Изобретение относится к области установки деталей в конструкциях механизмов и машин и может найти применение в производстве изготовления широкого круга устройств, например швейных машин, металлорежущих станков, автомобилей, измерительных приборов и т.д., с целью повышения точности относительного положения деталей в конструкциях и в конечном итоге повышения надежности и долговечности их в процессе эксплуатации.
В качестве наиболее близкого аналога выбран способ обработки тел вращения по авторскому свидетельству СССР №366962, кл. В 24 В 5/04, 10.05.1973, предлагающий обработку тел вращения, имеющих угол между осью цетрового отверстия детали и осью центра станка, производить при такой установке детали, когда она своим каждым центровым отверстием установлена на центры станка по кромкам большого и малого диаметров центрового отверстия. Чтобы деталь устанавливалась по кромкам или, как пишут авторы, чтобы контакт центров детали с центрами станка осуществлялся по наибольшим и наименьшим диаметрам в нескольких точках, величину угла между осью вращения детали и осью центров станка выбирают по формуле:
δ>0,5(α-β),
где δ - угол между осью вращения детали и осью центров станка;
α - угол конуса центров детали; β - угол конуса центров станка.
В диссертационной работе Дудака Н.С. на соискание ученой степени к.т.н. Исследование влияния конических и цилиндрических установочных баз на точность формы высокоточных деталей, МВТУ, 1972 г. утверждается (стр. 108... 112), что при появлении кромочных контактов одновременно по малому и большому диаметрам центрового отверстия детали погрешность обработки значительно увеличивается. Дудак Н.С. доказывает, что высокую точность установки детали, а соответственно и высокую точность обработки, можно обеспечить, если устанавливать деталь на центры станка по малым диаметрам центровых отверстий детали. Это условие соблюдается, если в процессе статической настройки станка обеспечить следующее соотношение углов: δ<(α-β)/2 (здесь обозначения углов те же). С этим утверждением можно ознакомиться и по публикации "Влияние кромочных контактов и износа центровых отверстий и центров на точность формы высокоточных деталей", Дальский А.М., Дудак Н.С. Изв. Вузов, "Машиностроение". - 1973 г. №12.
В соответствии с ГОСТ 21495-76, под установкой следует понимать процесс придания детали требуемого положения относительно выбранной системы координат, под погрешностью установки - отклонение фактически достигнутого положения детали при установке от требуемого. Погрешность установки любой детали является практически величиной переменной. Факторами, которые приводят к изменению погрешности установки, являются: размеры и погрешности форм контактирующих поверхностей, а также относительное смещение этих поверхностей в результате действующих на детали внутренних и внешних сил и моментов сил как в статике, так и в кинематике, и динамике на протяжении всего периода функционирования устройства.
Контактирование детали по кромкам центровых отверстий, как предлагают авторы аналога, ведет к появлению дополнительных связей, которые, как известно, увеличивают погрешность установки в центрах. Контактирование детали по малому диаметру центрового отверстия, как предлагает Дудак Н.С., дает контактирование только по очень узкой полоске окружности, что ведет к увеличению контактных деформаций.
Предлагаемым способом решается задача устранения дополнительных связей, то есть кромочных контактов, и уменьшения величины контактных деформаций при любых величинах углов α, β и δ, и соответственно решается задача обеспечения максимальной площади контактирования конических центров устройства с центровыми коническими отверстиями изделия или детали как в статике, так и кинематике, и динамике всего этапа работы соединения. Углы α, β в конкретной конструкции можно считать неизменными, если износ и деформации центров устройства и центровых отверстий детали незначительны. Угол δ непрерывно изменяется.
Причина изменения угла δ - изменение относительного положения (смещения и поворота на некоторый угол) осей центров устройства и центровых отверстий, во-первых, в результате вращения детали и центров устройства относительно их общей оси (оси, проходящей в направлении оси детали), во-вторых, в результате деформаций детали и центров устройства от внутренних, внешних и рабочих нагрузок.
Для достижения этого технического результата, например на металлорежущих станках, после установки детали или изделия на конические центры станка необходимо непрерывно устанавливать центры станка таким образом, чтобы контакт конических поверхностей центров станка с коническими поверхностями центровых отверстий детали осуществлялся по их образующим. Контакт по образующим конических поверхностей обеспечивается только при условии постоянства угла δ, который определяется из зависимости:
δ=0,5(α-β) или δ=0,5(β-α),
где δ - угол между осью центрового отверстия детали и осью центра устройства;
α - угол конуса центровых отверстий детали;
β - угол конуса центров устройства.
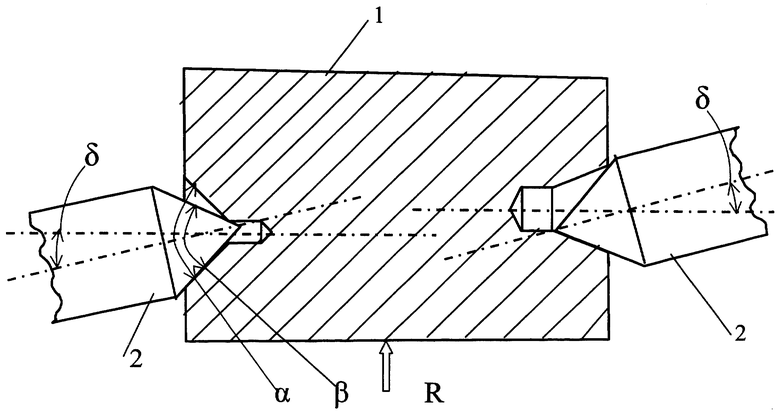
На чертежее изображена схема установки детали по предлагаемому способу.
Деталь 1 установлена в центрах 2 устройства. Контакт центров 2 устройства с центровыми отверстиями детали 1 осуществляется по всей длине образующей конических поверхностей. На деталь 2 действует равнодействующая сила R (сумма сил: от веса, от закрепления, от инерции, от рабочих нагрузок, от внутренних напряжений, от внешних источников).
Для реализации предложенного способа установки детали, центры устройства должны иметь возможность поворота на угол δ относительно двух осей прямоугольной системы координат, которая построена на исходной оси центров устройства. Регулировку угла δ можно производить вручную или автоматически в зависимости от скорости вращения детали и действующих на деталь сил и моментов сил.
Имеется большое количество изобретений кл. В 23 B, относящихся к устройствам для установки деталей типа тел вращения на металлорежущих станках. Ряд предложенных устройств дают возможность регулировать относительное положение центров станка, например, центровое устройство Васильевых Л.А. по авторскому свидетельству СССР №371027, кл. В 23 B 23/04 (опубл. 12.04.73), патент Японии №49-22509, кл. В 23 B 19/00, 74 Е 3 (опубл. 4(3) 37(161) 1974 г.) и др.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЫШЕНИЯ ТОЧНОСТИ ВРАЩЕНИЯ ВАЛА | 2001 |
|
RU2203776C2 |
| ТОКАРНЫЙ СТАНОК | 2012 |
|
RU2494840C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2107605C1 |
| Центр | 1980 |
|
SU897406A1 |
| ИЗГОТОВЛЕНИЕ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2507040C2 |
| РАДИАЛЬНО-ПОРШНЕВОЙ НАСОС С ЖЕСТКОЙ СВЯЗЬЮ ШАТУНА С ПОРШНЕМ | 2015 |
|
RU2587732C1 |
| Способ ротационной вытяжки полых тонкостенных сложнопрофильных деталей на токарно-давильном станке с системой ЧПУ (варианты) | 2023 |
|
RU2814834C1 |
| Задний центр токарного станка | 1986 |
|
SU1355450A1 |
| СПОСОБ ПЕРЕОРИЕНТИРОВАНИЯ ТЕЛ ВРАЩЕНИЯ | 1996 |
|
RU2094204C1 |
| Способ обработки искривленных нежестких цилиндрических деталей с утолщениями на концах | 1979 |
|
SU776748A1 |
Изобретение относится к области установки деталей в конструкциях механизмов и машин и может найти применение в производстве изготовления широкого круга устройств с целью повышения точности относительного положения деталей в конструкциях и надежности в процессе эксплуатации. Способ включает осуществление контакта центров устройства с центровыми отверстиями детали при наличии угла между осями центрового отверстия и центра устройства. При этом контакт центров устройства с центровыми отверстиями детали осуществляют непрерывно по образующей конических поверхностей из условия обеспечения величины упомянутого угла постоянной. Приведена формула для определения этого угла в зависимости от равнодействующей на деталь силы. Использование изобретения позволяет устранить кромочные контакты, уменьшить величины контактных деформаций и обеспечить максимальную площадь контактирования конических центров устройства с центровыми коническими отверстиями изделия или детали как в статике, так и в динамике. 1 ил.
Способ установки деталей в конических центрах устройства, включающий осуществление контакта центров устройства с центровыми отверстиями детали при наличии угла между осями центрового отверстия и центра устройства, отличающийся тем, что контакт центров устройства с центровыми отверстиями детали осуществляют непрерывно по образующей конических поверхностей из условия обеспечения величины упомянутого угла постоянной, определяемой в зависимости от равнодействующей на деталь силы по формуле
δ=0,5(α-β) или δ=0,5(β-α),
где δ - угол между осью центрового отверстия детали и осью центра устройства;
α - угол конуса центровых отверстий детали;
β - угол конуса центров устройства.
| СПОСОБ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ | 0 |
|
SU366962A1 |
| Задняя бабка металлорежущего станка | 1980 |
|
SU944797A1 |
| СПОСОБ ЦЕНТРОВКИ ВАЛОВ | 1991 |
|
RU2022724C1 |
| US 4869140, 26.09.1989. | |||

