Изобретение относится к области получения высокооктановых эфиров и содержащих их смесей. В частности, изобретение относится к области получения высокооктановых добавок к бензинам, содержащих диизопропиловый эфир (ДИПЭ), из углеводородных смесей, содержащих пропен, и воды.
Известен способ [US-Pat. 4471142, 11.09.1984] получения изопропилового спирта (ИПС) и ДИПЭ из пропена или пропенсодержащей углеводородной смеси путем контактирования с серной кислотой с последующим жидкофазным контактированием полученного экстракта с водой с получением гидратированного экстракта и дальнейшим разложением указанного гидратированного экстракта с выделением ДИПЭ.
Основной недостаток процесса - использование коррозионно-агрессивной серной кислоты.
Известен также способ [Europ. Pat. Application 0323137 A1, publ. 05.07.1989, Bull. 89/27] получения эфиров, в частности ДИПЭ, путем контактирования легкого алкена (пропена) с водой в присутствии кислого цеолитного катализатора с последующим разделением реакционной смеси и выделением эфира.
Недостатком способа является необходимость использования высокой температуры (указано до 300°С), неизбежная дезактивация цеолитного катализатора и необходимость частой окислительной регенерации его - выжигания органических отложений.
Известен способ [US-Pat. 5208387, 04.05.1993] получения ДИПЭ из С3-углеводородного сырья, содержащего пропен, и воды, в котором химическое взаимодействие реагентов осуществляется в две стадии, на первой из которых используют формованный металлосиликатный катализатор, в частности кислый цеолит, а на второй стадии - кислый катионит (кислую ионообменную смолу), или цеолит Beta, или цеолит ZSM-35.
Указанный способ сложен, а условия его проведения являются весьма неопределенными и не подтверждены необходимыми примерами.
Известен способ [US-Pat. 5324866, 28.06.1994] получения ДИПЭ, в котором углеводородную смесь, содержащую пропен, и воду первоначально контактируют в присутствии гидратирующего катализатора в условиях, когда образуется реакционная смесь, практически не содержащая ДИПЭ (а лишь ИПС), выделяют из реакционной смеси ИПС и затем в дополнительной реакционной зоне в присутствии катализатора этерификации проводят взаимодействие полученного ИПС с пропеном, содержащимся в углеводородной смеси.
Процесс сложен, причем селективная гидратация пропена на первой стадии (без образования ДИПЭ) может быть осуществлена лишь при большом избытке воды, которая экранирует активные центры катализатора и тормозит реакцию. Нелогично и нерационально, имея целью получение ДИПЭ, проводить стадию гидратации пропена (первую стадию) в специфических условиях, исключающих образование ДИПЭ, тем более что синтез ДИПЭ можно проводить в более мягких условиях, нежели целенаправленный синтез ИПС.
Согласно способу [US-Pat 5399788, 21.03.1995] пропенсодержащий поток на первой стадии контактируют с изопропанолом в присутствии катализатора этерификации с образованием ДИПЭ, из полученной реакционной смеси отгоняют непрореагировавшие углеводороды, часть образовавшегося ДИПЭ выделяют в качестве продукта, а другую часть ДИПЭ подвергают гидратации с целью получения ИПС, который затем рециркулируют на первую стадию. Для первой стадии в патенте указано предпочтительное молярное отношение ИПС:пропен около 0,6:1.
В этом случае нельзя рассчитывать на высокую конверсию пропена. Нерационально и неэкономично, имея целью получение ДИПЭ, уже образовавшийся ДИПЭ подвергать гидратации в изопропанол, чтобы затем снова превращать изопропанол в ДИПЭ.
Известен способ [US-Pat. 5504257, 02.04.1996], согласно которому сырье, содержащее не менее 50% пpoпена, и воду, подаваемые в количествах, при которых отношение вода:пропен составляет от 0,1:1 до 0,8:1, контактируют в реакционной зоне с кислой ионообменной смолой (кислым катионитом) и получают смесь, содержащую воду, ИПС, ДИПЭ, пропилен и кислоту, образующуюся при отщеплении части сульфогрупп из катализатора. Реакционную смесь далее контактируют с твердыми частицами, удаляющими кислоту, и часть освобожденной от кислоты смеси рециркулируют в указанную реакционную зону с соблюдением рециклового числа от 2:1 до 10:1.
Остальную часть реакционной смеси, освобожденной от кислоты, подвергают разделению, выделяют ДИПЭ как минимум 96%-ной концентрации и смесь ИПС с водой, которую рециркулируют в реакционную зону.
Недостатком способа US-Pat. 5504257 является то, что рекомендуемые в нем условия не гарантируют проведения процесса синтеза в жидком состоянии (жидкой фазе). В качестве допустимого температурного интервала указан интервал от 130 до 180°С, в качестве предпочтительного - интервал от 135 до 160°С. При указанных температурах ни пропен, ни пропан, ни их смеси не могут быть сконденсированы (переведены в жидкое состояние), т.к. критические температуры (конденсации) пропена и пропана - ниже 100°С. Присутствие воды не может обеспечить перевод пропена и пропана в жидкое состояние, т.к. их растворимость в воде ничтожно мала. Авторы US-Pat. 5504257 пытаются достичь перехода указанных углеводородов С3 в жидкое состояние за счет рециркуляции на вход в реакционную зону большого количества выходящей из нее реакционной смеси, содержащей ДИПЭ и ИПС. В формуле изобретения рецикловое число (отношение рециркулируемого потока к отводимому потоку) от 2:1 до 10:1; фактически в примере указано 5:1. Это, однако, приводит к возвращению в реакционную зону продуктов равновесных реакций, что резко снижает достигаемую конверсию пропена.
При допускаемой высокой температуре (в особенности при температуре выше 150°С) происходит интенсивное десульфирование известных промышленных катализаторов. Поэтому в US-Pat. 5504257 в качестве обязательного элемента (признака) присутствует удаление кислоты из всей реакционной смеси, включая большое рециркулируемое ее количество, что требует значительного расхода поглощающего кислоту агента. В патенте не указана достигаемая длительность работы катализатора, однако можно предполагать, что она является весьма небольшой.
В качестве предпочтительного указано весьма высокое давление, необходимое для проведения процесса: от 700 до 1000 psig (т.е. от ~49 до 70 ата). Это также является недостатком способа.
Из-за невозможности - в рамках совокупности признаков US-Pat. 5504257 - обеспечить поддержание в жидкой фазе пропан-пропеновой смеси при относительно низкой концентрации в ней пропена, в патенте допускается использование лишь углеводородного сырья, содержащего не менее 50% пропена. Это недостаток, поскольку в промышленном процессе дегидрирования пропана получают пропан-пропеновые смеси, содержащие менее 50% пропена.
Мы предлагаем способ получения высокооктанового продукта, содержащего диизопропиловый эфир, из пропенсодержащей углеводородной смеси и воды на основе жидкофазного химического взаимодействия пропена с водой в присутствии кислого пористого катионитного катализатора и, возможно, нетретичного спирта С1-С5 в одной или нескольких последовательных реакционных зонах, при котором в реакционной(ых) зоне(ах) поддерживают в жидкости концентрацию углеводородного растворителя, содержащего преимущественно алканы и/или нетретичные алкены с температурой кипения от минус 12 до 37°С, в интервале от 25 до 85% мас., температуру от 100 до 150°С и содержание воды в катализаторе от 15 до 40%, выводимую реакционную смесь разделяют с помощью ректификации и как минимум часть инертного растворителя возвращают в ректификационную(ые) зону(ы).
Как вариант, предлагаем способ, при котором в качестве инертного растворителя используют бутан(ы), или пентан(ы), или н-бутены, или н-пентены, либо смесь, включающую как минимум некоторые из указанных углеводородов и возможно углеводороды С6.
Как вариант, предлагаем способ, при котором подаваемую воду и/или пpoпeнсодержащую углеводородную смесь распределяют как минимум между двумя последовательными реакционными зонами.
Как вариант, предлагаем способ, при котором в качестве кислого катионитного катализатора используют пористый сульфокатионит, причем, возможно, используют разные сульфокатиониты в последовательных реакционных зонах.
Как вариант, предлагаем способ, при котором из реакционной смеси сначала отгоняют непрореагировавшие углеводороды С3, а оставшуюся часть, возможно, частично рециркулируют в реакционную(ые) зону(ы), и/или выводят в качестве высокооктановой смеси, и/или подвергают разделению в ректификационной зоне и сверху нее выводят как минимум большую часть углеводородного растворителя, возможно, вместе с изопропанолом, который полностью или частично рециркулируют в реакционную(ые) зону(ы), а из нижней части выводят высокооктановую смесь, содержащую диизопропиловый эфир.
Как вариант, предлагаем способ, при котором указанную отгонку углеводородного растворителя в ректификационной зоне совмещают с осушкой целевого высокооктанового продукта, для чего выводимый сверху ректификационной зоны поток пocлe конденсации подвергают расслаиванию и выводят нижний слой, содержащий преимущественно воду, который предпочтительно рециркулируют в реакционную(ые) зону(ы), а верхний слой частично возвращают в ректификационную зону в качестве флегмы и частично рециркулируют в реакционную(ые) зону(ы), а также, возможно, частично выводят из системы.
Как вариант, предлагаем способ, при котором высокооктановую смесь, выводимую из нижней части указанной ректификационной зоны, подвергают разделению в дополнительной ректификационной зоне предпочтительно в присутствии воды и из указанной дополнительной ректификационной зоны сверху выводят поток, содержащий преимущественно диизопропиловый эфир, а снизу выводят поток, который рециркулируют в реакционную(ые) зону(ы) и/или выводят из системы.
Как вариант, предлагаем способ, при котором отогнанные из реакционной смеси непрореагировавшие углеводороды С3 разделяют в ректификационной зоне, из которой снизу выводят поток, содержащий преимущественно пропан, а сверху выводят пропан-пропеновую смесь с повышенной концентрацией пропена, которую рециркулируют в реакционную(ые) зону(ы).
Как вариант, предлагаем способ, при котором из ректификационной зоны снизу выводят поток, содержащий от 5 до 20% мас. пропена, а сверху выводят пропан-пропеновую смесь, содержащую от 50 до 75% мас. пропена, которую рециркулируют в реакциоиную(ые) зону(ы).
Как вариант, предлагаем способ, при котором в качестве высокооктанового продукта выводят смесь, содержащую вместе с диизопропиловым эфиром изопропанол, и/или другой нетретичный спирт C1-C5, и/или его эфир с пропеном, и/или ди- и тримеры пропена, и/или указанный углеводородный растворитель, либо его часть.
Способ позволяет использовать различные кислые пористые катионитные катализаторы, как мелкозернистые, так и формованные (например, с полиэтиленом и полипропиленом), являющиеся стойкими при температуре не менее 110°С, предпочтительно не менее 140°С. В качестве реакционных зон могут использоваться аппараты различного типа, обеспечивающие достаточный контакт исходных веществ и катализатора.
Термин "стационарный режим" в п.1 формулы изобретения понимается как режим работы, когда установились необходимые концентрация воды в катализаторе и температура (в отличие от пускового режима).
Поток(и), в котором(ых) преобладают углеводороды, и поток(и), в котором(ых) преобладает вода, могут подаваться в реакционную(ые) зону(ы) раздельно (с тщательным распределением водного потока по сечению) или подвергаться предварительно перемешиванию и подаваться в реакционную(ые) зону(ы) или слой жидкости над ней в тонко измельченном состоянии.
Иллюстрация использования предлагаемого способа получения диизопропилового эфира (ДИПЭ) дана на фиг.1-2 и в примерах. Указанные чертежи и примеры не исчерпывают всех возможных вариантов, и возможно использование иных технических решений при соблюдении признаков, изложенных в формуле изобретения.
Согласно фиг.1 исходную, пропенсодержащую углеводородную смесь, предпочтительно пропен-пропановую фракцию (ПП), подают по линии 1, соединяют с рецикловым потоком, поступающим по линии 16, и, возможно, с потоком растворителя Р, подаваемым по линии 3. После чего смесь, возможно, подогревают и подают по линии 4 в реакционный узел Р.
Исходную воду (В) подают по линии 2 через распределительное устройство в реакционный узел (реактор) Р.
По линии 3 подают углеводородный растворитель в количестве, восполняющем его потери в системе. Реакционный узел Р может состоять из одной или нескольких последовательных реакционных зон, между которыми осуществляют охлаждение потока. Удаление реакционной теплоты может осуществляться путем охлаждения реакционной зоны при использовании кожухотрубчатого(ых) реактора(ов) с катализатором, помещенным внутри трубок. Возможно также удаление реакционной теплоты и предотвращение чрезмерного повышения температуры в реакционной(ых) зоне(ах) путем охлаждения части выходящей реакционной смеси и рециркуляции ее на вход в реакционную зону (в частности, при использовании адиабатического(их) реактора(ов)).
В целом на фиг.1 возможное использование теплосъема в реакционной(ых) зоне(ах) (с помощью хладоагента ХА) показано с помощью косой пунктирной стрелки.
Реакционную смесь, выходящую из реакционной зоны (реакционного узла) по линии 5, далее полностью или частично подают по линии 5а через узел удаления кислоты (УК) в отгонный аппарат К1. Часть реакционной смеси может быть подана по линии 5б после охлаждения на вход в P1.
Сверху К1 отбирают пропен-пропановую смесь, которую затем выводят из системы по линии 6а или направляют в ректификационную колонну К3 по линии 6б. Снизу К1 оставшуюся смесь выводят по линии 7 и предпочтительно направляют в ректификационную колонну К2. Возможно, указанную смесь по линии 7а выводят из системы либо часть ее направляют в качестве рецикла в Р1 (в линию 16).
Из куба колонны К2 по линии 8 и/или боковым отбором, близким к кубу, по линии 11 отбирают высокооктановую смесь, содержащую ДИПЭ и, возможно, ИПС, и/или другой нетретичный спирт C1-C5, и/или его эфир с пропеном, и/или ди/тримеры пропена, и/или углеводородный растворитель. Высокооктановую смесь(и) выводят из системы по линиям 8а и/или 11а в качестве высокооктанового продукта, и/или по линии 8б направляют в узел УР для отделения ДИПЭ, либо, возможно, частично по линии 8б рециркулируют в реакционную зону.
Если используется узел УР, из него по линии 14 отбирают поток, содержащий преимущественно ДИПЭ, а по линии 15 - поток, в котором преобладает ИПС и/или более высокооктановые компоненты. Поток 15 может выводиться в качестве сопутствующего товарного продукта и/или рециркулируется в реакционную(ые) зону(ы), например совместно с потоком 2.
Сверху К2 по линии 9 отбирают паровой поток, содержащий преимущественно углеводородный растворитель и частично ИПС (с примесью воды), который конденсируют и часть конденсата по линии 10 возвращают в К2, а другую часть по линиям 10а, 16 и 4 рециркулируют на вход в Р.
Если в колонну К3 направлена пропан-пропеновая смесь по линии 6б, то снизу К3 выводят по линии 12 поток, содержащий преимущественно пропан, а сверху К3 выводят дистиллят, обогащенный пропеном, который рециркулируют на вход в Р1 (линии 13 и 16).
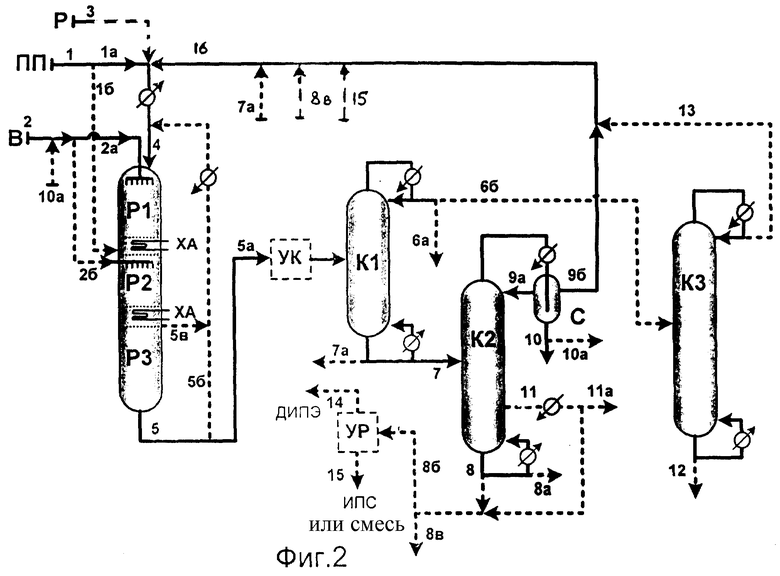
На фиг.2 показано использование реакционной системы с тремя последовательными реакционными зонами P1, P2 и Р3, между которыми осуществляют охлаждение потоков. Как минимум часть водного потока подают на вход в Р1 по линии 2а, а другая часть может быть по линии 2б направлена на вход в P2 (и/или Р3). Часть исходной пропен-пропановой смеси может быть направлена в P2 по линии 1б.
Часть реакционной смеси, выходящей из P2, может быть направлена по линии 5в после охлаждения на вход в Р1.
Колонны K1, K2, К3 и узлы УК и УР используются практически аналогично тому, как указано на фиг.1. Особенностью является то, что колонну K2 одновременно используют для вывода воды (осушки).
Выводимый сверху колонны K2 паровой поток конденсируют и конденсат подвергают расслаиванию в сепараторе-отстойнике С. Верхний слой частично используют в качестве флегмы, подаваемой в K2 по линии 9а, а другую его часть рециркулируют по линии 9б и далее по линиям 16 и 4 на вход в P1. Нижний (водный) слой из сепаратора-отстойника С выводят по линии 10 и предпочтительно рециркулируют на вход в реакционную(ые) зону(ы), присоединяя по линии 10а к потоку, подаваемому по линии 2.
Если выводимый из узла УР по линии 15 поток подвергают рециркуляции, то его предпочтительно направляют в Р1 (через линии 16 и 4).
ПРИМЕР 1.
Процесс проводят согласно фиг.1. Из указанных пунктиром линий используют линию 6а, 11 и 11а. Колонну К3 не используют. В качестве углеводородного сырья по линии 1 подают в количестве 1,5 кг/ч пропен-пропановую смесь (ПП), содержащую 40% пропена. Воду (В) подают по линии 2 в количестве 180 г/ч.
Используют кожухотрубчатый реактор Р, охлаждаемый водой, в трубки которого загружен пористый сульфокатионит Амберлист-36 (исходная статическая обменная емкость СОЕ=5,2 кг-экв Н+/г сухого катализатора, содержание воды в загруженном катализаторе 30%).
В качестве инертного углеводородного растворителя (Р) используют н-бутан (норм. температура кипения = -0,5°С) с примесь 2% изобутана (норм. Ткип=-11,7°С). В реакторе поддерживают концентрацию растворителя в жидкости ~60%, температуру 125-130°С, давление на входе 32 ата. Конверсия пропена в реакторе составляет 60%.
По линии 5 выводят в количестве 4535 г/ч реакционную смесь, содержащую (%): пропена - 9,9, пропана - 8,3, бутанов - 59,5, ДИПЭ - 13,7, ИПС - 5,1, ди/тримеров пропена - 0,6 и примесь воды.
Смесь после нейтрализации следов кислоты (раствором NaOH) в УК подают в отгонный аппарат К1. Сверху К1 отбирают 827 г/ч дистиллята, содержащего 54,1% пропена, 45,4% пропана и 0,5% углеводородов С4, которую выводят по линии 6а.
Оставшуюся смесь выводят снизу К1 и подают в ректификационную колонну К2. Из нижней части К2 по линиям 11 и 11а выводят 855 г/ч высокооктанового продукта, содержащего 69,4% ДИПЭ, 27,2% ИПС, 3,0% ди/тримеров пропена и 0,4% воды (RON=115).
Дистиллят колонны К2, содержащий преимущественно (98,3%) н-бутан, а также изобутан, рециркулируют на вход в реактор Р.
В течение 250-часового пробега не наблюдалось снижения конверсии пропена. Выгруженный после пробега катализатор имел RON=5,0 и содержал 32% воды.
ПРИМЕР 2.
Процесс проводят согласно фиг.1. Из указанных пунктиром линий используют линии 5б, 6б, 8а, 12 и 13. В отличие от примера 1, колонна К3 используется.
В качестве углеводородного сырья по линии 1 подают в количестве 1,5 кг/ч пропен-пропановую смесь, содержащую 40% пропена. Воду подают по линии 2 в количестве 114 г/ч.
Используют адиабатический реактор, в который загружен пористый сульфокатионит Амберлист-36 (СОЕ=5,4, содержание воды 25%).
В качестве инертного углеводородного растворителя используют изопентан (норм. Ткип.=27,8°С) с примесью 5% н-пентана (норм. Ткип.=36,1°С) и концентрацию указанного растворителя в реакторе (в жидкости) поддерживают на уровне 80,7%.
В реакторе поддерживают температуру 120-125°С и давление на входе 23 ата. Конверсия пропена в реакторе (за проход) составляет 60%.
Из реактора выводят в количестве 16,15 кг/ч реакционную смесь, содержащую 2,3% пропена, 9,3% пропана, 5,3% ДИПЭ, 2,4% ИПС, 0,2% ди/тримеров пропена, 80,2% растворителя, 0,3% воды.
Часть указанной смеси в количестве 12,42 кг/ч по линии 5а пропускают через слой анионита в узле УК и подают в отгонный аппарат 1.
Другую часть смеси направляют по линии 5б, охлаждают и подают в реактор Р. Соотношение потоков 5б и 5а составляет 0,3:1.
Сверху К1 отбирают в количестве 1416 г/ч пропен-пропановую смесь, содержащую 19,7% пропена, которую по линии 6б направляют в ректификационную колонну К3. Снизу К1 поток по линии 7 подают в ректификационную колонну К2.
Снизу К3 выводят в количестве 953 г/ч поток, содержащий 95,0% пропана, 5,0% пропена. Сверху КЗ выводят в количестве 462 г/ч пропан-пропеновый дистиллят, содержащий 50% пропена, который рециркулируют на вход в Р1.
Сверху К2 выводят в количестве 10,34 кг/ч дистиллят, содержащий 96,4% растворителя и 2,9% ИПС (с примесью воды), который рециркулируют в Р1.
Снизу К2 выводят по линии 8 и 8а в количестве 667 г/ч высокооктановый продукт, содержащий 96,6% ДИПЭ, 0,3% ИПС, 3,0% ди/тримеров пропена и 0,1% растворителя. Продукт имеет RON=111.
Общая конверсия пропена в процессе составляет 92%.
В течение 300-часового пробега не наблюдалось снижения конверсии пропена. Выгруженный после пробега катализатор имел СОЕ=5,1 и содержал 24% воды.
ПРИМЕР 3.
Процесс проводят согласно фиг.2. Из указанных пунктиром линий используют линии 1б, 2б, 5б, 6б, 8а, 10а, 12 и 13.
В реакционные зоны Р1 и Р2 загружен сульфокатионит Амберлист-36 (СОЕ=5,4, содержание воды 27%), в зону Р3 загружен катионит КУ-23 (СОЕ=4,1, содержание воды 15%).
В качестве углеводородного сырья по линии 1 подают в количестве 1,5 кг/ч пропен-пропановую смесь с содержанием 75% пропена, которую далее распределяют между линиями 1а и 1б в пропорции 1:1.
Воду подают по линии 2 в количестве 210 г/ч и далее распределяют между линиями 2а и 2б в пропорции 1:1.
В качестве инертного углеводородного растворителя используют изопентан с примесью 5% н-пентана. Концентрацию растворителя в реакционных зонах поддерживают на уровне 30-37%.
В P1 поддерживают температуру 133-140°С, в Р2 - 130-138°С, в Р3 - 110-115°С, давление на входе в Р1 - 40-45 ата.
Конверсия пропена (от поступающего в реактор Р) за проход составляет 53,2%.
По линии 5 выводят в количестве 4792 г/ч реакционную смесь, содержащую 18,9% пропена, 16,8% пропана, 23,2% ДИПЭ, 6,0% ИПС, 4,0% ди/тримеров пропена, 29,6% растворителя, 0,5% воды.
Часть указанной смеси в количестве 3850 г/ч по линии 5а пропускают через узел УК, где следы кислоты нейтрализуют раствором NaOH и подают в отгонный аппарат К1.
Другую часть смеси направляют по линии 5б, охлаждают и подают на вход в реакционный узел. Соотношение потоков 5б и 5а составляет 0,2:1.
Сверху К1 отбирают в количестве 1373 г/ч пропен-пропановую смесь, содержащую 52,7% пропена, которую по линии 6б направляют в ректификационную колонну К3. Снизу колонны К1 поток по линии 7 подают в ректификационную колонну К2.
Снизу К3 по линии 12 выводят в количестве 476 г/ч поток, содержащий 20% пропена и 80% пропана. Сверху К3 по линии 13 выводят в количестве 897 г/ч пропен-пропановую смесь с концентрацией 70% пропена, которую рециркулируют на вход в Р1.
Сверху колонны К2, работающей при повышенном давлении (~10 ата), выводят паровой поток, который конденсируют, и конденсат подают в сепаратор-отстойник С. Верхний слой, содержащий преимущественно углеводородный растворитель (95,9%) и ИПС (3,5%), а также примесь углеводородов С3 и воды, частично возвращают по линии 9а в К3 в качестве флегмы, а другую часть в количестве 1216 г/ч по линии 9б (и далее по линии 16) рециркулируют на вход в PL Снизу сепаратора-отстойника С по линии 10 выводят небольшое количество водного слоя, содержащего 5,4% ИПС, который далее по линии 10а рециркулируют на смешение с потоком 2.
Снизу К2 выводят по линии 8 и 8а в количестве 1232 г/ч высокооктановый продукт, содержащий 72,4% ДИПЭ, 15,3% ИПС и 12,3% ди/тримеров пропена, имеющий RON=113.
Общая конверсия пропена в процессе составляет 95%.
В течение 400-часового пробега не наблюдалось снижения конверсии пропена. Выгруженные после пробега катализаторы соответствовали исходным СОЕ. Содержание воды в Амберлисте-36 составляло 27%, в катионите КУ-23-15,2%.
ПРИМЕР 4.
Процесс проводят согласно фиг.2. Из указанных пунктиром линий используют линии 1б, 2б, 6б, 8а, 10а, 12 и 13.
В реакционные зоны P1 и Р2 загружен сульфокатионит Амберлит-36 (СОЕ=5,4, содержание воды 40%), в зону Р3 загружен катионит КУ-23 (СОЕ=4,1, содержание воды 21%).
В качестве углеводородного сырья по линии 1 подают в количестве 1,5 кг/ч пропен-пропановую смесь с содержанием 75% пропена, которую далее распределяют между линиями 1а и 1б в пропорции 1,5:1.
Воду подают по линии 2 в количестве 276 г/ч и далее распределяют между линиями 2а и 2б в пропорции 1:1.
В качестве инертного углеводородного растворителя используют изопентан с примесью 2% н-пентана. Концентрацию растворителя в реакционных зонах поддерживают на уровне 27-32%.
В Р1 поддерживают температуру 135-144°С, в Р2 - 132-140°С, в Р3 - 120-125°С, давление на входе в Р1 45-50 ата.
Конверсия пропена в реакторе Р за проход составляет 48,5%.
По линии 5 выводят в количестве 5420 г/ч реакционную смесь, содержащую 20,2% пропена, 17,5 пропана, 23,0% ДИПЭ, 10,9% ИПС, 0,7% ди/тримеров пропена, 27,3% растворителя, 0,4% воды.
Часть указанной смеси в количестве 3795 г/ч по линии 5а пропускают через узел УК, где следы кислоты нейтрализуют раствором NaOH и подают в отгонный аппарат К1.
Другую часть смеси направляют по линии 5б, охлаждают и подают на вход в реакционный узел. Соотношение потоков 5б и 5а составляет 0,3:1.
Сверху К1 отбирают в количестве 1431 г/ч пропен-пропановую смесь, содержащую 53,4% пропена, которую по линии 6б направляют в ректификационную колонну К3. Снизу колонны К1 поток по линии 7 подают в ректификационную колонну К2, работающую под давлением, близком к атмосферному.
Снизу К3 выводят в количестве 476 г/ч поток, содержащий 20% пропена и 78,8% пропана. Сверху К3 выводят в количестве 955 г/ч пропен-пропановую смесь с концентрацией 70% пропена, которую рециркулируют на вход в P1.
Сверху К2 выводят паровой поток, который конденсируют, и конденсат поступает в сепаратор-отстойник С. Верхний слой, содержащий преимущественно углеводородный растворитель (98,0%), ИПС (0,5%), а также примесь углеводородов С3 и воды, частично возвращают в К3 в качестве флегмы, а другую часть в количестве 1051 г/ч рециркулируют на вход в P1.
Снизу сепаратора-отстойника С выводят небольшое количество водного слоя, содержащего 1,5% ИПС, который рециркулируют на смешение с потоком 2.
Снизу К2 выводят в количестве 1309 г/ч высокооктановый продукт, содержащий 66,7% ДИПЭ, 31,3% ИПС и 2% ди/тримеров и имеющий RON=115.
Общая конверсия пропена в процессе составляет 91,5%.
В течение 400-часового пробега не наблюдалось снижения конверсии пропена. Выгруженные после пробега катализаторы соответствовали исходным СОЕ. Содержание воды в Амберлисте-36 составляло 38%, в катионите КУ-23 - 20%.
ПРИМЕР 5.
Процесс проводят согласно фиг.2. Из указанных пунктиром линий используют линии 1б, 2б, 6б, 7а, 8б, 10a, 12, 13, 14, 15.
В реакционные зоны Р1 и Р2 загружен сульфокатионит Амберлист-36 (СОЕ=5,4, содержание воды 23%), в зону Р3 загружен катионит КУ-23 (СОЕ=4,1, содержание воды 21%).
В качестве углеводородного сырья по линии 1 подают в количестве 1 кг/ч пропен-пропановую смесь с содержанием 75% пропена, которую далее распределяют между линиями 1а и 1б в пропорции 1,5:1.
Воду подают по линии 2 в количестве 241 г/ч и далее распределяют между линиями 2а и 2б в пропорции 1:1.
В качестве инертного углеводородного растворителя используют изопентан в примесью 2% н-пентана. Концентрацию растворителя в реакционных зонах поддерживают на уровне 28-31%.
В P1 поддерживают температуру 135-144°С, в Р2 - 132-140°С, в Р3 - 120-125°С, давление на входе в Р1 - 30-35 ата.
Конверсия пропена в реакторе Р за проход составляет 48,5%.
По линии 5 выводят в количестве 9741 г/ч реакционную смесь, содержащую 11,2% пропена, 9,8% пропана, 32,4% ДИПЭ, 16,2% ИПС, 1,7% ди/тримеров пропена, 28,5% растворителя, 0,2% воды.
Часть указанной смеси в количестве 6819 г/ч по линии 5а пропускают через узел УК, где следы кислоты нейтрализуют раствором NaOH и подают в отгонный аппарат К1.
Другую часть смеси направляют по линии 5б, охлаждают и подают в отгонный аппарат К1, причем соотношение потоков 5б и 5а составляет 0,3:1.
Сверху К1 отбирают в количестве 1429 г/ч пропен-пропановую смесь, содержащую 53,3% пропена, которую по линии 6б направляют в ректификационную колонну К3.
Часть потока, выводимого снизу К1 и содержащего преимущественно инертный растворитель, ДИПЭ и ИПС, рециркулируют на вход в Р1 по линии 7а (далее по линии 4) в количестве 2696 г/ч. Другую часть кубового продукта по линии 7 подают в ректификационную колонну К2, работающую под атмосферным давлением. Соотношение потоков 7а:7 составляет ~1:1.
Снизу К3 выводят в количестве 476 г/ч поток, содержащий 20% пропена и 80% пропана, сверху К3 выводят пропен-пропановую смесь с концентрацией 70% пропена, которую рециркулируют на вход в P1.
Сверху К2 выводят паровой поток, который конденсируют, и конденсат направляют в сепаратор-отстойник С. Верхний слой, содержащий преимущественно углеводородный растворитель (98,6%) и ИПС (0,5%), а также примесь углеводородов С3 и воды, частично возвращают в К3 в качестве флегмы, а другую часть в количестве 982 г/ч рециркулируют на вход в P1. Снизу сепаратора-отстойника С выводят небольшое количество водного слоя, содержащего 1,4% ИПС, который рециркулируют на смешение с потоком 2.
Снизу К2 выводят в количестве 1709 г/ч поток, содержащий 64,8% ДИПЭ, 31,8% ИПС, 3,2% ди/тримеров пропена и примесь воды, который полностью подают в узел разделения УР.
В узле УР с использованием ректификации в присутствии воды отделяют ДИПЭ от ИПС. По линии 14 выводят в количестве 1165 г/ч высокооктановый продукт, содержащий 95,2% ДИПЭ, 3,0% ИПС и 1,8% димеров пропена и имеющий RON=112. По линии 15 выводят в количестве 547 г/ч поток, содержащий 93,0% ИПС, 0,5% ДИПЭ, 6,0% тримеров пропена и 0,5% воды. Большую часть потока 15 рециркулируют на вход в Р1 через линии 16 и 4. Небольшую часть потока 15 выводят для предотвращения накопления тримеров в реакционной смеси.
Общая конверсия пропена в процессе составляет 91,3%.
В течение 400-часового пробега не наблюдалось снижения конверсии пропена. Выгруженные после пробега катализаторы соответствовали исходным СОЕ. Содержание воды в Амберлисте-36 составляло 39%, в катионите КУ-23 - 20%.
ПРИМЕР 6.
Процесс проводят согласно фиг.2, в основном аналогично примеру 5 с использованием тех же пунктирных линий на схеме, тех же катализаторов и температурных режимов в реакционных зонах, той же подачи пропен-пропановой смеси и тех же соотношений при распределении и рециркуляции потоков.
В отличие от примера 5, выводимый из узла разделения УР поток 15, содержащий преимущественно ИПС, не рециркулируют в реактор Р, а выводят из процесса в качестве ценного сопутствующего продукта.
При этом подача воды по линии 2 увеличивается (по сравнению с примером 5) до 278 г/ч. По линии 5 из реактора Р выводят 8088 г/ч реакционной смеси, содержащей 13,5% пропена, 11,7% пропана, 30,6% ДИПЭ, 14,8% ИПС, 0,9% ди/тримеров пропена, 28,2% инертного растворителя и 0,3% воды.
В дальнейшем при разделении смеси снизу колонны КЗ по линии 12 выводят 476 г/ч пропан-пропеновой смеси, содержащей ~80% пропана; из узла УР выводят по линии 14 918 г/ч высокооктанового продукта, содержащего 94,8% ДИПЭ, 3,0% ИПС, 2,2% димеров пропена и имеющего RON=111.
По линии 15 выводят 398 г/ч потока, содержащего 97,2% ИПС, 0,5% ДИПЭ, 1,9% тримеров пропена и 0,4% воды и имеющего RON=120.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО ПРОДУКТА, СОДЕРЖАЩЕГО ДИИЗОПРОПИЛОВЫЙ ЭФИР | 2002 |
|
RU2230056C1 |
| СПОСОБ ПЕРЕРАБОТКИ ПРОПЕНСОДЕРЖАЩЕЙ УГЛЕВОДОРОДНОЙ СМЕСИ | 2004 |
|
RU2264379C1 |
| СПОСОБ СОВМЕСТНОЙ ПЕРЕРАБОТКИ БЕНЗОЛСОДЕРЖАЩЕГО И АЛКЕНСОДЕРЖАЩЕГО УГЛЕВОДОРОДНЫХ ПОТОКОВ | 2005 |
|
RU2278102C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ СМЕСЕЙ | 2000 |
|
RU2180652C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО ПРОДУКТА | 2004 |
|
RU2265588C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛАЦЕТАТА | 2007 |
|
RU2341514C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОЛИГОМЕРОВ АЛКЕНОВ | 2000 |
|
RU2177930C1 |
| МНОГОФУНКЦИОНАЛЬНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ ПРОДУКТОВ И СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ ПРОДУКТОВ | 2000 |
|
RU2177933C1 |
| СПОСОБ ПЕРЕРАБОТКИ УГЛЕВОДОРОДНОГО СЫРЬЯ С ПОЛУЧЕНИЕМ ВЫСОКООКТАНОВЫХ ПРОДУКТОВ | 2004 |
|
RU2283297C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОБУТЕНА | 2002 |
|
RU2233259C1 |
Использование: нефтехимия. Сущность: пропен из пропенсодержащей углеводородной смеси подвергают жидкофазному химическому взаимодействию с водой в присутствии кислого пористого катионитного катализатора и, возможно, нетретичного спирта C1-C5 в одной или нескольких последовательных реакционных зонах. В реакционной(ых) зоне(ах) поддерживают в жидкости концентрацию углеводородного растворителя, содержащего преимущественно алканы и/или нетретичные алкены с температурой кипения от -12 до +37°С в интервале от 25 до 85 мас.%, температуру от 100 до 150°С и содержание воды в катализаторе от 15 до 40%. Выводимую реакционную смесь разделяют с помощью ректификации и как минимум часть углеводородного растворителя возвращают в реакционную(ые) зону(ы). Технический результат: расширение ассортимента используемого сырья. 9 з. п. ф-лы, 2 ил.

| US 5504257 А, 12.04.1996.US 5569789 А, 29.10.1996.US 5399788 А, 21.03.1995.EP 0424154 А1, 24.04.1991.US 5324866 А, 28.06.1994.RU 2178403 С1, 20.01.2002. |

