При выполнении алюминотермитной сварки необходимо, чтобы между свариваемыми концами рельсов стабильно сохранялся зазор в 25±1 мм и чтобы это положение рельсов сохранялось до приобретения сварным швом необходимой прочности на растяжение. Обеспечить данное условие при одновременном вводе рельсовой плети в заданный температурный режим работы можно с помощью гидравлического натяжного устройства (ГНУ) [1].
Ныне применяемые конструкции ГНУ могут обеспечивать натяжение рельсов максимум на 620 и 800 кН, что соответствует растягивающей продольной температурной силе, эквивалентной изменению температуры рельсов на 31 и 40°C. Такая сила натяжения для большинства реальных условий может считаться достаточной. Опыт показал, что при больших силах, чем 400 кН, в известных конструкциях ГНУ не обеспечивается стабильная величина зазора во время сварки.
В П. 4.6. [2] сказано, что «Разрешается восстанавливать плети алюминотермитной сваркой при температуре плетей выше и ниже их температуры закрепления с последующим перезакреплением или разрядкой напряжений способами аналогичными при сварке ПРСМ». Но «способы, аналогичные при сварке ПРСМ», приведенные в [2], не пригодны для практического применения, так как трудоемки и не обеспечивают требуемый температурный режим работы бесстыкового пути.
В [1] учтено, что при натяжении двух концов рельсовой плети их суммарное перемещение можно рассчитать по известной формуле:

где α - коэффициент температурного расширения рельсовой стали, α=11,8⋅10-6 1/°C;
E - модуль упругости рельсовой стали, Е=2,1⋅105 МПа;
ω - площадь поперечного сечения рельса ωp65=80⋅10-4 м2;
Δt - разница температуры рельса и температуры закрепления рельсовой плети;
r - погонное сопротивление продольным перемещениям рельсов.
Если α, E, ω и Δt имеют достаточно определенные числовые значения, то r - случайная величина с большой дисперсией. В связи с этим при натяжении концов рельсовой плети с применением ГНУ следует ожидать, что перемещение, найденное с использованием средних значений r по формуле (1), окажется или недостаточным или избыточным. В первом случае следует уменьшить погонные сопротивления раскреплением части концевых участков плети до тех пор, пока зазор не станет равным расчетному значению, во втором случае следует дообрезать концы свариваемых рельсов.
До натяжения рельсовых плетей их 50-метровые концевые участки должны в раскрепленном состоянии быть зафиксированы рисками против постоянных точек на шпалах. Это необходимо для контроля величины продольной силы. Сила натяжения рельсов контролируется через измерение разницы перемещений на двух смежных створах  , которая вычисляется по следующей формуле (одна из рисок ставится сразу за захватами ГНУ):
, которая вычисляется по следующей формуле (одна из рисок ставится сразу за захватами ГНУ):

где - увеличение длины 50-метрового концевого участка рельсовой плети (достаточна точность определения расстояния в 50 м ± 0,5 м).
Поскольку F=αEωAt, то проще пользоваться вместо формулы (2) формулой

где Δt - изменение температуры закрепления на концевых участках рельсовой плети для ввода места сварки в требуемый температурный режим работы бесстыкового пути.
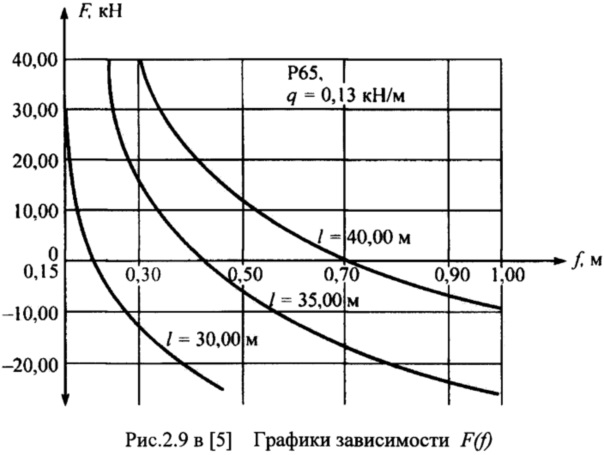
Если ГНУ из-за своих конструктивных особенностей или состояния гидравлики не может обеспечить стабильной фиксации свариваемых концов рельсов на период производства сварочных работ, особенно при больших продольных силах до 800 кН, то в этом случае следует обезгрузить свариваемые концы плетей раскреплением их с обеих сторон от ГНУ путем нагрева определенных расчетом участков рельсовых плетей, раскрепленных и изогнутых в плане со стрелой, при которой продольная сила на конце изогнутого участка будет близкой к нулю. Эта сила определяется по формуле, приведенной в [3]:

где q - погонное сопротивление поперечным перемещениям изогнутой части рельсов в плане по металлическим скользунам, q=0,13 кН/м;
 - длина изгибаемого участка рельсов (40 м);
- длина изгибаемого участка рельсов (40 м);
I - момент инерции сечения рельса при изгибе его в плане (для рельса типа P65 I=5,67⋅10-6 м4).
В [3] на рис. 2.9 приведены графики зависимости, найденные по формуле (4)
После того как с применением ГНУ будут натянуты концы и создан необходимый зазор, в таком положении рельсы для контроля фиксируются рисками на шпалах, открепленных от рельсов вблизи захватов ГНУ. После окончания сварочных работ такое положение рисок должно остаться. Во время нагрева изгибаемых участков рельсов следят, чтобы эти риски стали на заданное место, что легко сделать за счет регулировки стрелы и с помощью ГНУ, только после этого можно приступить с самой сварке. С целью снятия избыточной продольной силы в натяжном устройстве, с обеих сторон от натяжного устройства на определенной расчетом длине рельсы до сварки раскрепляют, нагревают и изгибают на расчетную величину, а после остывания рельсов и приобретения сварным стыком необходимой прочности нагрев прекращают и изогнутые участки рельсов выпрямляют.
Источники информации
1. Патент на изобретение №2291240 «Способ соединения рельсовых плетей бесстыкового пути» (В.И. Новакович, А.Н. Игнатьев, Н.И. Залавский, А.Б. Киреевнин, Г.В. Карпачевский). Опубл. 10.01.2007. Бюл. №1.
2. Инструкция по устройству, укладке, содержанию и ремонту бесстыкового пути ЦП-2788 от 29.12.2012.
3. Новакович В.И. Бесстыковой путь со сверхдлинными рельсовыми плетями: Учебное пособие для вузов железнодорожного транспорта (рекомендовано Управлением кадров и учебных заведений Федерального агентства железнодорожного транспорта). М.: Маршрут, 2005 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ РЕЛЬСОВЫХ ПЛЕТЕЙ БЕССТЫКОВОГО ПУТИ | 2004 |
|
RU2291240C2 |
| СПОСОБ ОБНАРУЖЕНИЯ ОПАСНОГО МЕСТА С ИЗБЫТОЧНОЙ ПРОДОЛЬНОЙ СЖИМАЮЩЕЙ СИЛОЙ, ВЫЗЫВАЮЩЕЙ ПОТЕРЮ УСТОЙЧИВОСТИ БЕССТЫКОВОГО ПУТИ | 2015 |
|
RU2617620C2 |
| Способ сварки рельсовых плетей бесстыкового пути | 1982 |
|
SU1043222A1 |
| СПОСОБ УДЛИНЕНИЯ РЕЛЬСОВЫХ ПЛЕТЕЙ БЕССТЫКОВОГО ПУТИ | 2009 |
|
RU2388864C1 |
| СПОСОБ СОЕДИНЕНИЯ РЕЛЬСОВЫХ ПЛЕТЕЙ БЕССТЫКОВОГО ПУТИ | 2013 |
|
RU2541618C1 |
| СПОСОБ ОБНАРУЖЕНИЯ ОПАСНОГО МЕСТА С ИЗБЫТОЧНОЙ ПРОДОЛЬНОЙ СЖИМАЮЩЕЙ СИЛОЙ, ВЫЗЫВАЮЩЕЙ ПОТЕРЮ УСТОЙЧИВОСТИ БЕССТЫКОВОГО ПУТИ | 2021 |
|
RU2758970C1 |
| Способ укладки плетей бесстыкового пути с удлинением их, сваркой и вводом в оптимальную температуру закрепления | 2019 |
|
RU2732635C1 |
| СПОСОБ РЕМОНТА РЕЛЬСОВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ БЕЗ УДАЛЕНИЯ ИХ С ПОЛОТНА | 2008 |
|
RU2364674C1 |
| СПОСОБ СМЕНЫ РЕЛЬСОВЫХ ПЛЕТЕЙ | 2006 |
|
RU2327001C1 |
| СПОСОБ СВАРКИ РЕЛЬСОВЫХ ПЛЕТЕЙ БЕССТЫКОВОГО ПУТИ И РЕЛЬСОВЫЙ СКОЛЬЗУН ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2230150C2 |
Изобретение относится к устройству железнодорожного пути и может быть использовано при ремонте или укладке бесстыкового пути. Для соединения рельсовых плетей с восстановлением температурного режима работы бесстыкового пути при низких температурах сваривают концы примыкающих рельсовых плетей с применением натяжного устройства. Перед натяжением плетей расчетом определяется необходимый зазор. После термитной сварки раскрепляют определяемую расчетом часть рельсовой плети с обоих концов от сварного стыка. Подбивают шпалы и закрепляют на них рельсы. С обеих сторон от натяжного устройства на определенной расчетом длине рельсы до сварки раскрепляют, нагревают и изгибают на расчетную величину. После остывания рельсов и приобретения сварным стыком необходимой прочности нагрев прекращают и изогнутые участки рельсов выпрямляют. Достигается возможность снятия избыточной продольной силы в натяжном устройстве.
Способ соединения рельсовых плетей с восстановлением температурного режима работы бесстыкового пути при низких температурах, заключающийся в том, что на концах двух примыкающих рельсовых плетей монтируют стяжной прибор, с помощью которого концы рельсовых плетей перемещают навстречу друг другу, устанавливают величину зазора и производят термитную сварку, перед натяжением примыкающих рельсовых плетей стяжным прибором расчетом приближенно определяют величину продольного перемещения концов рельсовых плетей, при фактически большем перемещении по сравнению с расчетом производят дообрезку концов рельсовых плетей, при фактически недостаточном перемещении по сравнению с расчетом производят раскрепление рельсовых плетей со шпалами, начиная от концов плетей до тех пор, пока зазор не станет равным по величине расчетному значению, после термитной сварки и остывания стыка с приобретением сварным стыком достаточной прочности снимают стяжной прибор, раскрепляют определенную расчетом длину части рельсовой плети с обеих сторон от сварного стыка, а затем до открытия пути для движения поездов на этом же участке производят подбивку шпал и закрепляют рельсовые плети, отличающийся тем, что с целью снятия избыточной продольной силы в натяжном устройстве с обоих концов от натяжного устройства на определенной расчетом длине рельсы до сварки нагревают и изгибают на расчетную величину, а после остывания рельсов и приобретения сварным стыком достаточной прочности нагрев прекращают и изогнутые участки рельсов выпрямляют.
| СПОСОБ СОЕДИНЕНИЯ РЕЛЬСОВЫХ ПЛЕТЕЙ БЕССТЫКОВОГО ПУТИ | 2004 |
|
RU2291240C2 |
| Способ сварки рельсовых плетей бесстыкового пути | 1982 |
|
SU1043222A1 |
| СПОСОБ СВАРКИ РЕЛЬСОВЫХ ПЛЕТЕЙ БЕССТЫКОВОГО ПУТИ | 1991 |
|
RU2022076C1 |
| Устройство для установки вентилятора с теплообменником в раме окна помещения | 1990 |
|
SU1762085A1 |

