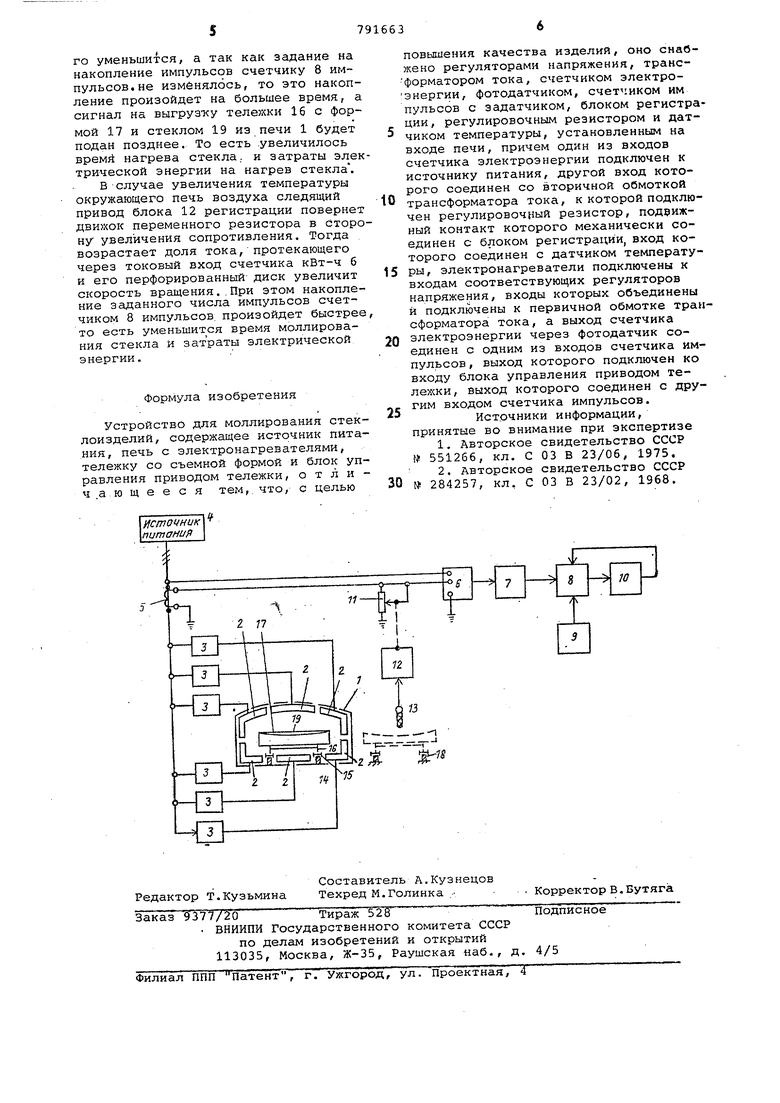
(54) УСТРОЙСТВО ДЛЯ МОЛЛИРОВАНИЯ СТЕКЛОИЗДЕЛИЯ Изобретение относится к обработ ке стекла, например автомобильного. Известно устройство для моллирования стеклоизделий, содержащее съемную форму на тележке, печь с нагревателями и смотровыми окнами, по вы соте которых на несущих кронштейнах расположены блоки контроля прогиба стекла, снабженные блоком программного перемещения с фиксатором 1} . Недостаток этого устройства связан с постепенной деформацией рельсо и тележки при многократном воздейст ВИИ на них высокой температуры и по следующего охлазкдения. В связи с этим стрела прогиба у моллируемых стекол оказывается разной. Известно и другое устройство для моллирования стеклоизделий, содержа щее источник питания, печь с электронагревателями, тележку со съемной формой и блок управления приводом тележки 2 . Недостатком данного устройства является низкое качество изделий, вызванное деформацией в процессе эк плуатации рельсов тележки. Цель изобретения - повышение качества изделий. Поставленная цель достигается тем, что устройство для моллирования стеклоизделий, содержащее источник питания, печь с электронагревателями, тележку со съемной формой и блок управления приводом тележки, снабжено регуляторами напряжения, трансформатором тока, счетчиком элёктроэнергии, фотодатчиком, счетчиком импульсов с задатчиком, блоком регистрации, регулировочным резистором и датчиком температуры, установленным на входе печи, причем один из входов счетчика электроэнергии подключен к источнику питания, другой вход которого соединен, с вторичной обмоткой трансформатора тока, к которой подключен регулировочный ре-зистор, подвижный контакт которого механически соединен с блоком регистрации, вход которого соединен о датчиком температуры, электронагреватели подключены к входам соответствующих регуляторов напряжения, входы, которых объединены и подключены к первично;й обмотке трансформатора тока, а выход счетчика электроэнергии через фотодатчик соединен jс одним из входов счетчика импульсов, выход которого подк.гаочен к входу блока управления приводом тележки, выход которого соединен с другим входом счетчика импульсов. Па чертеже изображена схема устройс тва. Устройство для моллирования стеклоизделий содержит печь 1 с электронагревателями 2, снабженные индивидуальными регуляторами 3 напряжения например тиристорными, источник 4 питания электронагревателей подключенный к ним через трансформатор 5 тока, счетчик кВт-чб с перфорирован ным диском (по окружности диска вбли зи наружного диаметра равномерно сделаны -сквозные отверстия) и фотодатчик 7 (установлен так, чтобы пере мычки ме5кду отверстиями в диске пере секали световой луч -фотодатчика) , счетчик импульсов 8, задатчик 9, бло 10 управления приводом тележки, psгулировочный резистор 11, блок 12 ре гистрации со следящим приводом и Дат чик 13 температуры, В поду печи 1 вмонтированы рельсы 14, на которые ходовыми роликами 15 установлена тележка 16, несущаяСъемную форму 17 для моллирования стеклоизделий. Тёлех ка с формой перемещается по замкнутому конвейеру, включающему рельсы14, рельсы 18 .обгонного пути, а также не показанные на схеме поперечные замыкающие конвейер рельсы смонтированные в начале и конце печи Заготовки стеклоизделий 19 крепятся на форме. В основе работы устройства исполь зована известная прямая зависимость величины прогиба стекла при производ стве его методом моллирования от эле ктрической энергии, расходуемой на нагрев стекла. Работает устройство следующим образом. в непрерывно нагреваемую электрон гревателями 2 печь 1 с помощью тележ ки 16 загружают форму17 с уложенной на ней заготовкой с.текла 19. Так как электронагреватели 2 пос тоянно включены, то идет непрерывное потребление электрической энергии и .ее учет счетчиком кВт-ч 6 с перфори рованным диском и фотодатчиком 7. Перфорированный диск, вращаясь, модулирует световой луч фотодатчика7 В результате этого на его выходе фор мируются импульсы, частота которых пропорциональна скорости вращения диска и, следовательно, величине по требляемой печью 1 электрической эн ергии. Импульсы с выхода фотодатчика 7 непрерывно поступают на счетйый вход счетчика 8, но счетчик 8 импульсов производит счет импульсов с фотодатчика 7 только с момента загрузки тележки с формой и стеклом в печь 1 и до момента их из печи. Остальное время счетчик импульсов аа перт сигналом, приходящим с блока управления приводом тележки 10 на вход сброс. После загрузки тележки 16 с фор мой 17 и стеклом 19 начинается нагрев стекла и одновременно снимается запретный сигнал, приходяа1ий с блока управления приводом тележки 10 на вход, сброс счетчика В импульсов и последний начинает счет импульсов. Ранее задатчиком 9 было задано счетчику импульсов 8 накопление определенного количества импульсов соответствующему затратам электрической энергии на моллирование стекла с заданной величиной прогиба. Как только счетчик 8 насчитает заданное количество импульсов, на его выходе появляется сигнал, который фиксируется блоком управления приводом тележки,10, который подает команду на выгрузку тележки со стеклом из печи и одновременно пЬдает сигнал для сброса показаний счетчика 8 на нуль и удержания его в этом состоянии до загрузки в печь следующего стекла. После выгрузки из печи 1 тележки 16 гнутое стекло снимается с формы 17, а тележка с формой по рельсам 18 обгонного пути возвращается в исходное положение перед печью, где на форму укладывают следующее стекло и так далее. Цикл моллирования стекла повторяется. Коррекция затрат электрической , . энергии на моллирование одного стекла, в зависимости от температуры окружающего печь воздуха производится автоматически. Для этого около печи 1 измеряется температура окружающего воздуха с помощью датчика 13 температуры и блока 12 регистрации со следящим приводом (может быт,ь использован, например, электронный мост)., а параллельно вторичной обмотке трансформатора 5 тока регулировочный резистор 11, ось движка которого кинематически соединена с выходным валом следящего привода блока 12регистрации. Если,- например, понизится температура окружающего печь 1 воздуха, то это понижение температуры с помощью датчика 13 температуры зарегистрирует ,блок 12 регистрации. Выходной вал его .следящего привода повернется на некоторый угол в соответствии с величиной понижени,я температуры и повернет кинематически связанный с ним движок регулировочного резистора 11 в сторону уменьшения егО сопротивления. При этомдоля тока, протекающего через регулировочный резистор 11, увеличится, а доля-тока, протекающего через токовый вход счетчика кВт-ч 6, уменьшится. Скорость вращения перфорированного диска вследствие это
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нагрева стеклоизделий | 1979 |
|
SU872469A1 |
| Устройство регулирования моллирования стеклоизделий | 1980 |
|
SU948904A1 |
| Устройство для моллирования стеклоизделий | 1978 |
|
SU749802A1 |
| Устройство для моллирования стеклоизделий | 1980 |
|
SU874679A1 |
| Устройство для моллирования стеклоизделий | 1978 |
|
SU749801A1 |
| Устройство для моделирования стеклоизделий | 1975 |
|
SU551266A1 |
| Устройство для моллирования стеклоизделий | 1984 |
|
SU1168521A1 |
| Устройство для моллирования и закалки стеклоизделий | 1980 |
|
SU981264A1 |
| УСТРОЙСТВО для МОЛЛИРОВАНИЯ СТЕКЛОИЗДЕЛИЙ | 1970 |
|
SU284257A1 |
| Способ моллирования листа стекла | 1988 |
|
SU1661153A1 |
