Изобретение относится к откачным устройствам в емкостях, предназначенных для вакуумирования и последующей герметизации с помощью сварки, а более конкретно к конструкции откачного отверстия в емкости, подлежащей вакуумированию и последующей герметизации в условиях сварочной вакуумной камеры электронно-лучевой установки, когда процессы вакуумирования и заварки ее откачного отверстия осуществляются с помощью одной установки для электронно-лучевой сварки.
В вакуумной технике достаточно часто возникают задачи, когда в емкости или в какой-либо ее полости, например в теплоизолирующей рубашке бытового металлического термоса, требуется создать необходимое разрежение и после этого надежно загерметизировать эту полость, законсервировав в ней созданное разрежение.
Известна, например, конструкция откачного устройства в стенке корпуса заготовки для горячего прессования в виде короткой трубочки из пластичного металла, через которую производят вакуумирование емкости путем подключения ее к вакуумной станции (см. Киселев С.Н. и др. “Соединение труб из разнородных металлов”, М., Машиностроение, с.86).
Такое откачное устройство позволяет достаточно легко провести контроль сварных швов корпуса очехловки на вакуумную плотность, а потом создать необходимое разрежение в корпусе очехловки. Однако для герметизации корпуса очехловки необходимо заварить откачное отверстие в трубочке, не потеряв при этом созданного в корпусе очехловки вакуума. Для этого в процессе откачки трубочку необходимо пережать таким образом, чтобы между стенками трубочки произошла холодная сварка.
Недостатком устройства является невысокая гарантия такого способа герметизации с помощью холодной сварки, т.к. вакуумная плотность холодной сварки в основном зависит от чистоты свариваемых поверхностей, которую трудно контролировать внутри трубочки, а также от степени пластической деформации стенок трубочки, что также трудно контролируется.
Кроме этого, выступающая из корпуса очехловки трубочка затрудняет горячее совместное прессование заготовки, т.к. в первый момент прессования она разрушается и нарушает в очехловке ранее созданный вакуум, способствуя окислению нагретых до температуры прессования заготовок, и тем самым может снижать качество будущего сварного соединения.
Известна другая конструкция откачного устройства в корпусе очехловки заготовки для совместного горячего прессования, которая предназначена для вакуумирования корпуса очехловки и последующей его герметизации в сварочной камере электронно-лучевой установки (см. ж-л “Сварочное производство” №5, 1974 г., с.15, рис.3).
Эта конструкция откачного устройства взята в качестве прототипа, т.к. совпадает с заявляемой конструкцией по наибольшему количеству существенных признаков.
Основным недостатком этой конструкции откачного устройства в стенке 3 вакуумируемой емкости (корпуса очехловки) являются малые габариты откачных отверстий, диаметр которых составляет не более 2 мм, что вынуждает для ускорения процесса откачки воздуха делать несколько таких отверстий, что в свою очередь повышает трудоемкость изготовления емкости, а также затрудняет контроль в ней ранее выполненных сварных швов, например, с помощью гелиевого течеискателя, т.к. для его применения в этом случае требуется создание нестандартного приспособления для подсоединения к откачным отверстиям (см. рис.3 на с.15, ж-л “Сварочное производство” №5, 1974 г.). Другим недостатком этой конструкции является наклон откачных отверстий к плоскости стенки емкости, который, хотя и позволяет делать откачные отверстия диаметром до 2 мм в противовес отверстиям без наклона, которые на практике не превышают 1,5 мм, но представляет определенные технологические трудности при сверлении таких отверстий, что увеличивает стоимость их изготовления.
Еще одним недостатком известной конструкции откачного устройства является расположение сварочной подкладки 2, названной в статье прокладкой, которая установлена вплотную к стенке с откачными отверстиями, что улучшило процесс заварки откачных отверстий, но одновременно резко затормозило скорость процесса откачки воздуха из вакуумируемой емкости.
Задача, на решение которой направлено заявляемое изобретение, состоит в том, чтобы увеличить скорость откачки воздуха из емкости и одновременно сократить в ней количество откачных отверстий.
Технический результат, получаемый при осуществлении заявленного изобретения, состоит в том, что диаметр откачного отверстия увеличен в несколько раз по сравнению в известными размерами откачных отверстий, а также создан зазор, обеспечивающий образование проходного сечения между сварочной подкладкой и стенкой с откачным отверстием по размерам площади, не уступающей площади откачного отверстия. Кроме этого при заварке откачного отверстия с помощью электронно-лучевой сварки обеспечено стабильное формирование сварочной ванны с помощью электронно-лучевой сварки.
Указанный технический результат достигается тем, что в откачном устройстве из емкости, содержащем электронно-лучевую установку, в рабочую камеру которой помещена емкость с откачным отверстием, под которым установлена сварочная подкладка с зазором, образующим между нижней кромкой откачного отверстия и сварочной подкладкой минимальное проходное сечение, площадь которого равна не менее площади откачного отверстия, при этом площадь максимального проходного сечения не должна превышать 1,5 площади откачного отверстия;
- кроме того, по верхнему краю откачного отверстия выполнен буртик высотой не менее величины зазора между подкладкой и стенкой емкости;
- кроме того, ширина буртика выполнена не менее 0,5 мм;
- кроме того, площадь сварочной подкладки, по крайней мере, больше площади откачного отверстия в три раза;
- кроме того, толщина сварочной подкладки равна не менее половины толщины стенки емкости в районе откачного отверстия.
Заявленная конструкция откачного устройства позволяет в несколько раз увеличить скорость откачки воздуха из вакуумируемой емкости при наличии всего одного откачного отверстия.
Увеличение скорости откачки воздуха из вакуумируемой емкости достигается за счет увеличения в несколько раз диаметра откачного отверстия по сравнению с известными размерами, применяемыми для откачных отверстий. Например, если диаметр ненаклонных откачных отверстий составляет не более 1,5 мм, а чаще всего 1,2 мм, то заявленное устройство позволяет выполнять откачные отверстия диаметром в пределах от 2 до 6 мм, что позволяет, в свою очередь, увеличить эффективную площадь откачного отверстия почти в 16 раз, а следовательно, во столько же раз и скорость откачки. Это, в свою очередь, позволяет сократить достаточно дорогостоящее время работы электронно-лучевой установки.
А наличие гарантированного зазора между подкладкой и стенкой емкости, обеспечивающего минимальное проходное сечение, равное не менее площади откачного отверстия, позволяет еще больше сократить время откачки по сравнению с известной конструкцией, когда подкладка под завариваемым откачным отверстием установлена без гарантированного зазора. Ограничение по максимальному проходному сечению, не превышающему 1,5 площади откачного отверстия, гарантирует надежную заварку откачного отверстия с помощью электронно-лучевой сварки.
Наличие под завариваемым откачным отверстием подкладки с фиксированным зазором обеспечивает устойчивое его заваривание с помощью последовательного расплавления кромок отверстия электронным лучом по специальной технологии, обеспечивающей последовательное заполнение отверстия металлом от плавления кромок в виде капельных наплывов.
При откачных отверстиях диаметром 4-6 мм для облегчения заварки используют присадку в виде кольцевого буртика, располагаемого по верхней кромке отверстия. Размеры буртика выбирают таким образом, чтобы его объем был не меньше объема зазора между подкладкой и нижней частью откачного отверстия, чтобы металл буртика мог заполнить зазор с небольшим избытком, а металл верхней кромки отверстия после ее последовательного расплавления мог послужить для окончательного формирования сварочной ванны внутри откачного отверстия.
Для того чтобы не проплавить и тем более не расплавить подкладку при формировании сварочной ванны внутри откачного отверстия, толщину подкладки устанавливают не менее половины толщины стенки емкости в районе откачного отверстия, а площадь подкладки устанавливают, по крайней мере, больше площади откачного отверстия в три раза.
На практике для удобства крепления с помощью точечной свари на стенке емкости и стабильного теплоотвода от нижней части сварочной ванны площадь подкладки обычно увеличивают в 10-20 раз по сравнению с площадью откачного отверстия.
По заявляемому изобретению изготавливались экспериментальные емкости для вакуумирования и герметизации в электронно-лучевой установке ЭЛУ-5 в двух вариантах: без кольцевого буртика и с кольцевым буртиком вокруг верхней кромки откачного отверстия. Толщина стенки емкости в районе откачного устройства составляла 4 мм, толщина сварочной подкладки 2 мм, а само откачное отверстие в первом и втором вариантах конструкции откачного устройства имело диаметр, равный 4 мм, а зазор между сварочной подкладкой и стенкой емкости составлял 1,2 мм.
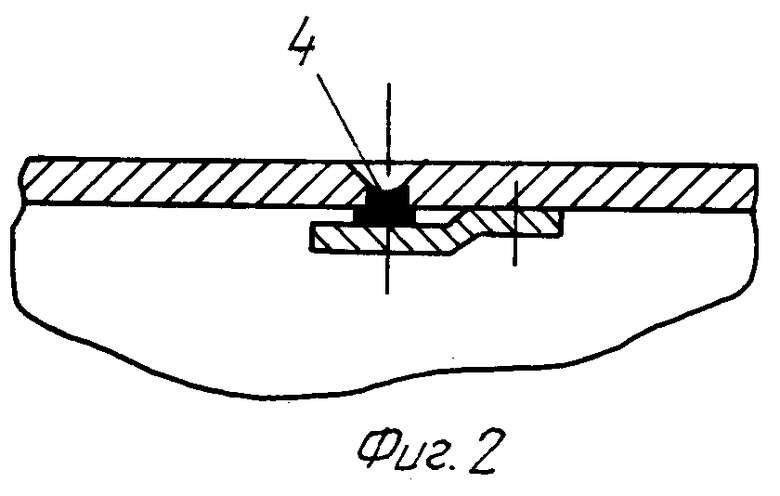
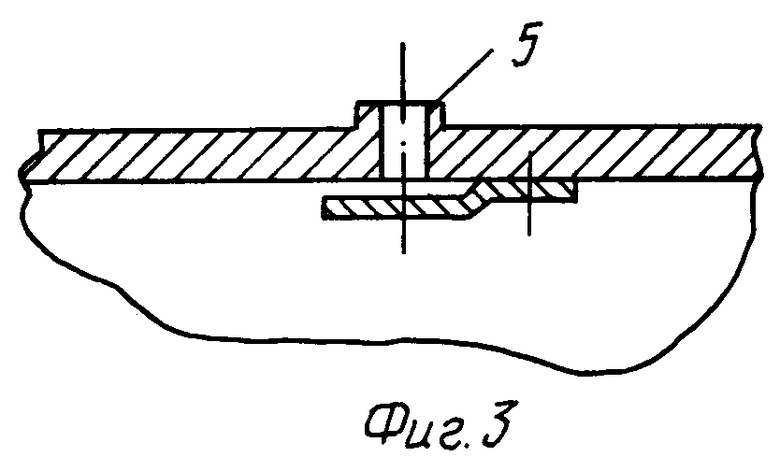
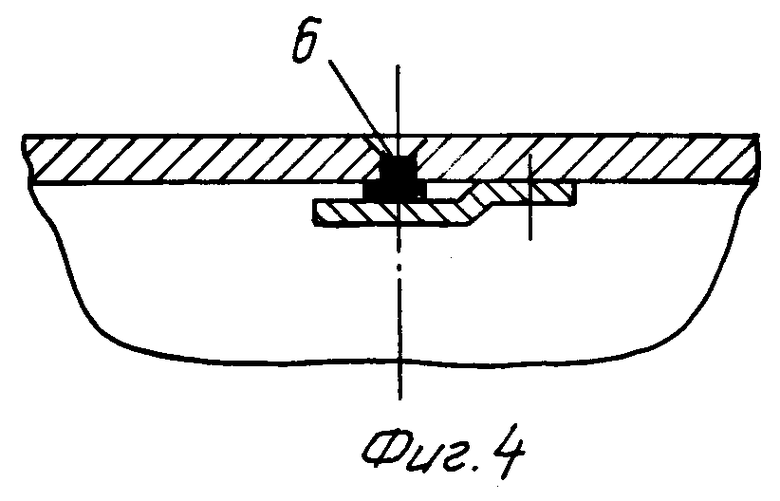
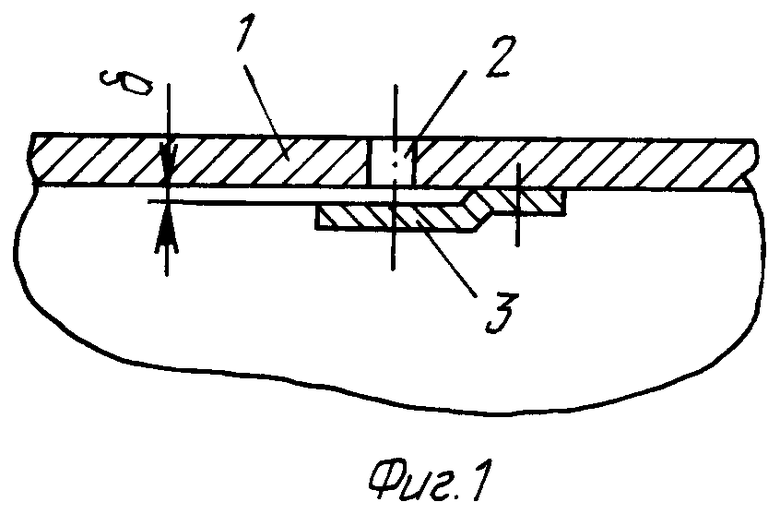
На фиг.1-4 схематично представлены фрагменты емкости с откачным отверстием и сварочной подкладкой под ним в состоянии вакуумирования, фиг.1, фиг.3 - после заварки откачного отверстия 2 с помощью электронного луча, фиг.2, фиг.4.
На фиг.1 показан фрагмент емкости 1 с откачным отверстием 2 и сварочной подкладкой 3, установленной под откачным отверстием 2 с зазором 1,2 мм в момент вакуумирования.
На фиг.2 показано откачное отверстие 2 после формирования в нем сварочной ванны 4 за счет расплавления верхней кромки отверстия 2.
На фиг.3 показан вариант конструкции откачного отверстия 2 с буртиком 5 в момент вакуумирования.
На фиг.4 показан вариант конструкции откачного отверстия 2 с буртиком 5 после формирования в откачном отверстии сварочной ванны 6 за счет расплавления кольцевого буртика 5 и верхней кромки отверстия 2.
В обоих вариантах конструкции откачного отверстия в нем устойчиво формировалась сварочная ванна, обеспечивающая вакуумноплотную герметизацию отвакуумированной емкости.
Необходимо отметить, что вариант конструкции с кольцевым буртиком при заварке отверстия электронным лучом требует гораздо меньшей квалификации сварщика, чем первый вариант.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОГО ЗАВАРИВАНИЯ ОТКАЧНОГО ОТВЕРСТИЯ В СТЕНКЕ ВАКУУМИРУЕМОЙ ЕМКОСТИ | 2003 |
|
RU2233213C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГЕРМЕТИЧНОГО КОРПУСА МИКРОЭЛЕКТРОННОГО УСТРОЙСТВА С КОНТРОЛИРУЕМОЙ СРЕДОЙ В ЕГО ВНУТРЕННЕМ ОБЪЕМЕ | 2017 |
|
RU2660799C1 |
| Датчик абсолютного давления и способ его вакуумирования | 1988 |
|
SU1668879A1 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 2003 |
|
RU2237559C1 |
| Конденсатор с электростатическим возбуждением | 1982 |
|
SU1075317A1 |
| Способ герметизации металлических вакуумируемых сосудов | 1987 |
|
SU1449194A1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ОТКАЧНЫХ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 1991 |
|
RU2069916C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
| Способ вакуумирования датчиков абсолютного давления и устройство для его осуществления | 1986 |
|
SU1362971A1 |
| СПОСОБ ЧУЙКО ПРОТИВОКОРРОЗИЙНОЙ ЗАЩИТЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ | 2013 |
|
RU2552627C2 |
Изобретение относится к сварке, в частности к откачным устройствам, предназначенным для емкостей, в которых создание вакуума и последующая его консервация осуществляются с помощью заварки откачного отверстия в сварочной камере электронно-лучевой установки, и может найти применение в машиностроении. Откачное устройство выполнено в виде емкости с откачным отверстием, под которым установлена сварочная прокладка. Емкость помещена в рабочую камеру электронно-лучевой установки. Сварочная подкладка установлена с зазором между ней и нижней кромкой откачного отверстия. Отверстие имеет проходное сечение с площадью не менее площади откачного отверстия и не превышающей 1,5 площади откачного отверстия. Конструкция откачного устройства позволяет сократить на порядок время вакуумирования и герметизации емкости и одновременно сократить дорогостоящее время работы электронно-лучевой установки. 4 з.п. ф-лы, 4 ил.
| Сварочное производство, 1974, №5, с.15, рис.3 | |||
| Кольцевая подкладка для электроннолучевой сварки встык кольцевых швов со сквозным проплавлением | 1975 |
|
SU633211A1 |
| Съемная подкладка для формированияОбРАТНОй СТОРОНы шВА пРи СВАРКЕплАВлЕНиЕМ | 1978 |
|
SU808227A1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
| US 4687902 А, 18.08.1987 | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |

