Изобретение относится к атомной промышленности и может найти применение на предприятиях изготовления тепловыделяющих элементов (ТВЭЛ). Известно, что загерметизированные заглушками с двух сторон и сварными швами оболочки ТВЭЛов работают в очень тяжелых условиях:
1) мощное радиационное воздействие всех видов облучения на оболочку и ее сварные швы;
2) высокая температура топливного сердечника;
3) высокое давление теплоносителя;
4) коррозионное воздействие теплоносителя с внешней стороны и топлива и газовых продуктов деления - с внутренней стороны;
5) плотный контакт оболочки с топливом вследствие его распухания и т.д.
На основе анализа условий эксплуатации к сварным швам также предъявляются весьма жесткие требования, и осуществление контроля каждого сварного шва на стадии изготовления ТВЭЛа является обязательным.
Известно устройство ультразвукового контроля сварных швов ТВЭЛов, содержащее пьезоэлектрический преобразователь, транспортное средство ввода на контроль и вывода с контроля ТВЭЛ и блок управления (см. Патент США 3575042).
Известное устройство не обеспечивает проведение ультразвукового контроля длинномерных цилиндрических ТВЭЛ с особотонкостенными оболочками малого диаметра. В нем отсутствует узел, обеспечивающий точное центрирование ТВЭЛа в зоне контроля, что особенно важно при проведении ультразвукового контроля на концах длинномерных ТВЭЛов малого диаметра - 9,1 мм, загерметизированных с одного конца электронно-лучевой сваркой заглушки к оболочке, а с другой контактно-стыковой сваркой (КСС-2) заглушки к оболочке под давлением инертного газа под оболочкой.
Известно устройство ультразвукового контроля сварных швов ТВЭЛов, содержащее транспортное средство ввода на контроль и вывода с контроля ТВЭЛа, узел зажима и поворота ТВЭЛа вокруг своей оси, излучающий и приемный пьезоэлектрические преобразователи и блок управления (см. Книга 2. Разработка, производство и эксплуатация ТВЭЛов энергетических реакторов. М., Энергоатомиздат. , 1995 г. , под редакцией Ф.Г.Решетникова, стр. 275-276, рис. 21.12).
Наиболее близким по технической сущности и достигаемому эффекту является устройство ультразвукового контроля сварных швов ТВЭЛ, автоматической линии после электронно-лучевой сварки заглушки к оболочке и контактно-стыковой сварки другой заглушки к оболочке, содержащее транспортный стол-накопитель, датчик наличия ТВЭЛа для ядерного реактора ВВЭР-1000 на столе-накопителе, транспортное средство ввода на контроль и вывода с контроля ТВЭЛа, узел зажима ТВЭЛа и его поворота вокруг своей оси, привод датчика наличия ТВЭЛа в зоне контроля в виде штока пневмоцилиндра и датчик наличия ТВЭЛа в зоне контроля, иммерсионную ванну, пьезоэлектрический преобразователь (излучающий и приемный) и блок управления (см. устройство ультразвукового контроля сварных швов ТВЭЛов автоматической линии, "Патент Российской Федерации 2070740" "Автоматическая линия изготовления тепловыделяющих элементов" от 17.05.1994 г., опубликован 20.12.1996 г., М кл. G 21 С 21/02, фиг.22, 80).
Устройство предназначено для ультразвукового контроля сварного шва электронно-лучевой сварки заглушки к оболочке и контактно-стыковой сварки другой заглушки к другому концу оболочки ТВЭЛа для реактора ВВЭР-1000 Аналогичное предназначение имеет и устройство, описанное в книге 2 Ф.Г. Решетникова. Разработка, производство и эксплуатация ТВЭЛов энергетических реакторов, на стр. 275-276, т.е. устройство предназначено для контроля одного типа и конструкции ТВЭЛ.
Для водо-водяного реактора ВВЭР-1000 длина стержневого ТВЭЛа составляет 3837 мм и диаметр 9,1 мм, а для ВВЭР-440 длина составляет ≈2500 мм и диаметр 9,1 мм, отличаются по длине и заглушки. В силу конструктивных отличий ТВЭЛов ультразвуковой контроль сварных соединений можно осуществлять только одного типа, так как иначе возможно несовпадение зоны контроля со сварным швом.
Технической задачей изобретения является расширение технологических возможностей устройства ультразвукового контроля сварных швов как ТВЭЛов ВВЭР-1000, так и ТВЭЛов ВВЭР-440.
Эта техническая задача решается тем, что в устройстве ультразвукового контроля сварных швов ТВЭЛа автоматической линии после электронно-лучевой сварки заглушки к оболочке и контактно-стыковой сварки другой заглушки к другому концу снаряженной оболочки, содержащем транспортный стол-накопитель, датчик "наличие ТВЭЛа для ядерного реактора ВВЭР-1000 на столе накопителе", транспортное средство ввода на контроль и вывода с контроля ТВЭЛа, узел зажима ТВЭЛа и его поворота вокруг своей оси, привод датчика наличия ТВЭЛа в зоне контроля в виде штока пневмоцилиндра и датчик наличия ТВЭЛа в зоне контроля, иммерсионную ванну, пьезоэлектрический преобразователь (излучающий и приемный), блок управления и датчик "наличие ТВЭЛа на позиции узла загрузки"; согласно изобретению на транспортном столе-накопителе на расстоянии от датчика "наличие ТВЭЛа для ядерного реактора ВВЭР-1000", равном разнице между ТВЭЛами ВВЭР-1000 и ВВЭР-440, установлен датчик "наличие ТВЭЛа для ядерного реактора ВВЭР-440", устройство снабжено блоком электронной коммутации, сообщенным с блоком управления и обоими датчиками "наличие ТВЭЛа на транспортном столе", а между стенкой иммерсионной ванны и корпусом пневмоцилиндра соосно штоку-приводу датчика установлена съемная компенсационная вставка с толщиной, равной разнице между высотой заглушек ТВЭЛ ВВЭР-1000 и ВВЭР-440.
Другими отличиями является то, что шток-привод датчика "наличие ТВЭЛа" и поршень пневмоцилиндра выполнены как винтовая пара, датчик "наличие ТВЭЛа в зоне контроля" установлен соосно штоку-приводу датчика "наличие ТВЭЛа в зоне контроля" в задней стенке пневмоцилиндра с возможностью соосно штоку-приводу перемешаться как винтовая пара с задней стенкой корпуса пневмоцилиндра.
Размещение на транспортном столе второго датчика "наличие ТВЭЛа" позволит использовать транспортный стол как для контроля сварочного шва ТВЭЛа ВВЭР-1000, так и ТВЭЛа ВВЭР-440.
Выполнение в устройстве блока электронной коммутации, сообщенного с блоком управления и с датчиками "наличие ТВЭЛа на транспортном столе", позволит переключать работу устройства либо на контроль сварочного шва ТВЭЛа ВВЭР-1000, либо ТВЭЛа ВВЭР-440.
Установка съемной компенсационной вставки соосно штоку между стенкой иммерсионной ванны и корпусом пневмоцилиндра позволит вести контроль сварочного шва ТВЭЛа ВВЭР-440.
Выполнение штока-привода датчика в виде винтовой пары с поршнем пневмоцилиндра и датчика "наличие ТВЭЛа в зоне контроля" как винтовой пары с задней стенкой пневмоцилиндра позволит переключать контроль с ТВЭЛов ВВЭР-1000 на ТВЭЛы ВВЭР-440 и наоборот.
На чертежах представлено устройство ультразвукового контроля сварных швов ТВЭЛ ВВЭР-1000 и ТВЭЛ ВВЭР-440, где
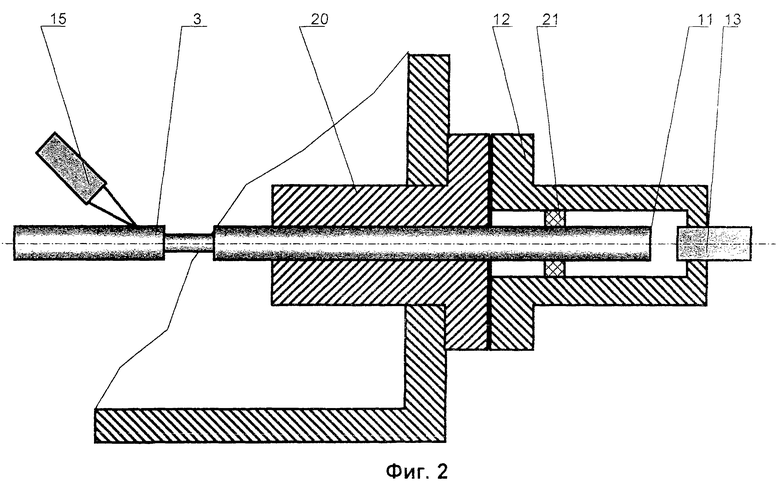
на фиг.1 - функциональная схема устройства;
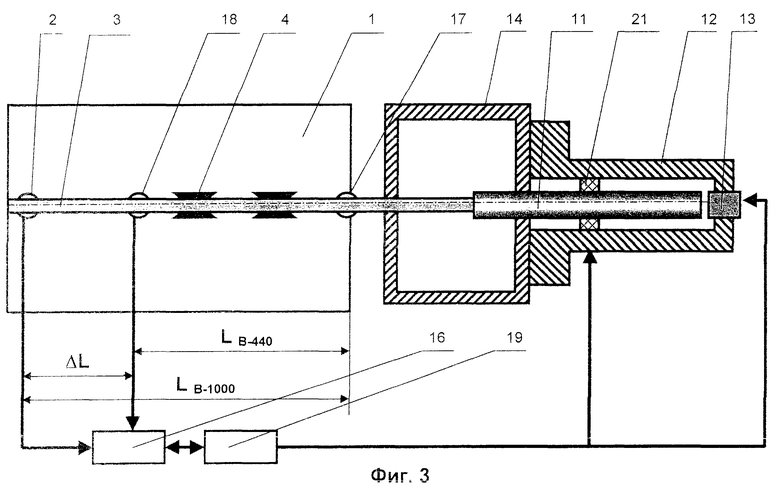
на фиг.2 - схема жесткого позицирования ТВЭЛа в зоне контроля;
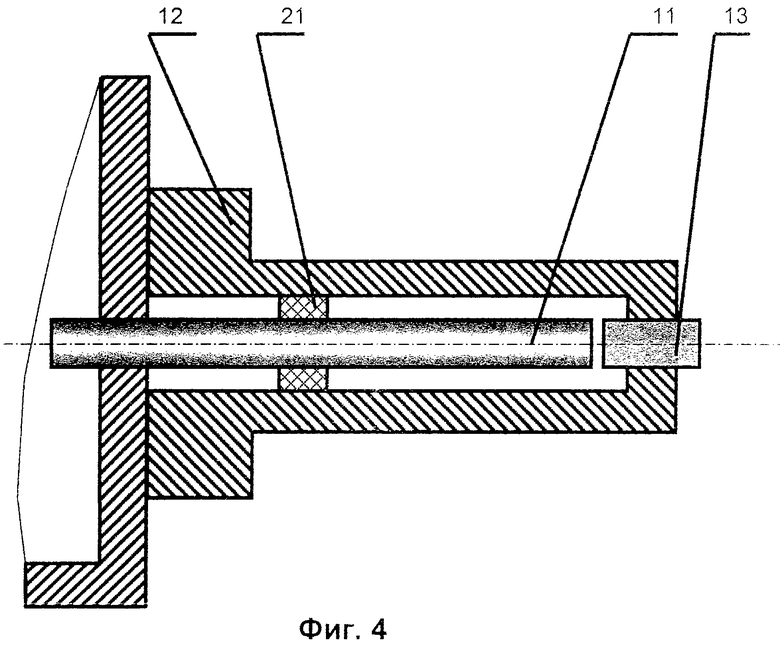
на фиг.3 - блок схема размещения датчиков;
на фиг.4 - пневмоцилиндр с датчиком.
Устройство ультразвукового контроля сварных швов ТВЭЛов ВВЭР-1000 и ВВЭР-440 автоматической линии после электронно-лучевой сварки одной заглушки к одному концу оболочки контактно-стыковой сварки другой заглушки к другому концу оболочки содержит транспортный стол-накопитель 1, датчик 2 "наличие ТВЭЛа 3 ВВЭР-1000 на столе-накопителе 1", транспортное средство 4 ввода на контроле и вывода 5 с контроля ТВЭЛа 3 реверсивным двигателем 6 и прижимным роликом 7, узел зажима 8 ТВЭЛа 3 в виде цанги и втулки 9, узел 10 поворота ТВЭЛа 3 вокруг своей оси, привод 11 датчика "наличие ТВЭЛа в зоне контроля" в виде штока пневмоцилиндра 12 датчика 13 "наличие ТВЭЛа в зоне контроля", иммерсионную ванну 14, пьезоэлектрический преобразователь (изучающий и приемный) 15, и блок управления 16, и датчик 17 "наличие ТВЭЛа на позиции узла загрузки".
На транспортном столе-накопителе 1 на расстоянии от датчика 2 "наличие ТВЭЛа для ядерного реактора ВВЭР-1000", равном разнице ΔL между ТВЭЛами ВВЭР-1000 и ВВЭР-440 L-L1=ΔL, установлен датчик 18 "наличие ТВЭЛа для ядерного реактора ВВЭР-440". Устройство снабжено блоком 19 электронной коммутации, сообщенным с блоком 16 управления и обеими датчиками 2, 18 "наличие ТВЭЛа на транспортном столе 1", между стенкой иммерсионной ванны 14 и корпусом пневмоцилиндра 12 соосно штоку-приводу 11 датчика установлена съемная компенсационная вставка 20 с толщиной, равной разнице между высотой заглушек ТВЭЛ ВВЭР-1000 и ВВЭР-440.
Второй вариант выполнения заключается в том, что привод 11 датчика - шток пневмоцилиндра 12 - и его поршень 21 выполнены как винтовая пара.
Третий вариант выполнения заключается в том, что в задней стенке пневмоцилиндра 12 с возможностью соосно штоку-приводу 11 перемещаться установлен датчик 13 и выполнен с задней стенкой пневмоцилиндра 12 как винтовая пара.
Устройство работает следующим образом.
Оболочка после сварки заглушки на электронно-лучевой установке поступает на транспортный стол-накопитель, откуда транспортным средством-рольгангом 4 на контроль сварного шва.
Если контролю подвергается сварной шов оболочки для ТВЭЛов ВВЭР-1000, то остаются включенными датчики 2, 17 и выключенным датчик 18 через блок электронной коммутации 19. В иммерсионной ванне оболочка 3 торцом заглушки упирается в привод 11 датчика "наличие оболочки в зоне контроля" - штока пневмоцилиндра 12 и через датчик 13 "наличие оболочки в зоне контроля" подается сигнал через блок управления 16 на срабатывание узла зажима - цанги 8 во втулке 9 и узла поворота 10 оболочки вокруг своей оси. При полном повороте пьезоэлектрическим преобразователем 15 осуществляется сканирование сварного шва оболочки и ее возврат в исходное положение с помощью транспортного средства 5, прижимного ролика 7 и реверсивного двигателя 6.
После снаряжения таблеточным ядерным топливом и герметизации оболочки другой заглушкой и сварочным швом контактно-стыковой сварки (КСС-2) под давлением инертного газа под оболочкой сварочный шов ТВЭЛа 3 проходит аналогичный контроль на другом устройстве ультразвукового контроля.
При контроле сварочного шва ТВЭЛа ВВЭР-440 остаются включенными датчики 18, 17 и отключен датчик 2, между стенкой иммерсионной ванны 14 должна быть установлена компенсационная вставка 20, или шток-привод 11 датчика должен быть повернут в поршне 21, или датчик 13 "наличие ТВЭЛа в зоне контроля" должен быть повернут в задней стенке корпуса так, чтобы ТВЭЛ 3 жестко фиксировался в осевом направлении штоком-приводом 11 датчика для обеспечения сканирования сварочного шва ТВЭЛа ВВЭР-440 по аналогии со сканированием ТВЭЛа ВВЭР-1000.
Устройство прошло испытание и получены положительные результаты по ультразвуковому контролю сварочных швов ТВЭЛов ВВЭР-1000 и ВВЭР-440.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1999 |
|
RU2155395C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И ИХ РАЗБРАКОВКИ | 2001 |
|
RU2216058C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2256250C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2001 |
|
RU2216801C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2003 |
|
RU2244356C2 |
| СПОСОБ КОНТРОЛЯ, РАЗБРАКОВКИ И ПЕРЕРАБОТКИ БРАКА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2000 |
|
RU2195722C2 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ ШВОВ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2002 |
|
RU2234150C2 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНОГО ШВА КОНТАКТНО-СТЫКОВОЙ СВАРКИ ЗАГЛУШКИ К ОБОЛОЧКЕ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 1998 |
|
RU2158031C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 2010 |
|
RU2459292C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1997 |
|
RU2145449C1 |
Изобретение относится к атомной промышленности и может найти применение при изготовлении и контроле тепловыделяющих элементов (ТВЭЛ). Расширение технологических возможностей устройства достигается за счет того, что устройство содержит транспортный стол-накопитель, датчик "наличие ТВЭЛа для ядерного реактора ВВЭР-1000 на транспортном столе-накопителе", транспортное средство ввода на контроль и вывода с контроля ТВЭЛа, узел зажима ТВЭЛа и его поворота вокруг своей оси, привод датчика "наличие ТВЭЛа в зоне контроля" в виде штока пневмоцилиндра и датчик "наличие ТВЭЛа в зоне контроля", иммерсионную ванну, пьезоэлектрический преобразователь (излучающий и приемный), блок управления и датчик "наличие ТВЭЛа на позиции узла загрузки". На транспортном столе-накопителе на расстоянии от датчика "наличие ТВЭЛа для ядерного реактора ВВЭР-1000 на транспортном столе-накопителе", равном разнице между ТВЭЛами ВВЭР-1000 и ВВЭР-440, установлен датчик "наличие ТВЭЛа для ядерного реактора ВВЭР-440 на транспортном столе-накопителе". Устройство снабжено блоком электронной коммутации, сообщенным с блоком управления и обоими датчиками "наличие ТВЭЛа на транспортном столе-накопителе". Между стенкой иммерсионной ванны и корпусом пневмоцилиндра соосно штоку-приводу датчика установлена съемная компенсационная вставка с толщиной, равной разнице между высотой заглушек ТВЭЛ ВВЭР-1000 и ВВЭР-440. Шток-привод датчика "наличие ТВЭЛа в зоне контроля" и поршень пневмоцилиндра выполнены как винтовая пара. Датчик "наличие ТВЭЛа в зоне контроля" установлен соосно штоку-приводу датчика "наличие ТВЭЛа в зоне контроля" в задней стенке пневмоцилиндра с возможностью соосно штоку-приводу перемещаться как винтовая пара с задней стенкой корпуса пневмоцилиндра. 2 з.п. ф-лы, 4 ил.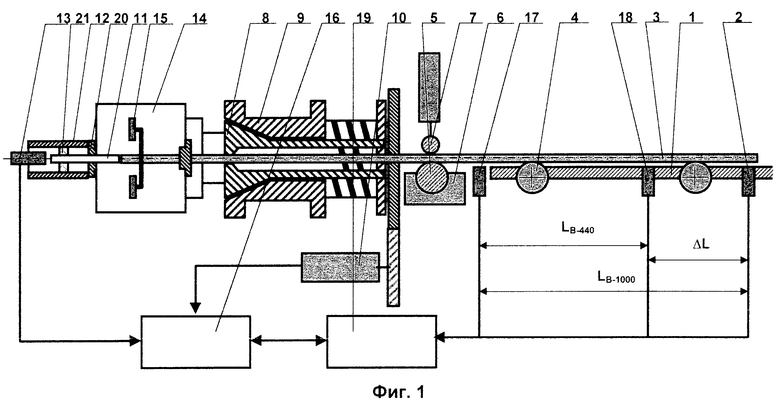
| RU 2070740 C1, 20.12.1996 | |||
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И ИХ РАЗБРАКОВКИ | 1995 |
|
RU2107960C1 |
| US 4517152, 14.05.1985 | |||
| 0 |
|
SU178860A1 | |
| RU 94037398 A1, 27.10.1996 | |||
| Устройство ультразвукового контроля цилиндрических изделий | 1982 |
|
SU1083106A1 |

