Изобретение относится к области получения высокооктановых смесей.
Более конкретно изобретение относится к области получения смесей, содержащих димеры и тримеры алкенов или продукты их гидрирования.
Известен способ (пат. US 4100220, 11.07.1978) получения димеров изобутена путем пропускания изобутена, третбутанола, воды или смеси третбутанола и воды через фиксированный слой кислого катионообменного катализатора в жидкой фазе при 55 - 160oС в течение времени, достаточного для превращения изобутена, при мольном соотношении третбутанол : изобутен от 0,001:1 до 1:1 и мольном соотношении вода : изобутен не более 0,06, с последующим охлаждением части выходящей реакционной массы до 15-110oС и рециркуляцией ее на вход в реакционную зону.
В качестве варианта указана температура в катализаторном слое выше 100oС.
Указанный способ обладает рядом существенных недостатков. Показанная в пат. US 4100220 конверсия изобутена (40-74%) является низкой, причем при конверсии ≥70% имеет место довольно низкая селективность превращения изобутена в димеры изобутена. Содержание димеров изобутена в продуктах превращения изобутена не превышает 73%, при этом в продуктах превращения содержится 14-18% тримеров и олигомеров изобутена и 10-15% третбутанола.
Рециркуляция на вход в реакционную зону значительной части выходящей из нее реакционной смеси приводит к катализируемому контакту изобутена с димерами и олигомерами изобутена при высоких концентрациях реагентов, что имеет результатом образование большого количества тримеров и более высокомолекулярных олигомеров, способных дезактивировать катализатор.
Недостатком является также заявленная высокая температура в реакционной зоне (до 160oС). При температурах выше 120oС у промышленных сульфоионитных катализаторов Амберлист-15, Амберлист-35, КУ-23, КИФ и т.п. происходит частичное отщепление кислотных групп (сульфогрупп) с образованием свободной кислоты, которая при последующей ректификации, проводимой для отгонки непрореагировавших углеводородов С3-С4, концентрируется в нижней части и кубе ректификационной зоны и при высокой температуре вызывает коррозию и нежелательное дополнительное уплотнение димеров, тримеров и олигомеров. При этом в пат. US 4100220 не указываются меры, необходимые для снижения температуры куба при необходимой последующей ректификации.
Известен (пат. RU 2137807, 20.09.99, бюл. 26) способ получения высокооктановых компонентов и смесей, согласно которому проводят димеризацию и/или содимеризацию треталкенов путем контактирования с гетерогенным(и) кислым(и) катализатором(ами) в присутствии спирта(ов) и/или алкил-треталкилового(ых) эфира(ов) в концентрации от 0,1 до 50 мас.% и возможно воды в концентрации от 0,005 до 0,2%. Как вариант, реакционную смесь после отгонки как минимум углеводородов С4 подвергают каталитическому гидрированию.
Недостатком способа является проведение димеризации и содимеризации в присутствии низших спиртов, образующих азеотропы с отгоняемыми углеводородами, что требует систему рекуперации спирта(ов) и отгонки углеводородов. В указанном способе не предусмотрены меры, исключающие высокую температуру в кубе ректификационной колонны, ведущую к образованию олигомеров в зоне ректификации.
Известен и наиболее близок к предлагаемому нами изобретению способ по пат. RU 2144018, 10.01.2000, бюл. 1, согласно которому ди- и тримеры алкенов С3-С5 и/или содержащие их смеси с примесью спиртов получают путем жидкофазного контактирования алкенов и алкенсодержащих смесей с кислым катионитным катализатором при повышенной температуре с последующей отгонкой как минимум непрореагировавших углеводородов С3-С4 и, возможно, образующего(их)ся спирта(ов), причем превращение осуществляют в присутствии как минимум спирта(ов).
При этом для преимущественного превращения в димеры изобутена и/или треталкенов заявлена температура в реакционной зоне 50-120oС (предпочтительно 60-100oС), а для превращения нетретичных алкенов заявлена температура в реакционной зоне 75-145oС.
Недостатком RU 2144018 является то, что в нем не предусмотрены меры по ограничению температуры в кубе ректификационной зоны при отгонке непрореагировавших углеводородов от образовавшихся продуктов. Между тем, при использовании кислых катионитов происходит попадание в реакционную смесь небольших количеств свободной кислоты (при использовании сульфокатионитов - серной кислоты), которая частично содержится в исходных катионитах, а также образуется в результате отщепления от катализатора части кислотных групп в процессе работы.
Попадающая в нижнюю часть и куб ректификационной зоны кислота вызывает протекание реакций уплотнения димеров и тримеров алкенов с образованием смол.
Нами предлагается способ, лишенный указанного недостатка.
Мы предлагаем способ получения высокооктановых смесей, включающий димеризацию и тримеризацию алкенов, имеющих от 3 до 5 углеродных атомов, в реакционной(ых) зоне(ах), содержащей(их) кислый(е) катионит(ы), при повышенных температурах в присутствии малых количеств воды и/или спирта(ов) и последующее отделение от высокооктановой смеси как минимум большей части непрореагировавших углеводородов С3-С4 ректификацией, согласно которому в кубе ректификационной зоны, следующей за реакционной(ыми) зоной(ами), поддерживают в смеси с димерами и тримерами алкенов такую концентрацию непрореагировавших углеводородов, и/или спирта(ов), и/или эфира(ов), что температура куба не превышает 165oС, предпочтительно не превышает 125oС.
Как вариант предлагается способ, согласно которому в реакционной(ых) зоне(ах) поддерживают такую температуру и такое содержание воды и/или спирта(ов), при которых массовое соотношение суммы образующихся из алкенов С4-С5 димеров и/или содимеров к сумме образующихся из алкенов С4-С5 тримеров и сотримеров составляет не менее 4:1, предпочтительно не менее 9:1, а массовое соотношение суммы образующихся димеров и тримеров пропена к тетрамерам пропена составляет не менее 5:1, предпочтительно не менее 10:1.
Как вариант предлагается способ, согласно которому в реакционную(ые) зону(ы) рециркулируют поток(и), включающий(е) спирт(ы) и/или эфир(ы), который(е) выводят в качестве бокового потока ректификационной зоны, сверху которой отгоняют основное количество непрореагировавших углеводородов С3-С4, и/или в качестве дистиллята второй ректификационной зоны, в которую подают кубовый поток предшествующей ректификационной зоны.
Как вариант предлагается способ, согласно которому в составе или совместно с рециркулируемым потоком в реакционную(ые) зону(ы) подают спирт(ы) и/или эфир(ы), образующий(ие)ся в процессе при частичном взаимодействии алкена(ов) с водой и/или спиртом(ами), и/или иной(ые) спирт(ы) с числом углеродных атомов не более 5, предпочтительно не образующий(е) азеотропных смесей с удаляемыми ректификацией непрореагировавшими углеводородами.
Как вариант предлагается способ, согласно которому ди- и тримеризацию алкенов осуществляют в две стадии, после первой из которых от продуктов отгоняют непрореагировавшие углеводороды и после конденсации содержащиеся в них алкены подвергают превращению в ди- и тримеры на второй стадии в присутствии кислого(ых) катионита(ов).
Как вариант предлагается способ, согласно которому при переработке смесей, содержащих одновременно значительное количество треталкена(ов) и нетреталкена(ов) первоначально при меньшей температуре проводят превращение треталкена(ов) путем димеризации и/или соединения с реагентами, выбираемыми из группы нетретспиртов, карбоновых кислот, воды и альдегидов, отгоняют как минимум непрореагировавшие углеводороды С4 и при большей температуре проводят в них преимущественную димеризацию нетреталкенов.
Как вариант предлагается способ, согласно которому при преимущественной димеризации изобутена в изобутенсодержащей смеси с последующей ректификацией в двух зонах в кубовом потоке первой ректификационной зоны поддерживают концентрацию 0,5 - 15,0 мас.%, предпочтительно 1 - 5 мас.% углеводородов С4, направляют его во вторую ректификационную зону, предпочтительно работающую при меньшем давлении, и из нее снизу выводят продукт, содержащий преимущественно димеры изобутена, а сверху выводят и рециркулируют в реакционную(ые) зону(ы) поток дистиллята, содержащий 5 - 60% углеводородов С4, 5 - 70% третбутанола и частично димеры изобутена.
Как вариант предлагается способ, согласно которому при преимущественной димеризации н-бутенов в смеси, содержащей н-бутены, с последующей ректификацией в двух зонах в кубовом потоке первой ректификационной зоны поддерживают концентрацию 0,5 - 15,0 мас.%, предпочтительно 1 - 5 мас.% углеводородов С4, направляют его во вторую ректификационную зону, предпочтительно работающую при меньшем давлении, и из нее снизу выводят продукт, содержащий преимущественно димеры н-бутенов, а сверху выводят и рециркулируют в реакционную(ые) зону(ы) поток дистиллята, содержащий 5 - 60% углеводородов С4 и 2 - 50% вторбутанола и/или 2 - 20% третбутанола, а также частично димеры н-бутенов.
Как вариант предлагается способ, согласно которому при использовании в качестве сырья концентрированного(ых) алкена(ов) или углеводородной смеси с высокой концентрацией алкенов его подают в реакционную(ые) зону(ы) совместно с разбавителем, в качестве которого используют углеводород(ы), обладающий(е) в присутствии кислого(ых) катионита(ов) меньшей реакционной способностью, чем подвергаемый(е) димеризации и тримеризации алкен(ы).
Как вариант предлагается способ, согласно которому в качестве разбавителя используют углеводород(ы) с меньшей(ими) температурой(ами) кипения, чем компоненты целевой высокооктановой смеси, отгоняют как минимум большую часть разбавителя в смеси с непрореагировавшим(и) алкеном(ами) и возможно спиртом(ами) и рециркулируют в реакционную(ые) зону(ы).
Как вариант предлагается способ, согласно которому в качестве разбавителя используют углеводород(ы) с более высокой(ими) температурой(ами) кипения, чем алкен(ы), превращаемый(е) в димеры и тримеры, и выводят его(их) полностью или большей частью в составе целевой высокооктановой смеси, и возможно часть его(их) отгоняют и возвращают в реакционную(ые) зону(ы).
Как вариант предлагается способ, согласно которому получаемую высокооктановую смесь гидрируют и получают продукт, содержащий преимущественно насыщенные углеводороды, и возможно часть его подают в качестве разбавителя в реактор контактирования алкена(ов) с кислым катализатором.
Реакционные зоны могут быть выполнены в виде одного или нескольких последовательных прямоточных реакторов. Удаление реакционной теплоты может осуществляться путем охлаждения через стенки трубок (в кожухотрубчатом(ых) реакторе(ах)), и/или путем межреакторного охлаждения, и/или путем испарения части реакционной массы (с возможной последующей конденсацией и рециркуляцией как минимум части конденсата на вход в реактор(ы)), и/или путем охлаждения и рециркуляции на вход в реактор(ы) части выходящей жидкой реакционной массы.
В качестве катализатора(ов) могут использоваться различные мелкозернистые и/или формованные катиониты, обладающие кислотной функцией, достаточной для катализирования реакций димеризации алкенов, необходимой термостойкостью и устойчивостью в реакционной среде, например макропористые кислые катиониты.
Использование изобретения иллюстрируется фиг.1-3 и примерами. Указанные фиг. 1-3 и примеры не исчерпывают всех возможных вариантов использования изобретения и возможно использование других технических решений при соблюдении сути, изложенной в формуле настоящего изобретения.
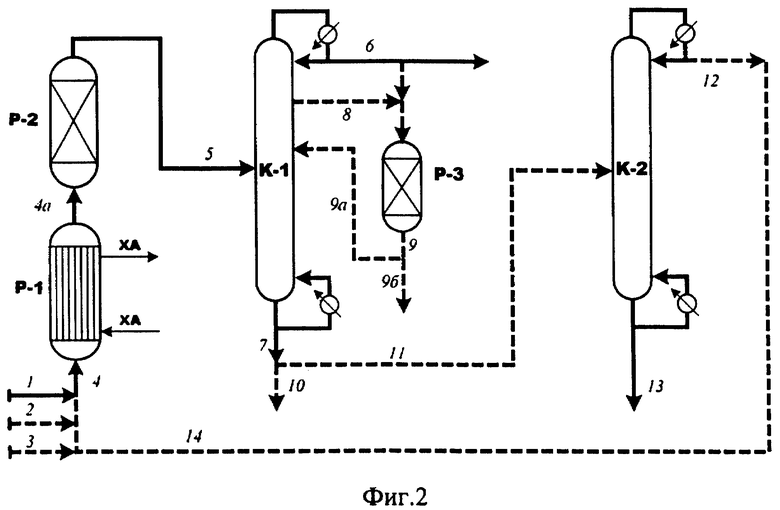
Согласно фиг. 1 сырьевой поток, содержащий алкены, подают по линии 1. Возможно по линии 2 подают поток, включающий воду и/или спирт(ы), по линии 3 - поток, содержащий разбавитель, и по линиям 8 и/или 14 подают рециркуляционный(е) поток(и), включающий(е) спирт(ы), и/или эфир(ы), и/или разбавитель. После смешивания потоков смесь по линии 4 подают в реакционную(е) зону(ы). На фиг.1 показаны варианты с использованием кожухотрубчатого реактора Р (в межтрубную зону которого подают хладоагент ХА) и/или последовательных прямоточных адиабатических реакторов Р-1, Р-2 и Р-3, между которыми проводят охлаждение реакционной массы. Часть охлажденного потока может быть рециркулирована в реактор (показана рециркуляция части охлажденного потока 4а после Р-1 на вход в Р-2).
Выводимый из реакционной зоны поток 5 подают в ректификационную колонну К-1. Сверху К-1 выводят поток 6, содержащий непрореагировавшие углеводороды, который выводят из системы по линии 6а и/или по линии 9 и далее по линии 14 частично или полностью рециркулируют на вход в реактор Р и/или Р-1.
Снизу К-1 выводят поток 7, содержащий как минимум образующиеся димеры, тримеры, а также часть непрореагировавших углеводородов, и/или спирт(ы), и/или эфир(ы), и/или разбавитель, который выводят из системы по линии 10 и/или направляют по линии 11 в ректификационную колонну К-2.
Из К-1 в качестве бокового потока может быть выведен поток 8, содержащий как минимум спирт(ы) и/или эфир(ы), который рециркулируют на вход в Р и/или Р-1.
Сверху колонны К-2 по линии 12 выводят поток, включающий непрореагировавший(е) углеводород(ы), и/или спирт(ы), и/или эфир(ы), и/или разбавитель, и рециркулируют его на вход в Р и/или Р-1.
Снизу К-2 по линии 13 выводят поток, включающий получаемые димеры и тримеры и возможно другие компоненты (углеводороды, спирты, эфиры), присутствие которых в товарном продукте допускается существующими нормами.
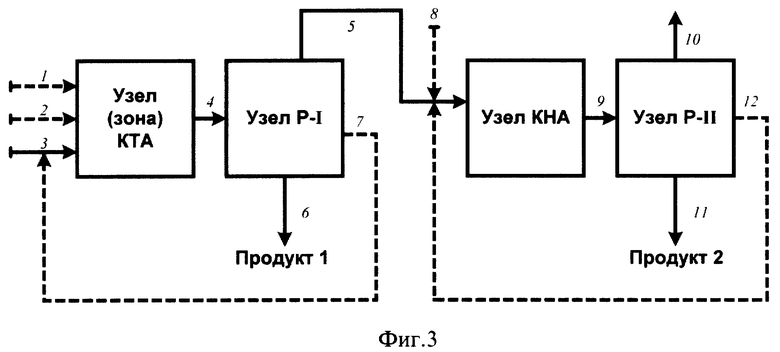
Согласно фиг. 2 ди- и тримеризацию алкенов первоначально осуществляют в системе последовательных прямоточных реакторов Р-1 и Р-2, причем Р-1 является кожухотрубчатым реактором (с подачей в межтрубное пространство хладоагента ХА), а Р-2 является адиабатическим реактором. Часть(и) выходящего(их) из реактора(ов) потока(ов) может быть после охлаждения рециркулирована на вход в реактор(ы).
В реактор Р-1 подают сырьевой поток по линии 1 и возможно поток, содержащий спирт и/или воду (по линии 2), поток разбавителя (по линии 3) и рециркулируемый поток (по линии 14). Вход в Р-1 осуществляется по линии 4. Выводимый из Р-2 реакционный поток по линии 5 подают в ректификационную колонну К-1.
Сверху К-1 отбирают по линии 6 поток непрореагировавших углеводородов, как минимум часть которого затем выводят из системы по линии 6а. Снизу К-1 выводят поток 7, включающий образовавшиеся димеры и тримеры, а также часть непрореагировавших углеводородов, и/или спирт(ы), и/или эфир(ы), и/или разбавитель.
В качестве бокового потока из укрепляющей секции колонны К-1 может быть выведен поток 8, включающий непрореагировавшие алкены.
Часть потока 6 и/или поток 8 направляют в реактор Р-3, где в присутствии кислого катионита подвергают ди- и тримеризации не превращенные ранее алкены, выводимый из Р-3 реакционный поток 9 может быть возвращен в колонну К-1 (линия 9а) и/или выведен по линии 9б для отгонки легких углеводородов в отдельном аппарате (не показан).
Кубовый поток 7 может быть выведен из системы по линии 10 и/или направлен по линии 11 в ректификационную колонну К-2. Сверху К-2 выводят поток 12, который рециркулируют на вход в Р-1, а снизу выводят поток товарного продукта, включающий димеры и тримеры по линии 13.
На фиг. 3 показана схема переработки исходного углеводородного сырья, содержащего одновременно значительные количества трет- и нетреталкенов.
Сырье по линии 1 поступает в узел (зону) конверсии треталкенов (КТА). В указанный узел может поступать поток, содержащий спирт(ы), по линии 2, и/или поток, содержащий другие реагенты, взаимодействующие с треталкенами в узле КТА (вода, карбоновая(ые) кислота(ы), альдегид(ы)), по линии 3, и/или рецикловый поток из узла (зоны) разделения (ректификации) Р-I по линии 7.
Зоны КТА и Р-I могут быть выполнены в виде отдельных узлов (тогда реакционная смесь из узла КТА поступает в узел Р-I потоком 4) либо в виде совмещенного реакционно-ректификационного аппарата (или агрегата).
Из зоны Р-I выводят поток 5, содержащий преимущественно непрореагировавшие углеводороды, поток 6, содержащий продукты превращения треталкена/ов (продукт 1), и возможно рецикловый поток 7, направляемый в зону КТА.
Поток 5 направляют в узел конверсии нетретичных (ди- и тримеризации) алкенов (КНА). Возможно в указанный узел также направляют поток 8, содержащий спирт(ы) и/или воду, и рецикловый поток 12 из последующей зоны ректификации (P-II).
Реакционную смесь из узла КНА по линии 9 направляют в узел P-II. В качестве верхнего продукта узла P-II выводят смесь непрореагировавших углеводородов по линии 10, в качестве нижнего продукта выводят продукт 2, включающий ди- и тримеры нетретичных алкенов, а также возможно выводят рециркуляционный поток 12, направляемый в узел КНА.
Пример 1. Смесь углеводородов С4 (F - поток 1), содержащую 55% изобутана, 45% изобутена и примесь воды, подвергают переработке согласно фиг.1 в варианте с использованием кожухотрубчатого ректора Р и двухколонной системы ректификации с рециркуляцией в реактор потока 12, но без рециркуляции потоков 8 и 9. Используют сульфоионитный катализатор Байер К-2631. В реактор Р подают воду в количестве 2,5 г/кг F.
Концентрация третбутанола на входе в реактор Р 1,0%, воды 0,25%.
В реакторе Р температура 80oС, нагрузка 0,6 л/л кат.ч.
Массовое соотношение димеры : тримеры изобутена после реактора Р 9,7:1.
В колонне К давление верха 5,5 ата, температура верха составляет 40oС (хладагент - промышленная оборотная вода), в кубе колонны поддерживают температуру 165oС.
Сверху колонны К-1 выводят в количестве 0,59 кг/кг F поток 6 (6а), содержащий 6,9% изобутена и 93,1% изобутана. Снизу К-1 выводят поток 7, содержащий 1,1% углеводородов С4, 87,4% димеров изобутена, 9,0% тримеров изобутена и 2,4% третбутанола.
Поток 7 направляют в ректификационную колонну К-2.
В колонне К-2 температура верха составляет 55oС, в кубе колонны поддерживают температуру 145oС.
Сверху колонны К-2 выводят в количестве 0,03 кг/кг F поток 12, содержащий 24% углеводородов С4, 10% димеров изобутена и 66% третбутанола, который рециркулируют в реактор Р.
Снизу колонны К-2 выводят в количестве 0,41 кг/кг F продукт, содержащий 90,2% димеров изобутена, 9,8% тримеров изобутена и 0,05% третбутанола. Продукт имеет RON=107.
Пример 2. Изобутан-изобутеновую смесь (поток 1), содержащую 55% изобутана и 45% изобутена, подвергают переработке согласно фиг.1 с использованием кожухотрубчатого ректора Р и одной ректификационной колонны К-1. В реактор Р подают также в количестве 0,05 кг/кг F изопентан (поток 3), воду в количестве, компенсирующем ее вывод с кубовым продуктом колонны К-1, в том числе в виде третбутанола (поток 2), и рецикловый поток 8 в количестве 0,96 кг/кг F, включающий изопентан, углеводороды С4 и третбутанол.
В трубки реактора Р загружен сульфоионитный катализатор Байер К-2631.
Концентрация третбутанола в питании реактора Р (поток 4) 0,55%, воды 0,15%.
В реакторе Р температура 96oС, нагрузка 1,0 л/л кат.ч.
Массовое соотношение димеры : тримеры изобутена после реактора Р 4,2:1.
В колонне К-1 поддерживают температуру верха 40oС, при этом температура куба составляет 163oС.
Сверху колонны К-1 выводят в количестве 0,57 кг/кг F поток 6 (6а), содержащий 3,2% изобутена и 96,8% изобутана. Снизу К-1 выводят по линиям 7 и 10 в количестве 0,48 кг/кг F продукт, содержащий 9,4% изопентана, 70,7% димеров изобутена, 16,8% тримеров изобутена, 3,0% тетрамеров изобутена и 0,1% третбутанола. Продукт имеет RON=106.
Из колонны К-1 также выводят по линии 8 и рециркулируют на вход в реактор Р в количестве 0,96 кг/кг F боковой поток, содержащий 50,7% углеводородов С4, 47,9% изопентана и 1,1% третбутанола.
Пример 3. Концентрированный изобутен (F - поток 1) подвергают переработке согласно фиг. 1 с использованием трубчатого ректора Р и ректификационных колонн К-1 и К-2. Используют рециркуляцию верхних потоков колонн К-1 и К-2 (потоков 6 и 12) по линии 14 в реактор Р-1. Боковой отбор по линии 8 отсутствует.
В реакторе Р используют формованный сульфоионитный катализатор КИФ. В реактор Р подают также поток 2, содержащий метанол, и поток 3, содержащий н-бутан, в количестве, компенсирующем их потери.
В реакторе Р температура 84oС, нагрузка 0,5 л/л кат.ч. На входе в реактор Р в потоке 4 содержится 35,5% изобутена, 33,5% н-бутана, 0,8% третбутанола, 0,3% метанола, 26,7% метил-третбутилового эфира (МТБЭ) и 3,1% димеров изобутена.
Массовое соотношение димеры : тримеры изобутена после реактора Р 11,9:1.
Реакционную смесь из реактора Р направляют в колонну К-1.
В колонне К-1 температура верха составляет 40oС, в кубе колонны поддерживают температуру 125oС.
Сверху колонны К-1 выводят в количестве 1,14 кг/кг F поток 6, содержащий 9,0% изобутена, 90,2% н-бутана, 0,7% метанола и 0,1% МТБЭ, который по линиям 9 и 14 рециркулируют в реактор Р.
Снизу К-1 выводят поток 7, содержащий 1,2% углеводородов С4, 42,0% МТБЭ, 51,2% димеров изобутена, 4,3% тримеров изобутена и 1,3% третбутанола.
Поток 7 направляют в ректификационную колонну К-2 по линии 11.
В колонне К-2 температура верха составляет 55oС, в кубе колонны поддерживают температуру 145oС.
Сверху колонны К-2 выводят и рециркулируют в реактор Р в количестве 0,97 кг/кг F поток 12, содержащий 2,5% углеводородов С4 (преимущественно н-бутана), 85,0% МТБЭ, 2,5% третбутанола и 10,0% димеров изобутена.
Снизу колонны К-2 выводят в количестве 0,99 кг/кг F продукт, содержащий 91,2% димеров изобутена, 8,5% тримеров изобутена и 0,3% МТБЭ. Продукт имеет RON=107.
Пример 4. Концентрированный изобутен (F - поток 1) подвергают переработке согласно фиг. 1 с использованием сульфоионитного катализатора и режима димеризации, аналогичного примеру 3.
В отличие от примера 3 выводимый из куба колонны К-2 поток 13 подвергают гидрированию на промышленном катализаторе "никель на кизельгуре" при 140-170oС. Десятую часть гидрированного продукта рециркулируют в зону димеризации и тримеризации (в линию 4). Выводят 0,44 кг/кг F продукта, содержащего преимущественно изопарафиновые углеводороды C8 и С12 в соотношении ~ 9:1, а также 2% олефиновых углеводородов C8 и С12. Продукт имеет RON=102.
Пример 5. Пропан-пропеновую смесь (F - поток 1), содержащую 23% пропана и 77% пропена, перерабатывают согласно фиг.1. Используют вариант с 3-мя адиабатическими реакторами, между которыми осуществляют охлаждение потока, и двумя реакционными колоннами К-1 и К-2. Используют рециркуляцию потока по линии 12 и не используют рециркуляцию по линиям 8 и 9.
В реакторах используют сульфоионитный катализатор КУ-23. В реактор Р-1 подают 14 г/кг F воды и 1,40 кг/кг F растворителя - изопентана.
Концентрация изопропанола в питании Р-1 (поток 4) 0,2%, воды 0,5%.
Температура в Р-1 100oС, в Р-2 115oС, в Р-3 115oС.
Общая нагрузка на катализатор 0,45 л/л кат.ч.
Массовое соотношение суммы димеров и тримеров пропена к тетрамерам пропена после реактора Р-3 составляет 11:1.
В колонне К-1 температура верха 40oС, температура куба 123oС.
Сверху К-1 выводят в количестве 0,27 кг/кг F смесь, содержащую 85,8% пропана и 14,2% пропена. Снизу К-1 выводят в количестве 3,9 кг/кг F смесь, содержащую 6,3% углеводородов С3, 71,8% изопентана, 0,2% изопропанола, 1,7% диизопропилового эфира (ДИПЭ), 6,6% димеров пропена, 11,4% тримеров пропена и 1,6% тетрамеров пропена, которую направляют в К-2.
В колонне К-2 температура верха 44oС, температура куба 100oС.
Сверху К-2 выводят и рециркулируют в Р-1 в количестве 1,8 кг/кг F смесь, содержащую 13,6% углеводородов С3, 81,4% изопентана, 0,4% изопропанола и 4,1% димеров пропена.
Из куба К-2 выводят в количестве 2,1 кг/кг F продукт, содержащий 8,8% димеров пропена, 21,2% тримеров пропена, 3,0% тетрамеров пропена и 63,6% изопентана и 3,2% ДИПЭ. Продукт имеет RON=94.
Пример 6. Бутан-бутеновую смесь (F - поток 1), содержащую 20% бутанов и 80% н-бутенов, перерабатывают согласно фиг.1 в варианте, включающем систему трех последовательных прямоточных реакторов с промежуточным охлаждением и две ректификационные колонны К-1 и К-2. Используется рецикл по линии 12. Рецикл по линиям 8 и 9 не используется.
В реакторы загружен сульфоионитный катализатор Амберлист-36. Температура в Р-1 116oС, в Р-2 130oС, в Р-3 125oС.
Общая нагрузка на катализатор 0,33 л/л кат.ч.
В колонне К-1 температура верха 41oС, куба 161oС.
В колонне К-2 температура верха 74oС, куба 125oС.
Массовое соотношение димеров и содимеров н-бутенов к тримерам и сотримерам н-бутенов после реактора Р-3 составляет 16:1.
Сверху К-1 выводят в количестве 0,25 кг/кг F смесь, содержащую 80,6% бутанов и 19,4% н-бутенов.
Из куба К-1 выводят и направляют в колонну К-2 смесь, содержащую 0,5% углеводородов С4, 92,7% димеров и содимеров н-бутенов, 5,8% тримеров и сотримеров н-бутенов, 0,25% вторбутанола и 0,6% дивторбутилового эфира.
Сверху К-2 выводят и рециркулируют в Р-1 в количестве 0,08 кг/кг F смесь, содержащую 5,0% углеводородов С4, 2,6% вторбутанола, 92,4% димеров и содимеров н-бутенов.
Снизу К-2 выводят в количестве 0,75 кг/кг F продукт, содержащий 92,7% димеров и содимеров н-бутенов, 6,4% тримеров и сотримеров н-бутенов и 0,9% дивторбутилового эфира. Продукт имеет RON=90.
Пример 7. Смесь углеводородов С4 и С5 (F, поток 1), содержащую 10% изобутена, 30% третпентенов, 25% бутанов и н-бутенов, 35% пентанов и н-пентенов и растворенную воду, перерабатывают согласно фиг.1 с использованием варианта, включающего кожухотрубчатый реактор Р и ректификационную колонну K-1. Используют рециркуляцию в реактор потока по линии 8.
Реактор содержит смесь сульфоионитного катализатора КУ-23 и катализатора "фосфорная кислота на силикагеле" в соотношении 1:1.
Температура в реакторе 85oС, нагрузка 0,35 л/л кат.ч.
В питании реактора Р содержится 0,6% третбутанола, 0,15% третпентанола и 0,2% воды.
Массовое соотношение димеров и содимеров изобутена и третпентенов к тримерам и сотримерам изобутена и третпентенов после реактора Р составляет 13,7:1.
В колонне К-1 температура верха 51oС, куба 106oС.
Сверху К-1 выводят в количестве 0,23 кг/кг F смесь, содержащую 95,0% бутанов и н-бутенов, 3,5% изобутена и 1,5% изопентана.
Сбоку К-1 выводят и рециркулируют в реактор в количестве 0,70 кг/кг F смесь, содержащую 52,5% углеводородов С4, 40,5% углеводородов С5, 1,5% третбутанола, 0,4% третпентанола и 5,1% димеров изобутена.
Из куба К-1 выводят в количестве 0,78 кг/кг F продукт, содержащий 60,0% углеводородов С5, 8,4% димеров изобутена, 11,8% содимеров изобутена и третпентенов, 16,2% димеров третпентенов, 2,1% тримеров изобутена, 0,9% более высококипящих углеводородов и 0,5% третпентанола. Продукт имеет RON= 92.
Выводимый из куба колонны К-2 поток продукта подвергают гидрированию на катализаторе "никель на кизельгуре" при 140-160oС. При этом получают 0,44 кг/кг F продукта, содержащего преимущественно изопарафиновые углеводороды С8-С12, а также 2,0 маc.% олефиновых углеводородов. Гидрированный продукт имеет RON=90.
Пример 8. Изобутан-изобутеновую смесь F (поток 1), содержащую 45% изобутена и 55% изобутана, перерабатывают согласно фиг.2 в варианте с двумя колоннами К-1 и К-2 подачей в Р-3 бокового отбора 8, подачей всей реакционной смеси из Р-3 (поток 9) в К-1 и рециркуляцией дистиллята колонны К-2 (поток 12) в реактор P-1.
В качестве катализатора используют сульфокатионит Амберлист-15.
Температура в Р-1 85oС, в Р-2 81oС, в Р-3 80oС.
Конверсия изобутена составляет суммарно в Р-1 и Р-2 89%, суммарно в Р-1, Р-2 и Р-3 95%.
В питании Р-1 содержится 2,3% третбутанола и 0,1% воды.
Массовое соотношение димеров изобутена к тримерам изобутена после Р-2 составляет 11:1.
В колонне К-1 температура верха 57oС, куба 125oС
В колонне К-2 температура верха 40oС, куба 165oС.
Сверху К-1 выводят в количестве 0,57 кг/кг F поток, содержащий 96,0% изобутана и 4,0% изобутена.
Сбоку верхней части К-1 выводят в количестве 1,0 кг/кг F поток 8, содержащий 93,4% изобутана, 4,5% изобутена, 1,5% димеров изобутена, 0,2% третбутанола и 0,1% воды, который направляют в реактор Р-3.
Снизу К-1 выводят поток, содержащий 14,8% углеводородов С4, 74,0% димеров изобутена, 7,2% тримеров и тетрамеров изобутена и 4,6% третбутанола.
Сверху К-2 выводят и рециркулируют в Р-1 в количестве 0,15 кг/кг F поток, содержащий 60% углеводородов С4, 15% третбутанола и 25% димеров изобутена.
Снизу К-2 выводят в количестве 0,43 кг/кг F продукт, содержащий 90,6% димеров изобутена, 9,0% тримеров изобутена и 0,4% тетрамеров изобутена. Продукт имеет RON=107.
Пример 9. Смесь углеводородов С4 (F, поток 1), содержащую 40% изобутена, 35% н-бутенов и 25% бутанов, перерабатывают согласно фиг.3. В узле превращения треталкенов проводят ди- и тримеризацию изобутена.
В узле превращения треталкенов КТА используют сульфоионитный катализатор Амберлист-15, в узле превращения нетреталкенов КНА используют термостойкий формованный катализатор Амберлист-36.
Конверсия изобутена в узле превращения треталкенов 94%. Конверсия н-бутенов в узле превращения нетреталкенов 93%.
Узел ректификации Р-I включает две ректификационные колонны.
В первой из них температура вверху 41oС, в кубе 125oС.
Сверху первой колонны выводят и направляют в узел превращения нетреталкенов в количестве 0,57 кг/кг F поток 5, содержащий 52,0% н-бутенов, 4,2% изобутена и 43,8% бутанов.
Снизу первой колонны выводят и направляют во вторую колонну поток, содержащий 0,5% углеводородов С4, 87,0% димеров изобутена, 8,2% тримеров и тетрамеров изобутена и 4,2% третбутанола.
Во второй колонне температура вверху 80oС, в кубе 124oС. Сверху колонны выводят и рециркулируют в узел КТА в количестве 0,05 кг/кг F поток 7, содержащий 5% углеводородов С4, 38% третбутанола и 57% димеров изобутена. Снизу колонны выводят в количестве 0,43 кг/кг F продукт 1, содержащий 90,7% димеров изобутена, 8,4% тримеров изобутена и 0,7% тетрамеров изобутена. Продукт имеет RON=107.
В узел превращения нетреталкенов дополнительно вводят третбутанол в количестве 6,0 г/кг F и подают рецикл (поток 12) из узла ректификации P-II.
Узел ректификации P-II включает две ректификационные колонны.
В первой из них температура вверху 52oС, в кубе 110oС.
Сверху первой колонны выводят в количестве 0,27 кг/кг F поток 10, содержащий 7,7% н-бутенов, 92,3% бутанов.
Снизу первой колонны выводят и направляют во вторую колонну поток, содержащий 15,0% углеводородов С4, 75,9% димеров изобутена, 8,5% тримеров и тетрамеров изобутена и 0,6% вторбутанола.
Во второй колонне температура вверху 41oС, в кубе 150oС. Сверху колонны выводят и рециркулируют в узел КНА в количестве 0,08 кг/кг F поток 12, содержащий 60% углеводородов С4, 2,0% вторбутанола и 38% димеров и содимеров н-бутенов. Снизу колонны выводят в количестве 0,30 кг/кг F продукт 2, содержащий 88,9% димеров и содимеров н-бутенов, 9,1% тримеров и сотримеров н-бутенов и 2,0% тетрамеров изобутена и н-бутенов. Продукт имеет RON = 92.
В первой из них температура вверху 40oС, в кубе 135oС, во второй температура вверху 40oС, в кубе 144oС.
Из узла Р-II выводят в количестве 0,27 кг/кг F поток 10, содержащий 7,7% н-бутенов и 92,3% бутанов, в количестве 0,04 кг/кг F поток 12, содержащий 57% углеводородов С4, 2,0% третбутанола, 5,3% вторбутанола и 35,7% димеров, который возвращают в реакционный узел превращения нетретбутенов, а также в количестве 0,30 кг/кг F продукт 2, содержащий 88,9% димеров и содимеров н-бутенов, 9,1% тримеров и сотримеров н-бутенов и 2,0% тетрамеров изобутена и н-бутенов (RON=92).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОЛИГОМЕРОВ АЛКЕНОВ | 2000 |
|
RU2177930C1 |
| МНОГОФУНКЦИОНАЛЬНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ ПРОДУКТОВ И СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ ПРОДУКТОВ | 2000 |
|
RU2177933C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДИ- И ТРИМЕРОВ АЛКЕНОВ C - C И/ИЛИ ИХ СМЕСЕЙ СО СПИРТАМИ | 1998 |
|
RU2144018C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ ПРОДУКТОВ | 2000 |
|
RU2178404C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОДУКТОВ ДИМЕРИЗАЦИИ И ОЛИГОМЕРИЗАЦИИ | 1998 |
|
RU2137808C1 |
| СПОСОБ ПЕРЕРАБОТКИ ИЗОБУТЕНА В УГЛЕВОДОРОДНОЙ СМЕСИ | 2004 |
|
RU2271349C1 |
| СПОСОБ ВЫДЕЛЕНИЯ ТРЕТ-АЛКЕНОВ C-C | 1999 |
|
RU2147019C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ КОМПОНЕНТОВ И СМЕСЕЙ | 1998 |
|
RU2137807C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ СМЕСЕЙ, СОДЕРЖАЩИХ ЭТИЛ-ТРЕТ-БУТИЛОВЫЙ ЭФИР | 1999 |
|
RU2173312C2 |
| СПОСОБ ПОЛУЧЕНИЯ БУТАДИЕНСОДЕРЖАЩИХ ПОЛИМЕРОВ | 2000 |
|
RU2187514C2 |
Использование: нефтехимия. Сущность: проводят димеризацию и тримеризацию алкенов, имеющих от 3 до 5 углеродных атомов, в реакционной(ых) зоне(ах), содержащей(их) кислый(е) катионит(ы), при повышенных температурах в присутствии малых количеств воды и/или спирта(ов) и последующее отделение от высокооктановой смеси как минимум большей части непрореагировавших углеводородов С3-С4 ректификацией. При этом в кубе ректификационной зоны, следующей за реакционной(ыми) зоной(ами), поддерживают в смеси с димерами и тримерами алкенов такую концентрацию непрореагировавших углеводородов, и/или спирта(ов), и/или эфира(ов), что температура куба не превышает 165oС, предпочтительно не превышает 125oС. Технический результат: снижение смолообразования. 11 з.п.ф-лы, 3 ил.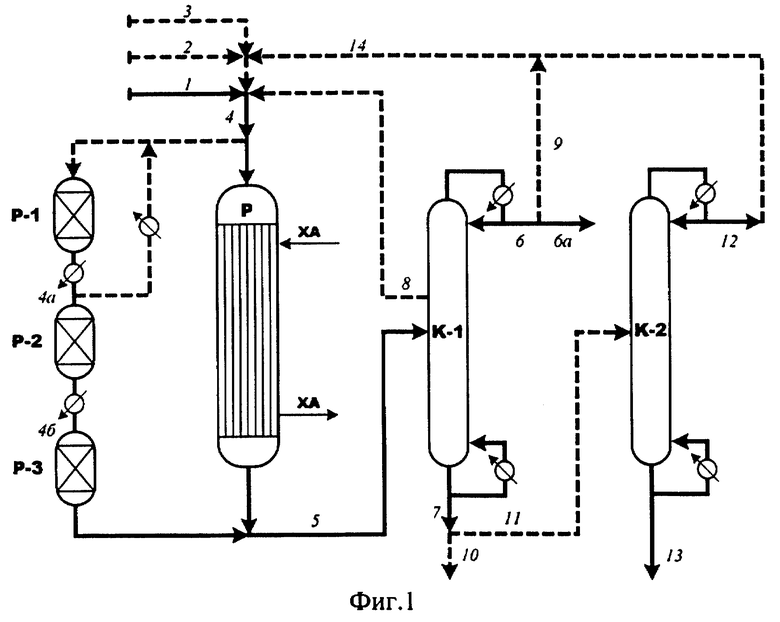
| СПОСОБ ПОЛУЧЕНИЯ ДИ- И ТРИМЕРОВ АЛКЕНОВ C - C И/ИЛИ ИХ СМЕСЕЙ СО СПИРТАМИ | 1998 |
|
RU2144018C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТИЛ-ТРЕТ-АЛКИЛОВОГО ЭФИРА И КОМПОНЕНТА МОТОРНОГО ТОПЛИВА | 1994 |
|
RU2078752C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОДУКТОВ ДИМЕРИЗАЦИИ И ОЛИГОМЕРИЗАЦИИ | 1998 |
|
RU2137808C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ КОМПОНЕНТОВ И СМЕСЕЙ | 1998 |
|
RU2137807C1 |
| Автоматический упор к вырубным и последовательным штампам | 1981 |
|
SU994088A1 |
| Способ предотвращения кристаллизации канифоли при ее разливе в тонком слое | 1950 |
|
SU87658A1 |
| 0 |
|
SU266047A1 | |
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |

