окружающей среды, как правило, низкая положительная или отрицательная и меняющаяся. Поэтому невозможно в такой обстановке создать необходимые для вспучивания формовочной массы условия. По этой причине возведение конструкций из газобетона в условиях строительной площадки в настоящее время не производится, так как это технически неосуществимо. В предложенном решении эта техническая задача решается путем создания требуемых условий для вспучивания холодной газобетонной смеси при низких положительных или отрицательных температурах окружающей среды. Достигается это за счет совмещения формирования пористой структуры и прогрева смеси с любой начальной температурой до температуры 35...50°С электрическим током с помощью электродов при напряжении 220 или 380 В, что и составляет техническую новизну заявляемого решения.
Это позволит возводить монолитные газобетонные конструкции в неблагоприятных условиях и таким образом расширить области его применения в строительстве.
Как показали опыты, нагрев газобетонной смеси с любой начальной температурой электрическим током с применением электродов при напряжении 220 или 380 В не только обеспечивает ее вспучивание в неблагоприятных климатических условиях (низкие положительные до 0°С и отрицательные до -10°С температуры), но и согласованный с процессом схватывания равномерный нагрев массы по всему объему, что исключает ее оседание после вспучивания и обеспечивает получение более однородной структуры материала с лучшими эксплуатационными качествами. Способ позволяет создавать любой требуемый режим нагрева смеси независимо от внешних условий, интенсифицировать вспучивание смеси, увеличение ее высоты в 3 и более раза, а это значит, что до 70% конструкции самовозводится за счет вспучивания смеси, что снижает трудоемкость и себестоимость изделий.
Таким образом, впервые выявлена причинно-следственная связь между нагревом формовочной смеси в условиях низких положительных до 0°С и отрицательных до -10°С температур электродами при напряжении 220 или 380 В и формированием однородной пористой структуры без ее оседания после вспучивания, что позволяет изготавливать газобетонные изделия в неблагоприятных построечных условиях с высокими физико-механическими характеристиками. Известными на сегодня способами достичь такого эффекта не представляется возможным. Это подтверждает соответствие заявляемого технического решения критерию "изобретательский уровень".
Пример конкретного выполнения.
В опытах использовали портландцемент М500 Д0 Белгородского цементного завода, известь активностью 70% ОАО "Белгородстройматериалы", местный речной песок с Мкр=1,3, алюминиевую пудру ПАП-2. Приготовление смеси осуществляли традиционным способом. Массу перемешивали в лабораторном смесителе в течение двух минут, а затем в нее добавляли алюминиевую суспензию, с которой смесь перемешивали еще одну минуту, после чего подавали в формы размером 100×250×120.
Варьировали водотвердое отношение смеси, количество алюминиевой пудры и отношение массы песка к массе цемента. Составы формовочных смесей представлены в табл. 1.

Прочность ячеистого бетона определяли в соответствии с ГОСТ 10180-90. Эксперимент проводили на открытом воздухе при низкой положительной до 0°С и отрицательной до -10°С температурах. На смесь воздействовали электроэнергией с напряжением 220 или 380 В. В результате воздействия электроэнергии формовочная смесь нагревалась и вспучивалась, заполняя форму.
На чертеже представлена схема нагрева формовочной смеси двумя электродами, установленными по торцам формы, где 1 - форма; 2 - электроды; 3 - формовочная смесь.
Форма размером 250×120 мм заполнялась смесью на высоту 30...45 мм, после чего без выдержки подвергалась воздействию электрического тока до достижения ею температуры 35...50°С.
Процесс нагрева смеси объемом до 1,5 л длился от 5 до 15 минут в зависимости от начальной температуры смеси, окружающей среды и напряжения в сети.
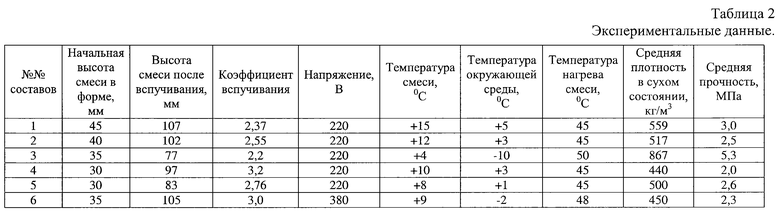
Экспериментальные данные представлены в табл. 2.
Выводы:
Как видно из табл. 2, предлагаемый способ изготовления ячеистобетонных изделий позволяет за счет использования электродов осуществлять равномерный по всему объему прогрев и вспучивание формовочной массы при любых низких положительных и отрицательных до -10°С температурах, чего в условиях строительной площадки невозможно добиться известными способами. При этом до 70% объема стен самовозводится только за счет вспучивания предлагаемым способом формовочной смеси, что снижает их трудоемкость и себестоимость.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОБЕТОННЫХ ИЗДЕЛИЙ | 1998 |
|
RU2153483C2 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ПОЛУЧЕНИЯ ГАЗОБЕТОНА НЕАВТОКЛАВНОГО ТВЕРДЕНИЯ | 2007 |
|
RU2340582C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ПОЛУЧЕНИЯ ГАЗОБЕТОНА НЕАВТОКЛАВНОГО ТВЕРДЕНИЯ | 2009 |
|
RU2410362C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ГАЗОБЕТОНА НЕАВТОКЛАВНОГО ТВЕРДЕНИЯ | 2005 |
|
RU2284977C1 |
| Экструзионный мундштук | 1979 |
|
SU863350A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЯЧЕИСТЫХ БЕТОНОВ | 1998 |
|
RU2137600C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОБЕТОННЫХ ИЗДЕЛИЙ | 2020 |
|
RU2750535C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ АВТОКЛАВНОГО ГАЗОБЕТОНА | 2023 |
|
RU2822855C1 |
| Ячеистобетонная смесь | 1979 |
|
SU863543A1 |
| Сырьевая смесь для ячеистых бетонов | 2021 |
|
RU2767503C1 |
Изобретение относится к области строительных материалов и может быть использовано при изготовлении ячеистобетонных изделий и конструкций. Технический результат - снижение средней плотности ячеистого бетона, упрощение режима производства. Способ включает подачу сырьевых компонентов без подогрева, их дозирование и перемешивание, подачу формовочной смеси в неподогретую форму и без выдержки совмещение формирования пористой структуры и нагрева при атмосферном или избыточном давлении. Смесь подают в форму и осуществляют нагрев электродами под напряжением 220 или 380 В до вспучивания смеси в три и более раза и заполнения ею формы в течение 5-15 мин при температуре окружающей среды до минус 10°С. 1 ил., 2 табл.

Способ изготовления ячеистобетонных изделий, включающий подачу сырьевых компонентов без подогрева, их дозирование и перемешивание, подачу формовочной смеси в неподогретую форму и без выдержки совмещение формирования пористой структуры и нагрева при атмосферном или избыточном давлении, отличающийся тем, что смесь подают в форму и осуществляют нагрев электродами под напряжением 220 или 380 В до вспучивания смеси в три и более раза и заполнения ею формы в течение 5-15 мин при температуре окружающей среды до минус 10°С.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОБЕТОННЫХ ИЗДЕЛИЙ | 1998 |
|
RU2153483C2 |

