j; :о ISD ю KD
Изобретение относится к ремонту железнодорожнрго пути, в частности к способам удлинения и ремонта рельсовых плетей бесстыкового пути.
Известен .способ сварки рельсовых плетей бесстыкового пути, заключающийся в том, что изгибают одну из свариваемых рельсовых плетей, -сваривают рельсовые плети и выпрямляют изогнутую рельсовую плеть l ,
Недостатком указанного способа является необходимость производства работ по снятию напряжений в месте сварки и изгиба, если их сварка про изводилась при температуре ниже их температуры при закреплении. Это 9,бусловлено тем, что при устранении части остаточной стрелы изгиба плети и ее последующего закрепления, в месте изгиба и сварки создаются сжимающие напряжения, в то время как на прилегающих участках закрепленных плетей наблюдаются растягивающие напряжения. В случае, если работы по снятию напряжений не проиведены, то при определенных усло-виях может произойти потеря устойчивости плетей в месте сварки .и изгибе.
Поэтому, данный способ рекомендуется применять только при температурах, превышающих их температуру при закреплении.
Указанные недостатки снижают эффективность способа.
Цель изобретения - повышение его эффективности путем исключения снятия напряжений в рельсовых плетях.
Поставленная цель достигается тем, что согласно способу сварки рельсовых плетей бесстыкового пути, заключающимся в том, что изгибают одну из свариваемых рельсовых плете сваривают рельсовые плети и выпрямляют изогнутую рельсовую плеть, перед изгибом одной рельсовой плети ее нагревают, удлиняя при этом, и поддерживают эту плеть в нагретом состоянии до окончания проце :са сваки .
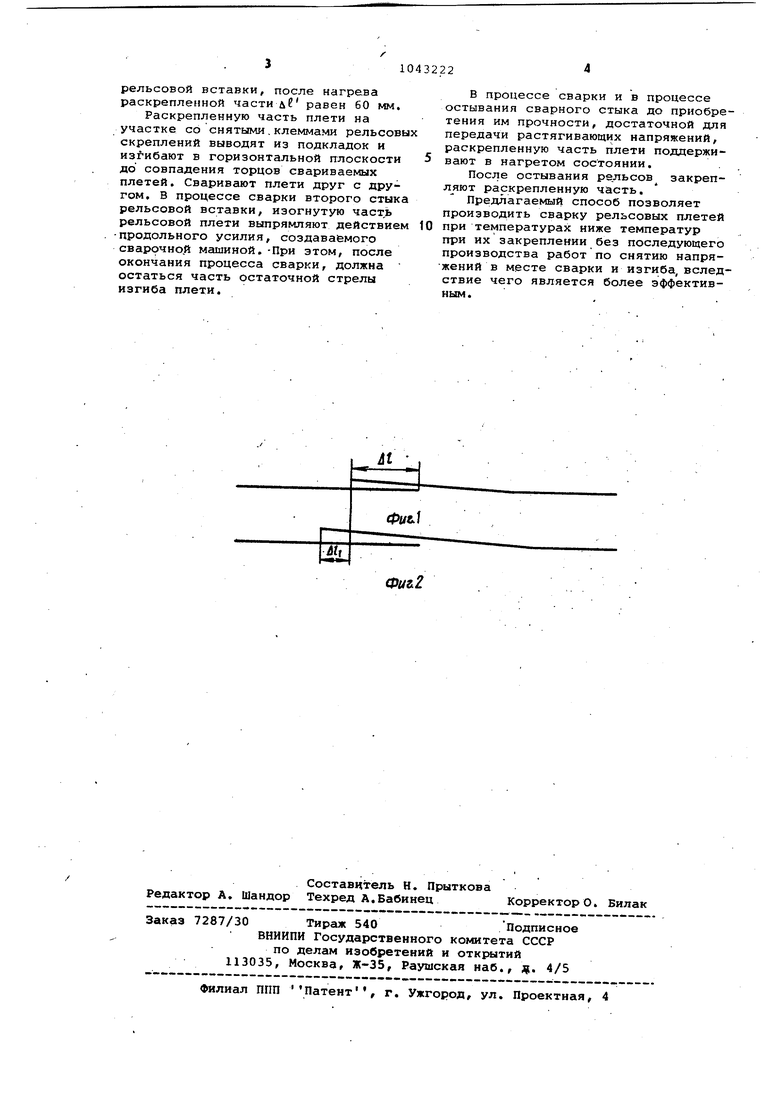
На фиг.1 изображено расположение рельсовых плетей перед нагревом; на фиг,2 - то же, после их нагрева.
Пример. Необходимо произвести ремонт сваркой лопнувшей рельсовой плети бесстыкового пути, изготоленной из рельсов типа Р-65 и закрепленной на постоянный режим эксплуатации при температуре рельсов, равной 25°С. Температура рельсов пр их ремонте сваркой равна 5°С.
Согласно техническим указаниям на укладку, содержание и ремонт опытных участков бесстыкового пути с сверхдлинными рельсовыми плетями, работы по удлинению или восстановлению рельсовой плети производятся только при температуре рельсов, превышающей температуру закрепления свариваемых плетей не менее,чем на 5°С, и не более чем на 20°С.
Принимаем к примеру, температуру рельсов, при которой мы можем произвести ремонт рельсовой плети бесстыкового пути сваркой, равной ЗО-с. При данной температуре рельсоввеличина перекрытия концов рельсовых плетей под сварку (их забега) отно0сительно друг друга определяется по формуле „, „ „ о
лб--&Е,4.,
где йР - величина припуска на оплавление и осадку при сварке
5 плетей (определяется при сварке контрольных образцов на станции), к примеру &ЕГ 55 мм;
ле величина, припуска на косину
0 реза рельсорезным станком, к примеру лС,- ММ uE - величина запаса, которая
зависит от разницы температур плетей при их ремонте
5 сваркой и закреплении. Для нашего примера лР- 4 мм,АЕ 55+1+4 60 мм.
Фактическая величина забега рельсовых плетей бесстыкового пути от0носительно друг друга определяется по формуле
.Liia-t.),
35
где о;, - коэффициент удлинения .рельсовой стали (У 0,0000118; U - длина раскрепления участка
плети U 45000 мм;
0 t принятая темпера/тура, при которой можно производить ремонт рельсовой плети бесстыкового пути сваркой, t 30°C;
фактическая температура рель5сов при их ремонте сваркой ti--5°C.
Л. г 60 мм-0,000118 45000« (30-5) 60-13 47 мм.
0
Последовательность выполнения отдельных операций при ремонте рельсовой плети бесстыкового пути сваркой предлагаемым способом следующаяj
После сварки первого стыка рель5совой вставки с плетью, производят разметку забега второй рельсовой плети относительно рельсовой вставки. Эта величина забега &2 равна 47 мм. По зтой разметке конец рельсовой
0 плети с болтовыми отверстиями обрезается.
Производят нагрев раскрепленной части рельсовой плети до получения забега рельсовой плети под сварку. Забег рельсовой плети относительно
5
рельсовой вставки, после нагрева раскрепленной части равен 60 мм.
Раскрепленную часть плети на участке со снятыми,клеммами рельсовы скреплений выводят из подкладок и Hsf-HCaroT в горизонтальной плоскости до совпадения торцов свариваемых плетей. Сваривают плети друг с другом, В процессе сварки второго стыка рельсовой вставки, изогнутую часть рельсовой плети выпрямляют действием продольного усилия, создаваемого сварочной машиной.-При этом, после окончания процесса сварки, должна остаться часть остаточной стрелы изгиба плети.
В процессе сварки и в процессе остывания сварного стыка до приобретения им прочности, достаточной для передачи растягивающих напряжений, раскрепленную часть плети поддерживают в нагретом состоянии.
После остывания рельсов закрепляют раскрепленную часть.
Предлагаемый способ позволяет производить сварку рельсовых плетей при температурах ниже температур при их закреплении без последующего производства работ по снятию напряжений в месте сварки и изгиба, вследствие чего является более эффективным...
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ РЕЛЬСОВЫХ ПЛЕТЕЙ БЕССТЫКОВОГО ПУТИ | 1991 |
|
RU2022076C1 |
| Способ удлинения рельсовой плети бесстыкового пути | 1982 |
|
SU1017757A1 |
| СПОСОБ СВАРКИ РЕЛЬСОВЫХ ПЛЕТЕЙ БЕССТЫКОВОГО ПУТИ И РЕЛЬСОВЫЙ СКОЛЬЗУН ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2230150C2 |
| СПОСОБ РЕМОНТА РЕЛЬСОВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ БЕЗ УДАЛЕНИЯ ИХ С ПОЛОТНА | 2008 |
|
RU2364674C1 |
| Способ соединения рельсовых плетей с восстановлением температурного режима работы бесстыкового пути при низких температурах | 2015 |
|
RU2610761C1 |
| СПОСОБ СОЕДИНЕНИЯ РЕЛЬСОВЫХ ПЛЕТЕЙ БЕССТЫКОВОГО ПУТИ | 2004 |
|
RU2291240C2 |
| СПОСОБ УДЛИНЕНИЯ ДЛИННЫХ ПЛЕТЕЙ БЕССТЫКОВОГО ПУТИ | 2012 |
|
RU2520178C2 |
| Способ укладки плетей бесстыкового пути с удлинением их, сваркой и вводом в оптимальную температуру закрепления | 2019 |
|
RU2732635C1 |
| СПОСОБ СОЕДИНЕНИЯ РЕЛЬСОВЫХ ПЛЕТЕЙ БЕССТЫКОВОГО ПУТИ | 2013 |
|
RU2541618C1 |
| СПОСОБ УДАЛЕНИЯ ДЕФЕКТНОГО УЧАСТКА РЕЛЬСОВОЙ ПЛЕТИ БЕССТЫКОВОГО ПУТИ И ВОССТАНОВЛЕНИЯ ЕЕ ЦЕЛОСТНОСТИ СВАРКОЙ | 2005 |
|
RU2300601C1 |
СПОСОБ СВАРКИ РЕЛЬСОВЫХ ПЛЕТЕЙ БЕССТЫКОВОГО ПУТИ, заключаюгщийся в том, что изгибают одну из свариваемых рельсовых плетей, сваривают рельсовые плети и выпрямляют изогнутую рельсовую плеть, отличающийся тем, что, с целью повышения эффективности путем исключения снятия напряжений в рельсовых плетях, перед изгибом одной рельсовой плети ее нагревают, удлиняя при этом, и поддерживают эту плеть в нагретом состоянии до окончания процесса сварки.
Л1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
| . | |||
