Изобретение относится к металлургии, в частности к переработке железорудного сырья, требующего окомкования с последующим термоупрочнением, осуществляемым в движущемся слое на тепловом агрегате конвейерного типа.
В агрегатах с перекрестной схемой движения материальных потоков окатышей и газа-теплоносителя (охладителя) и развитой схемой рециркуляции технологических газов основными задачами управления являются выбор соответствующего удельного расхода газа и компенсация колебаний свойств загружаемых сырых окатышей и газодинамических характеристик слоя на конвейерной ленте с целью обеспечения достаточного прогрева низа слоя и, тем самым, требуемого качества продукции при минимально необходимом энергопотреблении. Эти задачи управления могут быть решены достаточно полно только с применением математических моделей, описывающих теплофизику технологического процесса с учетом всех основных явлений, протекающих в объеме слоя. При этом большое значение имеет выбор алгоритмов стабилизации и оптимизации процесса и методы определения основных параметров технологии. Так, например, в аналоге [1, с. 257-264] для определения скорости фильтрации газов в слое (основополагающего технологического параметра) предложено использовать значения расхода топлива на отдельных горелках и величину измеряемой температуры в горне. Однако из практики известно, что в горне имеются значительные продольные перетоки продуктов горения, а температура по длине горна измеряется с большой погрешностью (до 100-150 градусов), что делает предложенный метод определения скоростей фильтрации некорректным.
Наиболее близким аналогом является патент RU 2145435 С1 [2] на “Способ управления процессом термообработки в установке для получения окатышей”, включающий использование для выработки управляющих воздействий математической модели процесса, алгоритмов адаптации математической модели по текущей информации о процессе и алгоритмов оптимизации процесса обжига окатышей.
Основные недостатки этого способа заключаются в том, что используемая математическая модель не обладает универсальностью в смысле возможных типов исходного сырья и различных требований к качеству продукции по следующим причинам. Математическая модель процесса термообработки окатышей в слое (в формуле изобретения по прототипу - “математическая модель нагрева слоя”) является чрезвычайно упрощенной за счет использования так называемой “кажущейся” или “эффективной” теплоемкости окатышей [1, 3], включающей тепловые эффекты химических реакций и фазовых превращений, протекающих в слое. Известно [4, 5], что метод расчета теплообмена в слое с использованием “кажущейся” теплоемкости, определяемой в лабораторных экспериментах, при наличии значительных тепловых эффектов приводит к большим погрешностям. Кроме того, по модели, использованной в прототипе, невозможно рассчитать содержание FeO в окатышах после обжига, что особенно необходимо при моделировании обжига окатышей, предназначенных для последующей металлизации в шахтных печах или других агрегатах. Как указано в тексте патента-прототипа, требуется непрерывное вычисление распределения температуры в слое по всей длине обжиговой машины, “чтобы непрерывно информировать пользователя... об ожидаемом качестве окатышей”. Выполнение этого требования неизбежно приведет к большому запаздыванию формирования управляющих воздействий. Расчет прочности окатышей в прототипе производится только по распределению температуры в слое (п.3 формулы) в зависимости от степени достижения максимальной температуры, соответствующей максимальной прочности [3, с. 26]. Следовательно, при расчете прочности окатышей не учитывается временной фактор, т.е. кинетика процесса упрочнения, что значительно снижает надежность расчетов. Далее, в аналоге [2] предлагается “определять желаемый оптимальный ход температуры в слое” по величине “желаемого оптимального качества” окатышей, т.е. по заданной величине прочности окатышей. Но оптимальное (т.е. единственное) распределение температуры по длине машины не может быть найдено этим способом, так как прочность окатышей зависит по крайней мере от двух переменных - температуры и времени. Эта задача является типично математически некорректной и имеет множество решений, следовательно, указанным способом может быть получена только более или менее широкая область распределений температуры, удовлетворяющих заданному диапазону значений прочности. В пп.5 и 6 формулы прототипа описан алгоритм адаптации модели процесса обжига путем подбора величины порозности (“плотности укладки”) слоя на основании минимизации отклонения расчетной температуры от измеренного ее значения на выходе из слоя. Этот прием адаптации является некорректным, так как нельзя использовать в качестве настроечного коэффициента модели неуправляемый физический фактор, влияющий одновременно, но различным образом на все процессы в слое (теплообмен, окисление магнетита и другие химические и фазовые превращения) через изменение насыпной массы окатышей, удельной поверхности окатышей в единице объема слоя, скорости ленты при постоянной нагрузке машины по сырым окатышам, перепада давления и скорости фильтрации газа в слое. В способе по формуле прототипа полностью отсутствуют приемы минимизации расхода энергоносителей и максимизации или выбора производительности агрегата. Оптимальное распределение температуры в слое для обеспечения заданной прочности окатышей, определяемое по прототипу, не является определяющим фактором для минимизации затрат топлива, а для каждого уровня производительности машины существует свое оптимальное распределение температуры в слое по длине машины. В способе по формуле прототипа отсутствует технологический алгоритм управляющих воздействий, например их последовательность, для достижения желаемых результатов, а только отмечено, что для достижения “желаемого оптимального распределения температуры вычисляют заданные значения воздействий для устройств регулирования, которые управляют исполнительными элементами, воздействующими на процесс для минимизации отклонения”. Это замечание совершенно не отражает специфики технологического процесса на обжиговой машине и не может заменить технологический алгоритм.
Техническая задача, которую решает предложенное изобретение, заключается в обеспечении стабильности заданного качества при минимальных затратах энергоресурсов и поддержании заданной производительности агрегата вплоть до максимально возможной для данной конструкции и тепловой схемы агрегата, а также состава исходного материала.
Сущность изобретения заключается в том, что в способе управления процессом обжига окатышей на конвейерной машине, включающем использование для выработки управляющих воздействий математической модели процесса, алгоритмов адаптации математической модели по текущей информации о процессе и алгоритмов оптимизации процесса обжига окатышей, непрерывно контролируют гранулометрический состав, насыпную массу, химический состав и расход сырых окатышей и оперативно компенсируют их колебания, используя информацию о гранулометрическом составе и/или насыпной массе и расходе окатышей в алгоритме управления газодинамическим режимом слоя окатышей, а также информацию о химическом составе окатышей в алгоритме управления температурно-фильтрационным режимом по длине конвейерной машины, минимизируя с помощью алгоритма оптимизации энергопотребление на обжиг окатышей, при этом математическая модель процесса термообработки включает полное описание кинетики протекающих в слое процессов сушки, нагрева, физико-химических процессов и упрочнения окатышей, обеспечивая тем самым оптимальное управление процессом обжига окатышей различного назначения и изготовленных из концентратов различного химического состава и степени окисленности и с различными упрочняющими и флюсующими добавками. В математической модели используют информацию о распределении скорости фильтрации газов по длине конвейерной обжиговой машины, которую получают путем непрерывного расчета коэффициента газодинамического сопротивления слоя окатышей на основе инструментальных измерений характеристик газового потока в специально выделенной зоне конвейерной машины. Кроме того, измеряют прочность, определяют химический состав обожженных окатышей и температуру отходящих газов по длине машины, сравнивают эти параметры с рассчитанными с помощью математической модели и периодически адаптируют математическую модель путем коррекции настроечных коэффициентов в кинетических уравнениях теплообмена, физико-химических превращений и упрочнения окатышей. Минимизацию энергопотребления на обжиг окатышей осуществляют с помощью алгоритма оптимизации, определяющего минимально допустимые значения скорости фильтрации газов через слой и температуры газа в горне по длине машины при заданных значениях ее производительности, прочности и окисленности обожженных окатышей. При изменении задания по производительности конвейерной машины с помощью математической модели оценивают возможность обеспечения требуемого качества окатышей при новой заданной производительности и при наличии такой возможности с помощью алгоритма оптимизации минимизируют расходы энергоносителей. Кроме того, с помощью математической модели определяют скорость движения тепловой волны по высоте обжигаемого слоя окатышей и регулированием температурного режима по длине горна обеспечивают максимальный прогрев окатышей нижнего горизонта слоя при существующих в этот момент показателях работы машины с учетом ограничения максимально допустимой температуры колосников. Стабилизацию теплового состояния слоя при колебаниях свойств окатышей и газодинамических характеристик слоя осуществляют изменением режима работы дымососов в соответствии с рассчитанными по математической модели управляющими воздействиями, и при поддержании заданной производительности и соблюдении ограничений по качеству окатышей минимизируют расход энергоносителей с помощью алгоритма оптимизации.
В отличие от известных решений задачу оптимального управления процессом обжига окатышей по предложенному способу решают методом оперативной компенсации изменений непрерывно контролируемых характеристик сырых окатышей с учетом транспортного запаздывания (гранулометрический и химический состав, насыпная масса), загружаемых на конвейерную машину. Получение непрерывной информации о гранулометрическом составе окатышей предусматривается с помощью специального измерительного устройства (гранулометра), осуществляющего компьютерную обработку видеоизображения потока окатышей. Насыпную массу окатышей непрерывно рассчитывают по текущей информации о массе загружаемых окатышей, скорости ленты и высоте слоя. Информацию об изменении химического состава окатышей (преимущественно их основности) получают на основе показателей работы дозаторов различных компонентов шихты. Оперативность компенсации изменений характеристик окатышей и их расхода достигается за счет использования заранее рассчитанных с помощью математической модели величин управляющих воздействий на нагрузку дымососов.
Для оптимизации технологического процесса и выработки управляющих воздействий используют универсальную математическую модель, включающую полное описание кинетики всех существенных тепловых и физико-химических процессов, фазовых превращений, в том числе процесса упрочнения окатышей. К числу наиболее существенных процессов относятся сушка и нагрев поступающих окатышей, ряд физико-химических процессов (окисление магнетита и диссоциация гематита, горение твердого углерода в случае его добавления в шихту, диссоциация карбонатов флюсующих добавок, плавление легкоплавких составляющих и десульфурация окатышей). Это позволяет рассчитывать технологический процесс при использовании концентратов различной степени окисленности и состава пустой породы, разнообразных флюсующих и упрочняющих добавок, а также при производстве обожженных окатышей различного назначения, как например для доменных печей и шахтных печей прямого восстановления железа.
Надежное определение скоростей фильтрации газов во всех зонах обжиговой машины достигается за счет непрерывного расчета величины коэффициента газодинамического сопротивления слоя окатышей по текущей информации о характеристиках газового потока (перепад давления, расход и температура) в специально выделенной зоне (зонах) обжиговой машины, например в зоне сушки, и с учетом результатов модельных расчетов технологического процесса.
Математическая модель адаптируется путем периодической коррекции настроечных коэффициентов в уравнениях кинетики упрочнения и окисления окатышей в случае существенных, заранее определенных отклонений расчетного и измеренного значений качества окатышей (преимущественно прочности и окисленности). Используемое в модели значение коэффициента теплоотдачи в слое окатышей при этом корректируется путем сравнения расчетных и измеренных характеристик распределения температуры отходящих газов по длине машины.
Используемый алгоритм оптимизации позволяет минимизировать удельный расход энергоресурсов на процесс (топлива и электроэнергии) при заданной производительности агрегата с учетом ограничений по качеству окатышей (преимущественно прочности и степени окисления) за счет выбора минимально допустимых значений скорости фильтрации в отдельных зонах обжиговой машины и уровня температуры газов на входе в слой по длине горна, т.е. оптимизации температурно-фильтрационного режима по длине агрегата.
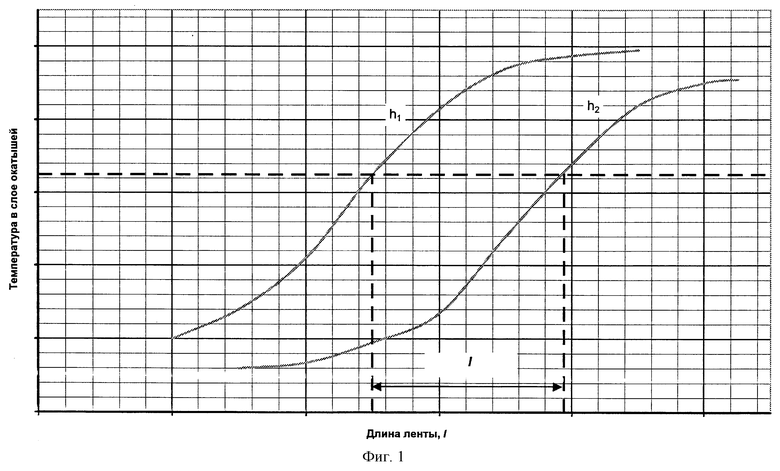
При изменении (увеличении) заданной производительности агрегата математическая модель проверяет возможность обеспечения требуемого качества окатышей при, например, увеличенной производительности, и в случае положительных результатов проверки определяет управляющие воздействия для достижения минимального расхода энергоносителей в новых условиях. Путем повторного использования этого алгоритма система управления обеспечит достижение максимально возможной производительности (преимущественно по уровню использования мощности дымососов и вентиляторов) и соответствующего ей минимального расхода энергоносителей с учетом ограничений по качеству окатышей. Данный способ управления включает использование понятия тепловой волны, проходящей по высоте слоя при перекрестной схеме движения теплоносителя и определяющей в основном условия необходимого прогрева нижних горизонтов слоя окатышей. Скорость прохождения тепловой волны определяют с помощью универсальной математической модели по расчетным термограммам на различных горизонтах слоя окатышей, например, по формуле
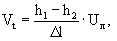
где h1 и h2 - высота горизонтов, где рассчитывается распределение температуры по длине машины;
Δl - расстояние (по длине агрегата) между точками с одинаковой температурой на термограммах горизонтов h1 и h2;
Uл - скорость движения ленты (конвейерной машины).
Эта процедура иллюстрируется на фиг.1.
Найденная таким образом величина скорости тепловой волны позволяет определить длину зоны тепловой инерции на машине, необходимую для достижения максимально возможного при данных условиях уровня прогрева низа слоя, например, по формуле
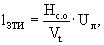
где Hс.о - высота слоя сырых окатышей на ленте (за вычетом величины усадки слоя при сушке и обжиге).
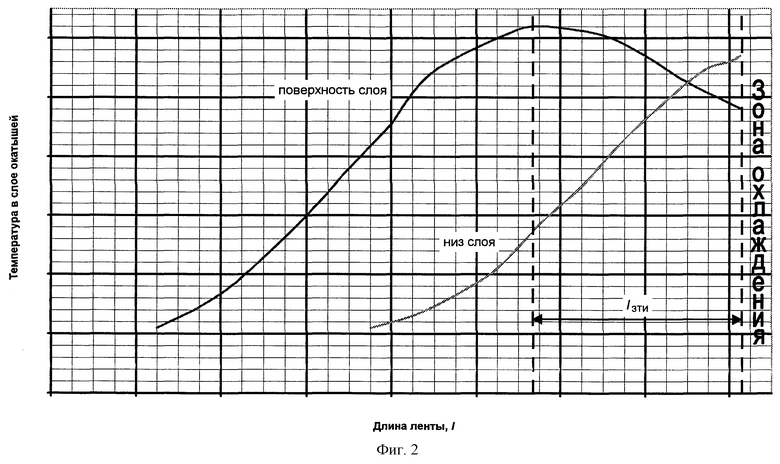
Эта процедура регулирования температурного режима по длине горна поясняется графиком на фиг.2, из которого видно, что при расположении максимума температуры в горне, а следовательно, и максимального теплового потока на расстоянии lЗТИ от начала зоны охлаждения достигается максимально возможный при данных условиях прогрев окатышей низа слоя, обеспечивающий наилучшее их качество.
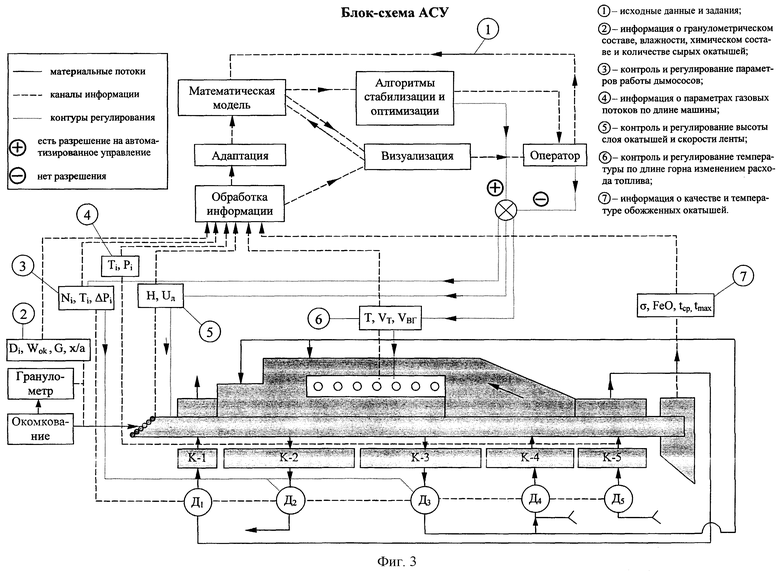
Последующую процедуру оптимизации с целью минимизации расхода энергоресурсов при соблюдении ограничений по качеству окатышей (прочность, окисленность) и по нагреву металла обжиговых тележек и колосников выполняют с изменением или без изменения производительности агрегата. По предложенному способу стабилизацию теплового состояния слоя при колебаниях свойств окатышей и газодинамических характеристик слоя осуществляют наиболее эффективным методом за счет изменения режима работы дымососов в соответствии с рассчитанным по математической модели управляющими воздействиями, а затем минимизируют расход энергоносителей с помощью алгоритма оптимизации при поддержании заданной производительности и соблюдении ограничений по качеству окатышей (преимущественно прочности и содержании FeO). На фиг. 3 приведена блок-схема системы управления, поясняющая используемые потоки информации от соответствующих датчиков, их обработку и контуры регулирования, необходимые для всех управляющих воздействий. На этом чертеже использованы следующие обозначения:
Т, t - температуры газовых потоков окатышей соответственно;
Р, ΔР - давление, перепад давления газа;
N - электрическая мощность на приводах тягодутьевых устройств (ТДУ);
Н - высота слоя;
Uл - скорость движения ленты (обжиговых тележек машины);
D - средний диаметр окатышей;
Di - гранулометрический состав окатышей (содержание заданных фракций окатышей;
Wок - влажность окатышей;
G - расход окатышей (производительность обжиговой машины);
Х/а - химический состав окатышей;
Vт - расход топлива;
Vвг - расход горячего воздуха;
◆ - прочность окатышей;
К - коллекторы;
Д - тягодутьевые устройства (ТДУ).
Пример осуществления способа. Предлагаемые алгоритмы и математическая модель, работающая в режиме имитации, использовались для разработки тепловой схемы и параметров газовоздушных потоков при модернизации обжиговых машин №1-4 Лебединского ГОКа. Адаптация модели к условиям конкретного теплотехнического агрегата осуществляется по результатам его промышленного обследования, что обеспечивает получение необходимых коэффициентов для модели и гарантирует высокую степень сходимости ожидаемых и фактических теплоэнергетических параметров и технико-экономических показателей при реализации модернизированной тепловой схемы. Так, при разработке тепловой схемы модернизации обжиговой машины №2 Лебединского ГОКа нами гарантировалось достижение удельного расхода природного газа 13-14 м3 на тонну обожженных окатышей. По результатам эксплуатации модернизированной машины в 2001-2002 г.г. фактический удельный расход составил 12,2 м3 на тонну.
При модернизации обжиговой машины №1, производящей окисленные окатыши для их последующей металлизации, реализована технологическая режимная карта управления температурным и фильтрационным режимами ведения процесса, обеспечивающая стабилизацию теплового состояния слоя и, как следствие, показателей качества обожженных окатышей. В ней использован алгоритм управления работой тягодутьевых установок, регламентирующий действия технологического персонала при изменении количества поступающих на машину сырых окатышей или газопроницаемости слоя окатышей, с контролем теплового состояния слоя окатышей на основе измеряемого фактического распределения температуры в вакуум-камерах по длине машины. При разработке карты на базе текущей информации о технологическом процессе в период устойчивой работы агрегата выполнена процедура адаптации математической модели. Затем были выполнены имитационные расчеты для условий реальных колебаний количества поступающих сырых окатышей и определены величины компенсации этих колебаний за счет соответствующего изменения скоростей фильтрации в слое по отдельным коллекторам и тягодутьевым установкам. С использованием алгоритма оптимизации теплоэнергетических параметров работы были также выполнены расчеты температурного режима в горне и определено оптимальное распределение скоростей фильтрации слоя по длине машины. За счет использования разработанной технологической карты в условиях заметных колебаний количества и гранулометрического состава исходных сырых окатышей обеспечена стабилизация показателей прочности и окисленности обожженных окатышей и, как следствие, повышены технико-экономические показатели работы установки горячего брикетирования железа комбината.
Принятые во внимание аналоги:
1. Юсфин Ю.С., Каменев А.Д., Буткарев А.П. и др. Управление окускованием железорудных материалов. - М.: Металлургия, 1990, 280 с.
2. RU 2145435 С1, опубликован 10.02.2000.
3. Промышленное применение математических моделей для управления процессом производства окатышей на конвейерной машине. Г.М. Майзель, А.А. Буткарев и др.; в сб.: “Теплотехника процессов подготовки металлургического сырья” - Екатеринбург, 2000, с. 24.
4. Тепло- и массообмен в плотном слое //Китаев Б.И., Тимофеев В.Н., Боковиков Б.А. и др. - М.: Металлургия, 1972, с. 364-366.
5. Тепловая работа шахтных печей и агрегатов с плотным слоем // Гордон Я.М., Боковиков Б.А. и др. - М.: Металлургия, 1989, с. 52-54.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для производства окатышей | 2017 |
|
RU2652684C1 |
| СПОСОБ ДЛЯ УПРАВЛЕНИЯ ПРОИЗВОДИТЕЛЬНОСТЬЮ ОБЖИГОВОЙ МАШИНЫ ДЛЯ ОБЖИГА ЖЕЛЕЗОРУДНЫХ ОКАТЫШЕЙ | 2006 |
|
RU2450064C2 |
| ОПТИМИЗАЦИЯ В ОПЕРАТИВНОМ РЕЖИМЕ УПРОЧНЕНИЯ ВЛАЖНЫХ ЖЕЛЕЗОРУДНЫХ ОКАТЫШЕЙ НА ДВИЖУЩЕЙСЯ КОЛОСНИКОВОЙ РЕШЕТКЕ | 2010 |
|
RU2573844C2 |
| СПОСОБ ТЕРМООБРАБОТКИ ОКАТЫШЕЙ НА ОБЖИГОВОЙ КОНВЕЙЕРНОЙ МАШИНЕ | 2000 |
|
RU2173720C1 |
| СПОСОБ СУШКИ ОКАТЫШЕЙ В СЛОЕ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ | 2007 |
|
RU2353675C1 |
| Способ обжига окатышей на конвейерной машине | 1981 |
|
SU1010144A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ ДЛЯ ДОМЕННОГО ПРОИЗВОДСТВА | 1992 |
|
RU2009222C1 |
| Способ обжига железорудных окатышей | 1979 |
|
SU870469A1 |
| КОНВЕЙЕРНАЯ ОБЖИГОВАЯ МАШИНА ДЛЯ ТЕРМООБРАБОТКИ ОКАТЫШЕЙ | 2000 |
|
RU2173824C1 |
| Способ подготовки теплоносителя для обжиговых конвейерных машин | 1988 |
|
SU1544828A1 |
Изобретение относится к управлению процессом производства железорудных окатышей путем обжига окомкованного концентрата с различными добавками на конвейерной машине. Способ управления включает использование для выработки управляющих воздействий математической модели процесса, алгоритмов адаптации математической модели по текущей информации о процессе и алгоритмов оптимизации процесса обжига окатышей. Непрерывно контролируют гранулометрический состав, насыпную массу, химический состав и расход сырых окатышей и оперативно компенсируют их колебания, используя информацию о гранулометрическом составе и/или насыпной массе и расходе окатышей в алгоритме управления газодинамическим режимом слоя окатышей, а информацию о химическом составе окатышей в алгоритме управления температурно-фильтрационным режимом по длине конвейерной машины, минимизируя с помощью алгоритма оптимизации энергопотребление на обжиг окатышей. При этом математическая модель процесса термообработки включает полное описание кинетики протекающих в слое процессов сушки, нагрева, физико-химических процессов и упрочнения окатышей, обеспечивая тем самым оптимальное управление процессом обжига окатышей различного назначения и изготовленных из концентратов различного химического состава и степени окисленности и с различными упрочняющими и флюсующими добавками. Изобретение позволит обеспечить стабильность заданного качества обожженных окатышей при минимальных затратах энергоресурсов. 6 з.п.ф-лы, 3 ил.
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ТЕРМООБРАБОТКИ В УСТАНОВКЕ ДЛЯ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 1996 |
|
RU2145435C1 |
| БУТКАРЕВ А.П | |||
| и др | |||
| Математические модели для управления процессом производства окатышей на конвейерной машине | |||
| Сталь, 2000, № 3, с.10-13 | |||
| US 4982347, 01.01.1991 | |||
| US 4975827, 04.12.1990. | |||
