Изобретение относится к порошковой металлургии, в частности к производству металлического порошка путем распыления расплава.
Известен способ получения железного порошка распылением расплава, включающий нагрев расплава в сталеплавильном агрегате, слив его в разливочный ковш, распыление при температуре 1500°С воздухом, подаваемым через плоскощелевую форсунку при давлении 4,5-5 МПа с получением порошка-сырца (Кипарисов С.С. и др. Порошковая металлургия. - М.: Металлургия, 1991, с.60-63).
В случае распыления через стопор металл в конце распыления становится более холодным за счет охлаждения через стопорный огнеупор, что приводит к увеличению его вязкости, увеличению выхода крупной фракции. Кроме того, в определенных случаях, при распылении “рафинированного” чугуна, происходит разрушение стопорного огнеупора. Все это приводит к снижению производительности по выходу годного порошка (- 450 мкм).
Технический результат изобретения - повышение производительности по выходу годного порошка за счет получения металлического порошка-сырца заданного гранулометрического состава, сохранения температуры распыления, улучшения качества порошка.
Технический результат достигается тем, что в способе получения металлического порошка распылением, включающем подготовку расплава в сталеплавильном агрегате, распыление его сжатым воздухом, для получения металлического порошка-сырца заданного гранулометрического состава и сохранения температуры распыления распыление расплава осуществляют через шиберный затвор, жестко закрепленный на разливочном ковше и имеющий калибровочное отверстие диаметром 11-13 мм, при температуре распыления 1400-1450°С.
Выбор калибровочного отверстия диаметром 11-13 мм определяется заданным гранулометрическим составом металлического порошка-сырца, который получается при температуре распыления 1400-1450°С.
Повышение диаметра калибровочного отверстия более 13 мм при заданной температуре распыления 1400-1450°С и давлении 4-6 атм приводит к нарушению гранулометрического состава в сторону более крупной фракции и, как следствие, к снижению производительности по выходу годного порошка. Уменьшение диаметра калибровочного отверстия менее 11 мм дает гранулометрический состав с большим содержанием мелкой фракции, что приводит к отклонениям требований ГОСТ.
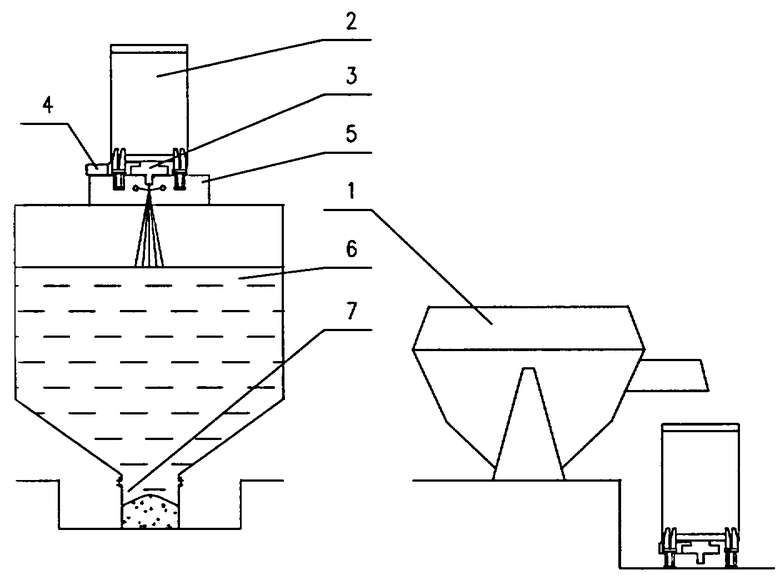
Способ реализуется с помощью устройства, представленного на чертеже, где изображен сталеплавильный агрегат (ДСП-3) 1, разливочный ковш 2, шиберный затвор с калибровочным отверстием 3 и приводом 4, узел распыления 5, бак распыления 6, сборник порошка 7.
Данный способ получения металлического порошка осуществляется следующим образом.
В дуговой сталеплавильной печи 1 готовится исходный расплав железоуглеродистого материала. Расплав нагревают до 1520-1550°С, сливают в разливочный ковш 2 с жестко закрепленным на нем шиберным затвором 3. Далее ковш устанавливают на узел распыления 5, открывают шиберный затвор и через калибровочное отверстие диаметром 11-13 мм производят распыление расплава сжатым воздухом при давлении 4-6 атм. Температура расплава в зоне распыления составляет 1400-1450°С. После распыления образовавшийся порошок-сырец подвергают двухстадийному восстановительному отжигу.
Предлагаемый способ получения металлического порошка распылением позволяет уменьшить расход огнеупоров, снизить затраты энергетических ресурсов, повысить производительность по выходу годного порошка за счет получения порошка-сырца заданного гранулометрического состава и сохранения температуры распыления, повысить качество получаемого порошка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ плазменно-жидкостного получения металлических порошков из изделий 3D-печати | 2022 |
|
RU2802608C1 |
| Способ получения порошка нержавеющей стали и установка для его получения | 2023 |
|
RU2823268C1 |
| СПОСОБ ПРОИЗВОДСТВА УГЛЕРОДИСТОЙ СТАЛИ | 2006 |
|
RU2304622C1 |
| СПОСОБ ВЫПЛАВКИ, РАСКИСЛЕНИЯ, ЛЕГИРОВАНИЯ И ОБРАБОТКИ СТАЛИ | 2009 |
|
RU2405046C1 |
| СПОСОБ ПРЯМОГО ПОЛУЧЕНИЯ МЕТАЛЛА ИЗ СОДЕРЖАЩИХ ОКСИДЫ ЖЕЛЕЗА МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2548871C2 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАННОГО ВЫПУСКА МЕТАЛЛА ИЗ ЕМКОСТИ | 1993 |
|
RU2042472C1 |
| КОМБИНИРОВАННАЯ ВАКУУМНАЯ ИНДУКЦИОННО-ЭЛЕКТРОННО-ЛУЧЕВАЯ ПЕЧЬ ДЛЯ ПЛАВКИ, РАФИНИРОВАНИЯ И РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2093768C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖЕЛЕЗНОГО ПОРОШКА | 2007 |
|
RU2360769C2 |
| СПОСОБ ОБРАБОТКИ ВАНАДИЕВОГО ШЛАКА | 1997 |
|
RU2105073C1 |
| СПОСОБ ПОДГОТОВКИ МЕТАЛЛУРГИЧЕСКОГО КОВША | 2013 |
|
RU2569198C2 |
Изобретение относится к получению металлического порошка распылением. В предложенном способе, включающем нагрев расплава в сталеплавильном агрегате, слив его в разливочный ковш, распыление сжатым воздухом с получением порошка-сырца, согласно изобретению для получения металлического порошка-сырца заданного гранулометрического состава распыление расплава осуществляют через шиберный затвор, жестко закрепленный на разливочном ковше и имеющий калибровочное отверстие диаметром 11-13 мм, при температуре расплава в зоне распыления 1400-1450°С. Обеспечиваются повышение производительности по выходу годного порошка и улучшение его качества. 1 ил.
Способ получения металлического порошка распылением, включающий нагрев расплава в сталеплавильном агрегате, слив его в разливочный ковш, распыление сжатым воздухом с получением порошка-сырца, отличающийся тем, что для получения металлического порошка-сырца заданного гранулометрического состава распыление расплава осуществляют через шиберный затвор, жестко закрепленный на разливочном ковше и имеющий калибровочное отверстие диаметром 11-13 мм, при температуре расплава в зоне распыления 1400-1450°С.
| КИПАРИСОВ С.С | |||
| и др | |||
| Порошковая металлургия | |||
| - М.: Металлургия, 1991, с.60-67 | |||
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 1991 |
|
RU2017589C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 1990 |
|
RU2015858C1 |
| УСТАНОВКА ДЛЯ СОРТИРОВКИ ПАРКЕТНЫХ ПЛАНОК | 0 |
|
SU358162A1 |
| 0 |
|
SU340152A1 | |
| DE 3913649 А1, 17.01.1991. | |||
