Изобретение относится к ядерной энергетике и может найти применение на предприятиях изготовления тепловыделяющих элементов (твэлов).
Известно, что в процессе снаряжения оболочек твэлов применяют втулочное ядерное топливо различного обогащения по урану 235 от 2 до 4,4% для ядерных реакторов ВВЭР-1000 и ВВЭР-440.
Визуально определить процент обогащения урана в снаряженных твэлах не возможно.
Известно применение маркировки заглушек твэлов ручным методом, однако ручная маркировка при массовом производстве твэлов снижает производительность их изготовления.
Технической задачей изобретения является повышение производительности изготовления твэлов за счет автоматизации маркировки заглушек твэлов как для ядерного реактора ВВЭР-1000, так и для твэлов ядерного реактора ВВЭР-440.
Эта техническая задача решается тем, что в автомате для маркирования заглушек тепловыделяющих элементов, преимущественно ВВЭР-440 и ВВЭР-1000, характеризующемся тем, что он содержит механизм поштучной подачи в виде виброчаши, сообщенной ложементом с узлом ориентации заглушек, размещенным над воронкой ввода заглушек в трубопровод проводки заглушек через отсекатель поштучной подачи на выдвижную заслонку соосно штоку пневмоцилиндра подачи заглушки на позицию маркировки, соосно которому на расстоянии, равном длине средней цилиндрической части заглушки, размещен механизм с поворотным цанговым зажимом и коаксиально в нем размещенным выталкивателем заглушек после маркировки, механизм маркирования со штоком нанесения по образующей заглушки при ее повороте вокруг своей оси индекса обогащения по урану 235 таблетированного ядерного топлива, которое будет снаряжено в данную оболочку с заглушкой, числового значения партии и числового значения каждого тепловыделяющего элемента, размещенный перпендикулярно оси заглушки между механизмами подачи заглушки и ее зажима и поворота вокруг своей оси, при этом шток пневмоцилиндра подачи заглушки на позицию маркировки выполнен с конусным торцом, у которого диаметр основания конуса равен диаметру глухого отверстия в теле заглушки, соосно цанговому зажиму перед его заходной частью установлена втулка с центрирующим заходным конусным отверстием, повторяющим конус на теле заглушки, а механизм маркирования сообщен с электронно-вычислительной машиной с блоками выполнения установочных маркировочных значений, управления всеми механизмами автомата маркирования и выдачей паспорта на каждую партию оболочек тепловыделяющих элементов с заглушками. Такое выполнение автомата позволит увеличить производительность изготовления твэлов и маркировать не только заглушки для твэлов ВВЭР-1000, но и для твэлов ВВЭР-440, что равнозначно иметь вместо двух автоматов один универсальный, работающий в автоматическом режиме.
На чертежах представлены:
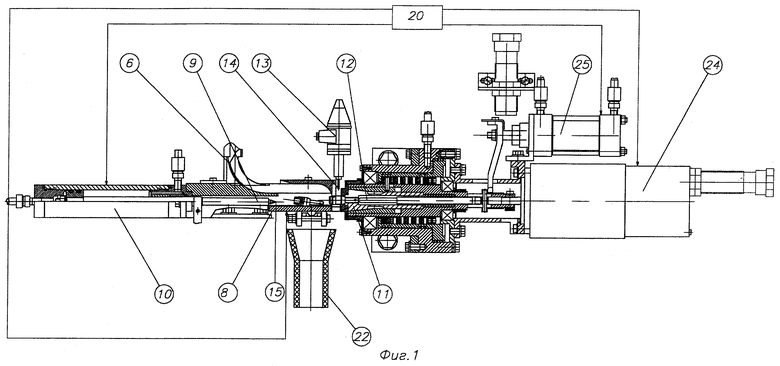
на фиг.1 - автомат для маркирования заглушек тепловыделяющих элементов;
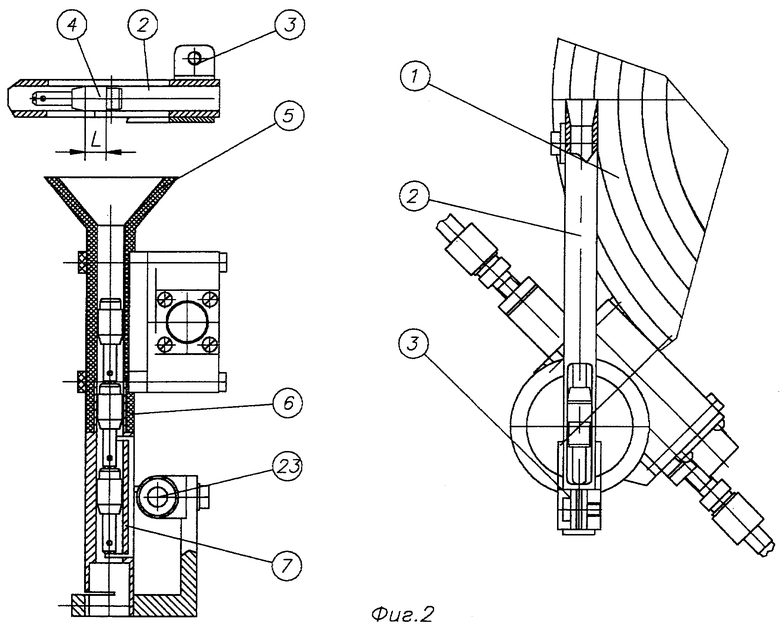
- на фиг.2 - виброчаша с узлом ориентации;
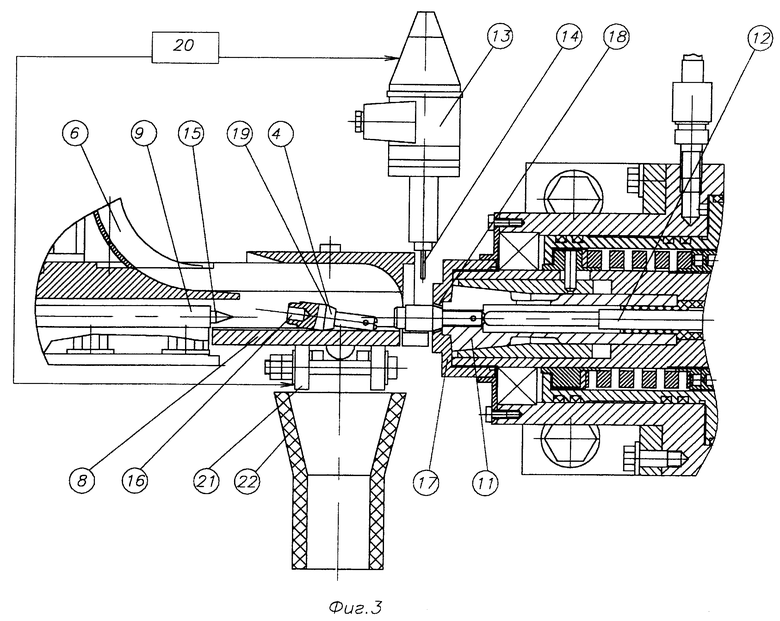
- на фиг.3 - механизм маркировки.
Автомат для маркирования заглушек твэлов включает механизм поштучной подачи в виде виброчаши 1, сообщенной ложементом 2 с узлом 3 ориентации заглушек 4, размещенным над воронкой 5 ввода заглушек 4 в трубопровод 6 проводки заглушек 4 через отсекатель 7 поштучной подачи на выдвижную заслонку 8 соосно штоку 9 пневмоцилиндра 10 подачи заглушки 4 на позицию маркировки, соосно которому на расстоянии, равном длине “L” средней цилиндрической части заглушки 4 размещен механизм с поворотным цанговым зажимом 11 и коаксиально в нем размещенным выталкивателем 12 заглушек 4 после маркировки, механизм 13 маркирования со штоком 14 нанесения по образующей заглушки 4 при ее повороте вокруг своей оси индекса обогащения по урану 235 таблетированного ядерного топлива, которое будет снаряжено в эту оболочку с этой заглушкой 4, числового значения партии и числового значения каждого тепловыделяющего элемента, размещенный перпендикулярно оси заглушки 4 между механизмами подачи заглушки 4 и ее зажима и поворота вокруг своей оси.
Шток 9 пневмоцилиндра 10 подачи заглушки 4 на позицию маркировки выполнен с конусным торцом 15, у которого диаметр основания конуса 15 равен диаметру глухого отверстия 16 в теле заглушки 4. Соосно цанговому зажиму 11 перед его заходной частью установлена втулка 17 с центрирующим заходным конусным отверстием 18, повторяющим конус 19 на теле заглушки 4, а механизм 13 маркирования сообщен с электронно-вычислительной машиной 20 с блоками (не показано) выполнения установочных маркировочных значений, управления всеми механизмами автомата маркирования и выдачей паспорта на каждую партию оболочек с заглушками 4.
Выдвижная заслонка 8 снабжена приводом 21 возвратно-поступательного ее перемещения. Под заслонкой 8 размещен бункер 22 вывода маркированных заглушек 4. Отсекатель 7 выполнен П-образной формы и снабжен приводом 23. Цанговый зажим 11 снабжен приводом 24 поворота. Выталкиватель 12 снабжен приводом 25 возвратно-поступательного перемещения.
Автомат для маркирования заглушки работает следующим образом. Заглушки 4 насыпаются в вибрационную чашу 1, откуда по ложементу 2 через узел 3 ориентации поступают в воронку 5 и по трубопроводу 6 проводки заглушек 4 через отсекатель 7 с приводом 23 поштучно подаются на выдвижную заслонку 8 соосно штоку 9 пневмоцилиндра 10. При этом заглушка для твэла ядерного реактора ВВЭР-1000 ложится горизонтально, а заглушка для твэла ядерного реактора ВВЭР-440 из-за смещенного центра тяжести ложится с перекосом, т.е. посадочным местом с глухим отверстием под углом вверх. Благодаря конусному торцу 15 штока 9, имеющему диаметр основания конуса конусного торца 15, равным диаметру глухого отверстия 16 в теле заглушки 4, заглушка 4 при входе в ее глухое отверстие 16 конусного торца 15 принимает горизонтальное положение и поступает на позицию маркирования, где принимает окончательное горизонтальное положение благодаря центрирующему заходному конусному отверстию 18 втулки 17 и конусу 19 на теле заглушки 4. Срабатывает цанговый зажим 11 и передняя часть с меньшим диаметром зажимается в строго горизонтальном положении. Предварительно на электронно-вычислительную машину 20 выдается задание маркировочные значения: обогащение по урану 235 таблеточного ядерного топлива, которое будет загружено в эти оболочки твэлов с маркированными заглушками, количество твэл (по числу заглушек), номер партии и номер будущего твэла.
Включается привод 24 поворота цангового зажима 11 и при вращении заглушки 4 вокруг своей оси на ее поверхность штоком 14 механизма 13 маркирования наносятся маркировочные значения. По окончании маркирования срабатывает привод выталкивателя 12 и промаркированная заглушка 4 возвращается обратно на выдвижную заслонку 8, срабатывает привод 21, заслонка открывается и заглушка через бункер 22 выводится из технологического цикла, который затем повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМЫ-ХОЛОДИЛЬНИКА-ТОКОПОДВОДА К АГРЕГАТУ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2002 |
|
RU2236337C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1999 |
|
RU2155395C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2256250C2 |
| УСТАНОВКА ДЛЯ ГЕРМЕТИЗАЦИИ ТРУБЧАТЫХ ЭЛЕМЕНТОВ | 1998 |
|
RU2152091C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И АВТОМАТИЧЕСКАЯ ЛИНИЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2084026C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2002 |
|
RU2246770C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 2010 |
|
RU2459292C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1997 |
|
RU2145449C1 |
| УСТРОЙСТВО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ АВТОМАТИЧЕСКОЙ ЛИНИИ | 1999 |
|
RU2187103C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2001 |
|
RU2210822C2 |
Изобретение относится к ядерной энергетике и может найти применение на предприятиях по изготовлению тепловыделяющих элементов для ядерных реакторов. Технический результат изобретения - расширение технологических возможностей автомата и осуществление маркировки заглушек тепловыделяющих элементов как для ядерных реакторов типа ВВЭР-1000, так и ВВЭР-440. В автомате для маркирования заглушек шток пневмоцилиндра подачи заглушки на позицию маркировки выполнен с конусным торцом, у которого диаметр основания конуса равен диаметру глухого отверстия в теле заглушки. Соосно цанговому зажиму перед его заходной частью установлена втулка с центрирующим заходным конусным отверстием, повторяющим конус на теле заглушки, а механизм маркирования сообщен с электронно-вычислительной машиной с блоками выполнения установочных маркировочных значений, управления всеми механизмами автомата маркирования и выдачей паспорта на каждую партию оболочек тепловыделяющих элементов с заглушками. 3 ил.
Автомат для маркирования заглушек тепловыделяющих элементов, преимущественно ВВЭР-440 и ВВЭР-1000, характеризующийся тем, что содержит механизм поштучной подачи в виде виброчаши, сообщенной ложементом с узлом ориентации заглушек, размещенным над воронкой ввода заглушек в трубопровод проводки заглушек через отсекатель поштучной подачи на выдвижную заслонку соосно штоку пневмоцилиндра подачи заглушки на позицию маркировки, соосно которому на расстоянии, равном длине средней цилиндрической части заглушки, размещен механизм с поворотным цанговым зажимом и коаксиально в нем размещенным выталкивателем заглушек после маркировки, механизм маркирования со штоком нанесения по образующей заглушки при ее повороте вокруг своей оси индекса обогащения по урану 235 таблетированного ядерного топлива, которое будет снаряжено в данную оболочку с заглушкой, числового значения партии и числового значения каждого тепловыделяющего элемента, размещенный перпендикулярно оси заглушки между механизмами подачи заглушки и ее зажима и поворота вокруг своей оси, при этом шток пневмоцилиндра подачи заглушки на позицию маркировки выполнен с конусным торцом, у которого диаметр основания конуса равен диаметру глухого отверстия в теле заглушки, соосно цанговому зажиму перед его заходной частью установлена втулка с центрирующим заходным конусным отверстием, повторяющим конус на теле заглушки, а механизм маркирования сообщен с электронно-вычислительной машиной с блоками выполнения установочных маркировочных значений управления всеми механизмами автомата маркирования и выдачей паспорта на каждую партию оболочек тепловыделяющих элементов с заглушками.
| УСТРОЙСТВО И СПОСОБ ВВЕДЕНИЯ ЗАГЛУШКИ В ТРУБУ ОБОЛОЧКИ ЯДЕРНОГО ТЕПЛОВЫДЕЛЯЮЩЕГО СТЕРЖНЯ | 1994 |
|
RU2126560C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ СТЕРЖНЕВОГО ТИПА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2092915C1 |
| УСТАНОВКА ДЛЯ ГЕРМЕТИЗАЦИИ ТРУБЧАТЫХ ЭЛЕМЕНТОВ | 1998 |
|
RU2152091C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1998 |
|
RU2152092C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1999 |
|
RU2155395C1 |
| Устройство для фиксации ригеля в раме | 1976 |
|
SU1093259A3 |
