Изобретение относится к области технологии машиностроения, в частности к способам нанесения многослойных покрытий, и может быть использовано для получения качественных многослойных покрытий большой толщины на поверхностях гидроцилиндров, штоков и т.п., а также при восстановлении изношенных участков деталей.
Известен способ (журнал “Машиностроитель” 1997 г., №10, стр. 23-24. В.П. Смоленцев, Е.В. Смоленцев, С.Ю.Жачкин, статья Технология покрытия и восстановления деталей) гальваномеханического (гальванодеформирующего) нанесения покрытий, который заключается в периодическом многократном электролитическом осаждении малых (менее 1 мкм) слоев с последующим пластическим деформированием каждого слоя.
Однако в публикации не указан способ поверхностного пластического деформирования наносимых слоев покрытий и вид предварительной обработки поверхности перед нанесением покрытий, которая влияет на качество сцепления материала основы с покрытием.
В качестве прототипа принят способ электролитического хромирования (патент РФ №2175032, C 25 D 5/22 от 20.10.2001 г.), включающий предварительное осаждение хрома и окончательное хромирование с механическим воздействием на катодную пленку за счет контакта обрабатываемой поверхности с хонинговальными брусками, совершающими возвратно-поступательное перемещение при вращении обрабатываемого изделия с принудительной прокачкой электролита в межэлектродном зазоре, причем перед предварительным осаждением хонинговальные бруски устанавливают с гарантированным зазором, а в процессе хонингования делают паузу в подаче технологического тока с последующим повышением плотности тока до рабочей величины.
Основные параметры и режимы способа электролитического хромирования по прототипу: обрабатываемая деталь - валик из стали 9Х2МФ; предварительный гарантированный зазор между брусками и обрабатываемой поверхностью 0,3-0,5 мм (не более 1,5 мм); толщина предварительного слоя хрома - 55 мкм; скорость возвратно-поступательного движения абразивных брусков 0,1 м/с с усилием прижима - 2 МПа; время обработки - 16 мин; с паузой в подаче тока 11,7 мин; при окончательном повышении плотности тока до рабочей величины.
Режим электролитического хромирования по прототипу: катодная плотность тока изменяется от 0 А/м2 до 5·104 А/м2; температура электролита – 621°С; скорость протока электролита υэ - 3,2 м/с; скорость электролитического осаждения покрытия υn – 3,2 мм/мин. Электролит стандартный с содержанием компонентов: хромовый ангидрид - 250 г/л, серная кислота - 2,5 г/л.
В результате сравнительных исследований покрытий установлено, что для электролитического хромирования характерны зерна крупного размера (≈1,2 мкм) со сквозными микротрещинами большой протяженности, проходящими через все покрытие. Причем на границе раздела хрома с металлом основы образуются крупные и мелкие поры, снижающие сцепления покрытия с металлом основы.
Однако этот способ недостаточно повышает качество биметаллического слоя (сталь-хром), работающих в сложных условиях эксплуатации.
Это обусловлено следующими обстоятельствами: рассматриваемый совмещенный способ обработки не исключает появления остаточных напряжений растяжения, присущих хромированию, а хонингование, направленное на повышение шероховатости, выглаживая поверхность, частично снимает наносимое хромовое покрытие.
Задачей разработки предлагаемого способа нанесения многослойных покрытий является обеспечение высоких качественных характеристик покрытий.
Технический результат - увеличение микротвердости покрытия и материала основы, формирование в поверхностном слое остаточных напряжений сжатия, повышение сопротивления износу, снижение шероховатости поверхности.
Этот технический результат достигается тем, что в способе нанесения многослойных покрытий, включающем электролитическое осаждение и механическое воздействие, механическое воздействие осуществляют вибронакатыванием, причем первое вибронакатывание проводят перед электролитическим осаждением покрытия и повторяют процесс циклами до получения требуемой толщины, после нанесения каждого последующего слоя проводят вибронакатывание через промежуток времени  где δ - общая толщина покрытия, мм, υ - скорость хромирования, мм/мин. Причем способ осуществляют по следующему режиму: зазор между анодом и обрабатываемой поверхностью не более 1,5 мм, усилие вибронакатывания Р=250-300 Н, катодная плотность тока 6-9·104 А/м2, скорость вращения заготовки υз 10-30 м/мин, радиус индентора (шарика) Rинд=1,5-2,0 мм, амплитуда колебаний индентора А=1,0-1,5 мм, частота колебаний n=1400-2800 мин-1, подача S=0,05-0,15 мм/об.
где δ - общая толщина покрытия, мм, υ - скорость хромирования, мм/мин. Причем способ осуществляют по следующему режиму: зазор между анодом и обрабатываемой поверхностью не более 1,5 мм, усилие вибронакатывания Р=250-300 Н, катодная плотность тока 6-9·104 А/м2, скорость вращения заготовки υз 10-30 м/мин, радиус индентора (шарика) Rинд=1,5-2,0 мм, амплитуда колебаний индентора А=1,0-1,5 мм, частота колебаний n=1400-2800 мин-1, подача S=0,05-0,15 мм/об.
В структуре поверхностного слоя, полученного по предлагаемому способу, формируются плотно прилегающие друг к другу колонки мелких зерен (≈ 0,2 мкм) со сдвигом и ориентацией их в направлении усилия вибронакатывания. Причем для предлагаемого способа характерно отсутствие на границе раздела хрома с металлом основы пор и других дефектов, а также наличие хрома, которое объясняется явлением массопереноса, протекающего в процессе многослойного гальванодеформационного нанесения покрытия. При дальнейшем послойном гальванодеформирующем нанесении покрытия (до 1000 мкм) происходит дальнейшее измельчение и дробление зерен на фрагменты и блоки (до ≈ 0,01 мкм).
При предварительной обработке поверхности вибронакатыванием по сравнению с известными способами обработки, такими как резание, шлифование и т.п., характеризующимися хаотичным расположением неровностей, образуется регулярный микрорельеф, увеличивающий площадь сцепления материала основы и покрытия. Повышается качество покрытия. Наряду с этим комбинация гальванического осаждения (например, хромирования и т.п.), для которого характерно появление остаточных напряжений растяжения с поверхностным пластическим деформированием вибронакатыванием, позволяет формировать в поверхности остаточные напряжения сжатия.
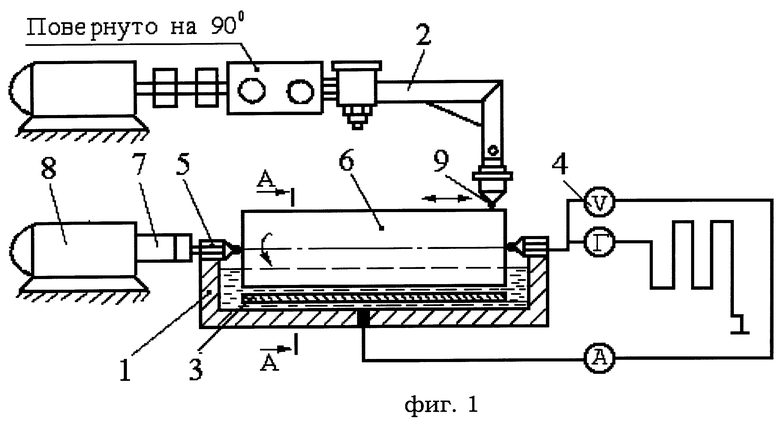
На фиг.1, 2 показано устройство для реализации способа.
Устройство включает в себя ванну 1 для электролитического нанесения покрытий и приспособление 2 для вибронакатывания. Ванна 1 снабжена анодом 3, источником тока 4 и приспособлением 5 для перемещения и вращения заготовки 6, к которому подсоединен редуктор 7 с двигателем 8. Приспособление 2 для вибронакатывания снабжено деформирующим элементом - индентором 9.
Способ осуществляют следующим образом. Заготовку 6, подлежащую обработке, тщательно промывают и устанавливают в приспособлении 5. В работу включается деформирующий элемент - индентор 9 и происходит процесс поверхностного пластического деформирования вибронакатыванием. Далее заготовку в приспособлении 5 устанавливают так, чтобы зазор между анодом 3 и обрабатываемой поверхностью заготовки 6 был небольшим - не более 1,5 мм. Затем одновременно включается система циркуляции электролита (наполнения ванны 1) и рабочее движение (вращение) заготовки 6, включается постоянный ток и начинается процесс электроосаждения. Плотность тока при этом значительно (в несколько раз) должна превышать величину, которая применяется при обычном электроосаждении. При гальваническом осаждении слоя покрытия толщиной (0,1-0,2)δ (где δ - общая толщина покрытия) в работу включается деформирующий инструмент и происходит процесс поверхностного пластического деформирования. Затем циклы непрерывно повторяются до получения требуемой толщины покрытия.
В результате происходит формирование многослойного покрытия большой толщины (до 1000 мкм).
Пример осуществления способа.
Сравнительные исследования проведены на полых цилиндрических образцах с внутренним диаметром Dвн=27-46,5 мм, наружным диаметром Dн=30-50 мм, длиной L=50 мм из стали 9Х2МФ.
Предварительные операции: обезжиривание, промывка в горячей и холодной воде, установка в приспособление.
Стандартный режим электролитического хромирования: температура электролита - 621°С; скорость протока электролита υэ - 3-3,2 м/с; скорость электролитического осаждения покрытия υn мм/мин. Электролит стандартный с содержанием компонентов: хромовый ангидрид - 250 г/л, серная кислота - 2,5 г/л.
Основные параметры и режимы предлагаемого способа гальванодеформирующего нанесения многослойных покрытий: зазор между анодом и обрабатываемой поверхностью заготовки 1,5 мм; катодная плотность тока 6-9·104 А/м2; усилие вибронакатывания Р=250-300 Н, скорость вращения заготовки υз=10-30 м/мин, радиус индентора (шарика) Rинд=1,5-2,0 мм, амплитуда колебаний индентора А=1,0-1,5 мм, частота колебаний n=1400-2800 мин-1, подача S=0,05-0,15 мм/об, промежуток времени, через который проводят вибронакатывание t=3,5-4,0 мин. Толщина получаемого покрытия 80 мкм.
Уменьшение и увеличение зазора между анодом и обрабатываемой поверхностью заготовки менее 1,5 мм понижает производительность гальванического осаждения.
Уменьшение катодной плотности тока менее 6·104 А/м2 не обеспечивает получение высокой прочности сцепления между слоями покрытия.
Увеличение катодной плотности тока более 9·104 А/м2 не обеспечивает вынос продуктов промежуточного восстановления из зоны межэлектродного зазора.
При уменьшении усилия вибронакатывания Р менее 250 Н параметры: шероховатости Ra, остаточные напряжения σост, микротвердость Нμ - неоптимальны.
При увеличении усилия вибронакатывания Р более 300 Н возможны микротрещины в хромовом покрытии.
При уменьшении скорости вращения заготовки υз менее 10 м/мин снижается производительность обработки, образуются места (“островки”) недонаклепа или совсем не подверженные вибронакатыванию.
При увеличении скорости вращения заготовки υз более 30 м/мин возможно прохождение индентора по одному и тому же месту, что вызывает перенаклеп (микротрещины, шелушение).
При уменьшении радиуса индентора Rинд менее 1,5 мм увеличивается контактное давление, что вызывает перенаклеп (микротрещины, шелушение).
При увеличении радиуса индентора Rинд более 2,0 мм уменьшается контактное давление, что отрицательно влияет на формирование остаточных напряжений сжатия, уменьшает их.
Уменьшение менее 1,0 мм и увеличение более 1,5 мм амплитуды колебаний А, уменьшение менее 1400 мин-1 и увеличение более 2800 мин-1 частоты колебаний n, уменьшение менее 0,05 мм/об и увеличение более 0,15 мм/об подачи параметры: шероховатости Ra, остаточные напряжения σост, микротвердость Hμ - неоптимальны.
Уменьшение и увеличение промежутка времени t, через который проводят вибронакатывание, не обеспечивает требуемую величину и качество покрытия.
В таблице представлены результаты сравнительных исследований поверхностного слоя, полученные после обработки по технологии прототипа и предлагаемым способом.
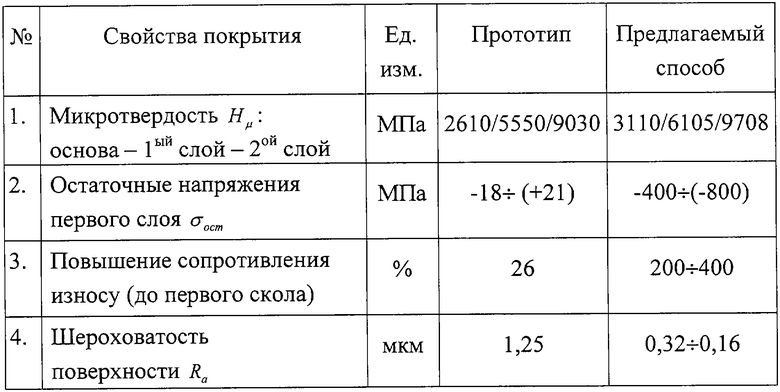
Результаты сравнительных исследований, представленные в таблице, показали, что предложенный способ гальванодеформирующего нанесения многослойных покрытий обеспечивает увеличение микротвердости покрытия и материала основы в среднем на 10-20%, формирование в поверхностном слое по сравнению с прототипом (от минус 18 МПа до плюс 21 МПа) остаточных напряжений сжатия в пределах от минус 400 МПа до минус 800 МПа, повышение сопротивления износу на 200-400% по сравнению с прототипом 26%, снижение шероховатости поверхности с Ra=1,25 мкм до Ra=0,32-0,16 мкм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2009 |
|
RU2418105C1 |
| СПОСОБ ФОРМИРОВАНИЯ МИКРОРЕЛЬЕФА НА ПОВЕРХНОСТИ ДЕТАЛИ | 2005 |
|
RU2297314C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ КОБАЛЬТ-КАРБИД ВОЛЬФРАМА С ИСПОЛЬЗОВАНИЕМ ИМПУЛЬСНОГО РЕЖИМА ЭЛЕКТРОЛИЗА | 2023 |
|
RU2818200C1 |
| СПОСОБ НАНЕСЕНИЯ КОМПОЗИЦИОННОГО ЭЛЕКТРОХИМИЧЕСКОГО ПОКРЫТИЯ КОБАЛЬТ-КАРБИД ВОЛЬФРАМА | 2023 |
|
RU2796775C1 |
| СПОСОБ БЕСПОРИСТОГО ТВЁРДОГО ХРОМИРОВАНИЯ ДЕТАЛЕЙ ИЗ ЧУГУНОВ И СТАЛЕЙ | 2015 |
|
RU2603935C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОХИМИЧЕСКОГО ХРОМ-АЛМАЗНОГО ПОКРЫТИЯ | 2015 |
|
RU2585608C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ХРОМИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 2014 |
|
RU2586957C1 |
| СПОСОБ ХРОМИРОВАНИЯ | 2002 |
|
RU2215830C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ХРОМИРОВАНИЯ | 2020 |
|
RU2762695C1 |
| Способ плазменно-электрохимического формирования наноструктурированного хромового гладкого покрытия | 2021 |
|
RU2773545C1 |

Изобретение относится к области технологии машиностроения и может быть использовано для получения качественных многослойных покрытий большой толщины на поверхностях гидроцилиндров, штоков и т.п., а также при восстановлении изношенных участков деталей. Способ включает электролитическое осаждение и механическое воздействие, при этом механическое воздействие осуществляют вибронакатыванием, причем первое вибронакатывание проводят перед электролитическим осаждением покрытия и повторяют процесс циклами до получения требуемой толщины, после нанесения каждого последующего слоя проводят вибронакатывание через промежуток времени t=δ/υ, где δ - общая толщина покрытия, мм, υ - скорость осаждения, мм/мин. Способ осуществляют по следующему режиму: зазор между анодом и обрабатываемой поверхностью не более 1,5 мм, катодная плотность тока 6-9·104 А/м2, усилие вибронакатывания 250-300 Н, скорость вращения заготовки 10-30 м/мин, радиус индентора 1,5-2,0 мм, амплитуда колебаний индентора 1,0-1,5 мм, частота колебаний 1400-2800 мин-1, подача 0,05-0,15 мм/об. Технический результат - увеличение микротвердости, повышение сопротивления износу, снижение шероховатости покрытия. 1 з.п. ф-лы, 2 ил., 1 табл.

где δ - общая толщина покрытия, мм;
υ - скорость электролитического осаждения покрытия в мм/мин.
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ХРОМИРОВАНИЯ | 1999 |
|
RU2175032C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1999 |
|
RU2155827C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ | 1995 |
|
RU2078856C1 |
| GB 1364182, 21.08.1974. | |||

