Предлагаемое изобретение относится к области нанесения защитно-декоративных покрытий на изделия, изготовленные из алюминиевых сплавов с помощью дугового разряда в атмосфере химически активных газов. Может быть использовано для получения защитных покрытий на деталях, работающих в химической промышленности, в качестве декоративных покрытий в приборостроении и электронной промышленности. Кроме того, детали из легких сплавов с защитными покрытиями могут применяться в самолетостроении и космической технике.
Известно покрытие толщиной 4 мм, состоящее из твердого раствора (FeAl)хN, нанесенное на подложку, изготовленную из алюминиевого сплава ионно-плазменным способом (PVD) (см. заявку Японии JR 91256984, С 23 С 14/06, заявлено 09.09.1999).
Однако покрытие, состоящее из твердого раствора (FeAl)хN, нанесенное на подложку, изготовленную из алюминиевого сплава, имеет гексагональную кристаллическую решетку, а алюминиевая подложка имеет кубическую кристаллическую решетку. Таким образом, разница в кристаллических решетках приводит к появлению сжимающих напряжений и, в конечном итоге, к отслоению покрытия. Кроме того, наличие железа в твердом растворе приводит к снижению термоустойчивости при температуре 600-700°С (873-973К). Поэтому изделие полностью теряет свои эксплуатационные свойства.
Известно покрытие, состоящее из молибдена, которое наносят на детали, изготовленные из алюминиевого сплава, содержащего более 20% кремния (см. “Нанесение твердых покрытий методом физического осаждения паров (PVD) на инструменты в декоративных целях”. С. 12. Симпозиум Государственного комитета СССР по науке и технике и фирмы Лейбольд-Гереус. Дом научно-технической пропаганды. - М., 1978).
Однако, известное покрытие обладает высокими эксплуатационными свойствами и высокой износоустойчивостью лишь при температуре до 200°С (473К). Как показали исследования, уже при температуре 300°С (573К) на молибдене образуется слой окалины, состоящий из окиси молибдена. Таким образом, детали, изготовленные из алюминиевых сплавов с покрытием из молибдена обладают низкими эксплуатационными свойствами при температуре, равной 500°С (773К).
Наиболее близким к заявляемому техническому решению по технической сущности и достигаемому результату является покрытие, состоящее из нитрида циркония, которое наносят на детали, изготовленные из титанового сплава ВТ-1 и алюминиевого сплава САП 2 (см. журнал “Авиационная промышленность”. №3, 1988, с.51-52).
Недостатком известного покрытия, состоящего из нитрида циркония, является тот факт, что покрытие наносят на подложку с низкой твердостью. Ввиду того, что подложка и покрытие имеют большую разницу по коэффициенту линейного расширения, это приводит к образованию значительных сжимающих напряжений. Образование сжимающих напряжений служит основной причиной отслоения покрытий. Поэтому при высокой температуре и контактной нагрузке происходит отслоение покрытия и изделие полностью теряет свои эксплуатационные свойства.
Задачей заявляемого технического решения является повышение температуроустойчивости и износоустойчивости покрытия, наносимого на изделие, изготовленное из алюминиевого сплава при температуре 600-700°С (873-973К), за счет нанесения заявляемого двухслойного покрытия.
Поставленная цель достигается тем, что, согласно заявляемому техническому решению, сначала на поверхности алюминиевой подложки, состоящей из твердого раствора алюминия и кремния, формируют промежуточный слой, состоящий из нитрида хрома толщиной 1-2 мкм. Покрытие из нитрида хрома имеет кубическую кристаллическую решетку, подложка из алюминия имеет также кубическую кристаллическую решетку. Таким образом, близость кристаллических решеток покрытия из нитрида хрома и подложки из алюминия исключает появление сжимающих напряжений, приводящих к появлению пор, и, в конечном итоге, к отслоению покрытия от подложки, изготовленной из алюминиевого сплава. Затем наносят основное покрытие, состоящее из ZrxAl1-xN, где значение х находится в пределах 0,4-0,6 толщиной 5-15 мкм, путем введения в плазму нитрида циркония алюминия. В этом случае получается покрытие с особо мелкозернистой кристаллической структурой и высокой термоустойчивостью при температуре, равной 600-700°С (873-973К).
Обоснование заявляемой толщины промежуточного слоя, состоящего из нитрида хрома (CrN) толщиной от 1 мкм до 2 мкм.
Для обоснования толщины промежуточного слоя, состоящего из нитрида хрома (CrN) в вакуумную камеру установки "Булат-6" был установлен катод, изготовленный из хромового сплава Хч99а ТУ 14-5-128-86, и катод, изготовленный из циркониевого сплава 100, в торце которого выполнены отверстия диаметром, равным 5 мм, и глубиной 20 мм, в которые устанавливают стержни, изготовленные из алюминиевого сплава В95. Далее были изготовлены три пластины размером 42х15х2 мм из алюминиевого сплава АЛ-9, состоящего из 90% алюминия, 8% кремния, 2% магния. Образцы формировали по 3 штуки в каждой партии. На каждую партию пластин наносили подслой из нитрида хрома (CrN) различной толщины при температуре, равной 200-350°С(473-623К), и основное покрытие, состоящее из ZrxAl1-xN, где значение х составляет 0,5, толщиной 6 мкм. Нанесение промежуточного покрытия осуществлялось следующим образом. Перед нанесением промежуточного слоя образцы обезжиривали бензином, протирали салфеткой, смоченной спиртом и загружали в вакуумную камеру установки "Булат-6". Затем из вакуумной камеры откачивали воздух до остаточного давления, равного 5·10-5 мм рт.ст., (6,65·10-3 Па), устанавливали ток горения дуги между катодом и камерой, равный 130 А, напряжение между подложкой и камерой, равное 1000 В, и производили бомбардировку ионами хрома до температуры 200-350°С (473-623К). Далее на алюминиевую подложку наносили промежуточный слой, состоящий из нитрида хрома (ZrN) различной толщины от 0,3 до 3 мкм. Затем производили напуск реактивного газа-азота (N2 ↑) - до остаточного давления (7-8)·10-3 мм рт.ст. (9,31-10,64 Па), снижали потенциал до 300 В, включали катод, изготовленный из сплава 100 с алюминиевыми стержнями, и наносили основное покрытие толщиной 6 мкм, состоящее из ZrxAl1-xN, где значение х составляет 0,5.
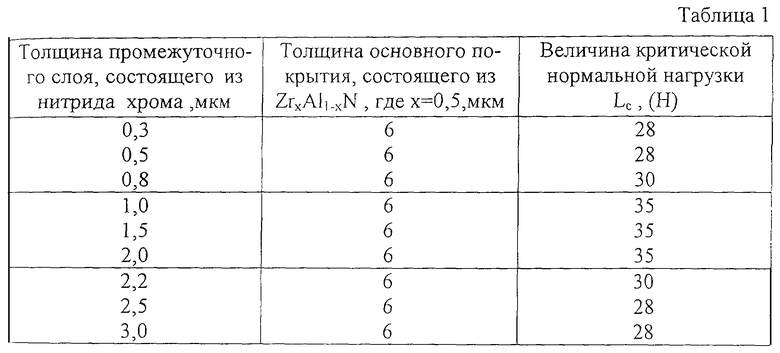
Критерием, удовлетворяющим требованию оптимального сцепления термоустойчивого покрытия с промежуточным слоем, является величина критической нагрузки, равная 35 Н. Таким образом, как видно из представленной таблицы 1, наибольшая адгезия между основным покрытием и промежуточным слоем обеспечивается при толщине промежуточного слоя 1-2 мкм. При выходе за указанные пределы наблюдается снижение величины адгезии.
Обоснование основного покрытия.
Для обоснования заданного физико-химического состава основного покрытия были изготовлены образцы из алюминиевого сплава АЛ9, состоящего из 8% кремния, 2% магния и 90% алюминия, размером 10 мм · 10 мм и толщиной 3 мм. Образцы шлифовали, полировали, обезжиривали в ультразвуковом поле, промывали в этиловом спирте. Затем пластины устанавливали на многопозиционное вращающее устройство установки "Булат-6". Из вакуумной камеры установки “Булат-6 “ откачивали воздух до остаточного давления, равного 6,6·10-3 Па. Затем производили бомбардировку ионами хрома до температуры, равной 200-350°С (473-623К). После нагрева поверхности подложки наносили промежуточный слой, состоящий из нитрида хрома толщиной, равной 1 мкм. Затем наносили основное покрытие, состоящее из ZrxAl1-xN, где х находится в пределах 0,1-0,8. Таким образом, на образцы, изготовленные из алюминиевого сплава, нанесли восемь составов покрытий. Затем образцы с различными составами основного покрытия подвергались испытаниям на стойкость к окислению при повышенной температуре. Для качественной оценки степени окисления использовали весовой показатель процесса окисления К=(5-6)·10-8 кг/м2 - изменение массы.
Критерием, удовлетворяющим требованию оптимального сцепления термоустойчивого покрытия с промежуточным слоем является величина критической нагрузки, равная 35 Н, и величина скорости окисления не менее К=(5-6)·10-8кг/м2. Результаты испытаний представлены в таблице 2.
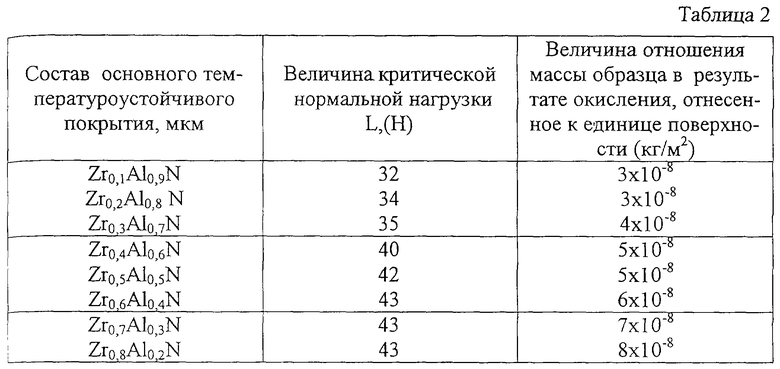
Таким образом, как видно из таблицы 2, наибольшая адгезия между основным покрытием и промежуточным слоем и наименьшее окисление наблюдается у покрытия, состоящего из ZrxAl1-x N, где значение х находится в пределах 0,4 - 0,6, при выходе за указанные пределы величина адгезии уменьшается.
Обоснование толщины основного покрытия.
Для обоснования толщины основного покрытия были изготовлены образцы из сплава Ал 9, состоящего из 8% кремния, 2% магния и 90% алюминия размером 10 мм · 10 мм и толщиной 3 мм. Образцы шлифовали, полировали, обезжиривали ультразвуковой мойкой и протирали салфеткой, смоченной этиловым спиртом. Затем пластины устанавливали на многопозиционное вращающееся устройство установки Булат-6. Из вакуумной камеры установки Булат-6 откачивали воздух до остаточного давления 5·10-5 мм рт.ст. (6,65·10-3 Па). Затем проводили бомбардировку ионами хрома до температуры, равной 200-350°С (473-623К).
После нагрева поверхности подложки наносили промежуточный слой, состоящий из нитрида хрома толщиной, равной 1 мкм. Затем наносили основное покрытие, состоящее из ZrхAl1-хN различной толщины от 1 до 19 мкм. Результаты испытаний представлены в таблице 3.
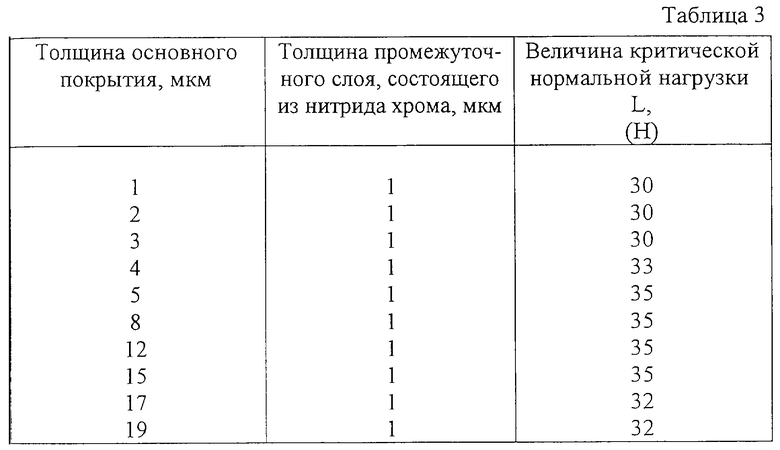
Критерием, удовлетворяющим требованию оптимального сцепления термоустойчивого покрытия с промежуточным слоем, является величина критической нагрузки, равная 35 Н. Таким образом, как видно из таблицы 3, наибольшая адгезия между основным покрытием и промежуточным слоем обеспечивается при толщине основного основного покрытия 5-15 мкм.
При выходе за указанные пределы величина адгезии уменьшается.
Пример конкретного выполнения.
Для примера конкретного выполнения была выбрана корпусная деталь агрегата жидкостных ракетных двигателей (ж.р.д.), обладающая сложной формой и изготовлненная из алюминиевого сплава АК9Ч. Основной причиной износа корпусных деталей является образование трещин из-за неоднородности химического состава заготовок под воздействием температуры, равной 500-600°С (723-873К). Корпусную деталь, изготовленную из алюминиевого сплава А.К9Ч, обезжиривали бензином, протирали салфеткой, смоченной этиловым спиртом. Затем деталь закрепляли на оси, установленной в вакуумной камере. Предварительно в вакуумную камеру устанавливали один катод, изготовленный из хромового сплава Хч99 ТУ 14-5-128-86, а другой катод, изготовленный из циркониевого сплава 100, в торце катода высверлены отверстия, в которые установлены 45 стержней, изготовленных из алюминиевого сплава В95. После установки корпуса в вакуумной камере откачивали воздух до остаточного давления, равного 5×10-3 мм рт.ст. (6,5·10-3 Па). При достижении заданного давления между подложкой и камерой устанавливали потенциал, равный 1000 В, устанавливали ток горения дуги на катоде, изготовленном из хромового сплава Хч99 Ту 14-5-128-86, равный 130 А, и проводили разогрев изделия ионами хрома до температуры, равной 200-350°С (473-623К). Затем наносили промежуточный слой, состоящий из нитрида хрома толщиной 1 мкм, и основное покрытие, состоящее из ZrxAl1-хN, где значение х находится в пределах 0,4-0,6, толщиной, равной 6 мкм. После нанесения покрытия деталь подвергалась асимметричной циклической нагрузке при температуре, равной 500-600°С (773-873)К. Результаты испытаний представлены в таблице 4.
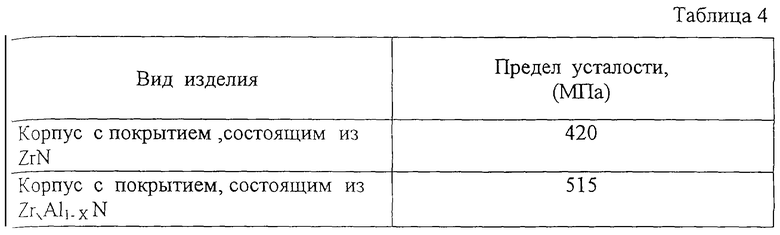
Как видно из представленной таблицы 4, корпус с покрытием, состоящим из ZixAl1-хN, где значение х находится в пределах 0,4-0,6, имеет предел усталости в 1,2 раза выше по сравнению с корпусом, покрытым нитридом циркония.
По сравнению с прототипом заявляемый состав термоустойчивого покрытия имеет следующие преимущества: 1) позволяет увеличить эксплуатационные характеристики в 2 раза по сравнению с прототипом; 2) позволяет использовать изделия при температуре 600-700°С (873-973К); 3) исключает отслоение покрытия от алюминиевой подложки при температуре, равной 600-700°С (873-973К).
Источники информации
1. Заявка Японии JP 91256984, С 23 С 14/06, заявлена 09.09.1991.
2. Нанесение твердых покрытий методом физического осаждения паров (PVD) на инструменты в декоративных целях. Симпозиум Государственного комитета СССР по науке и технике и фирмы Лейбольд-Гереус (ФРГ). Дом научно-технической пропаганды. Москва.
3. Журнал "Авиационная промышленность". №3, 1988, с.51-52.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗНОСОСТОЙКОЕ ПОКРЫТИЕ | 2000 |
|
RU2191220C2 |
| ИЗНОСОСТОЙКОЕ ПОКРЫТИЕ ДЕТАЛЕЙ С СОПРЯГАЕМЫМИ ПОВЕРХНОСТЯМИ | 2000 |
|
RU2215819C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ, ИМЕЮЩЕГО ВЫСОКУЮ ТЕПЛООТРАЖАТЕЛЬНУЮ СПОСОБНОСТЬ | 2002 |
|
RU2217525C1 |
| ИЗНОСОСТОЙКОЕ ПОКРЫТИЕ ДЛЯ ДЕТАЛЕЙ, ИЗГОТОВЛЕННЫХ ИЗ НЕРЖАВЕЮЩИХ СТАЛЕЙ | 2000 |
|
RU2194086C2 |
| ПОКРЫТИЕ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2001 |
|
RU2200209C2 |
| КАТОД ЭЛЕКТРОДУГОВОГО ИСПАРИТЕЛЯ | 2000 |
|
RU2196847C2 |
| СПОСОБ ВАКУУМНОГО ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ МНОГОСЛОЙНОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2011 |
|
RU2478138C1 |
| Способ нанесения покрытий на твердые сплавы | 2015 |
|
RU2615941C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ ВЫСОКОСКОРОСТНЫХ ОБРАБОТОК | 2024 |
|
RU2822279C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2009 |
|
RU2414531C1 |
Изобретение относится к области нанесения защитно-декоративных покрытий на изделия, изготовленные из алюминиевых сплавов в атмосфере химически активных газов, и может быть использовано на деталях, работающих в приборостроении и электронной промышленности. Повышение термоустойчивости и износоустойчивости покрытия, наносимого на изделия, изготовленные из алюминиевого сплава при температуре 600-700°С (873-973К) достигается за счет того, что сначала на алюминиевом изделии формируют промежуточный слой, состоящий из нитрида хрома толщиной 1-2 мкм, затем наносят основное покрытие ZrХAl1-Х N, где значение х находится в пределах 0,4-0,6 толщиной 5-15 мкм. 4 табл.
Температуроустойчивое покрытие для изделия из алюминиевого сплава, отличающееся тем, что покрытие состоит из промежуточного и основного слоев, причем промежуточный слой, сформированный на алюминиевом изделии, состоит из нитрида хрома толщиной 1-2 мкм, а основной слой толщиной 5-15 мкм имеет состав Zr1-хAl1-хN, где значение х находится в пределах 0,4-0,6.
| Авиационная промышленность | |||
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
| СПОСОБ СЖИГАНИЯ ТОПЛИВА В ТУННЕЛЬНОЙ ПЕЧИ | 2000 |
|
RU2166161C1 |
| Устройство для моллирования стеклоизделий | 1978 |
|
SU791663A1 |
| Способ брикетирования металлической стружки | 1979 |
|
SU783043A1 |
| US 5503912 А, 02.04.1996. | |||

