Изобретение относится к обработке металлов резанием, а более конкретно - к подготовке базовых отверстий для обработки валов на токарных и шлифовальных станках.
Для токарной обработки валов в центрах производят центровку заготовок валов на фрезерно-центровальных или универсальных токарных станках с применением люнета или без люнета. Эти же центровые отверстия служат и для шлифовки валов.
При черновой и получистовой токарной обработке валов происходит изменение первоначальной геометрической формы центровых отверстий в сторону их износа - появление эллипса и огранки, что отрицательно сказывается на последующей чистовой обработке валов на шлифовальных станках или чистовой токарной обработке. Для устранения этого отрицательного фактора центровые конические отверстия правят, т.е. шлифуют на специальных станках с затратами определенного количества времени.
Целью изобретения является исключение операции шлифовки конических центровых отверстий за счет двойной центровки заготовки вала. Эта цель достигается тем, что на торцах заготовки вала при центровке сверлятся центровые отверстия по ГОСТ 14034-74 и прорезаются концентрические замкнутые канавки, профиль которых в поперечном сечении представляет собой треугольник, причем стенки последнего расположены под углом 60о. Канавки служат базой для черновой обработки в специальных вращающихся центрах. Центровые отверстия по ГОСТ 14034-74 служат только для чистовой обработки валов.
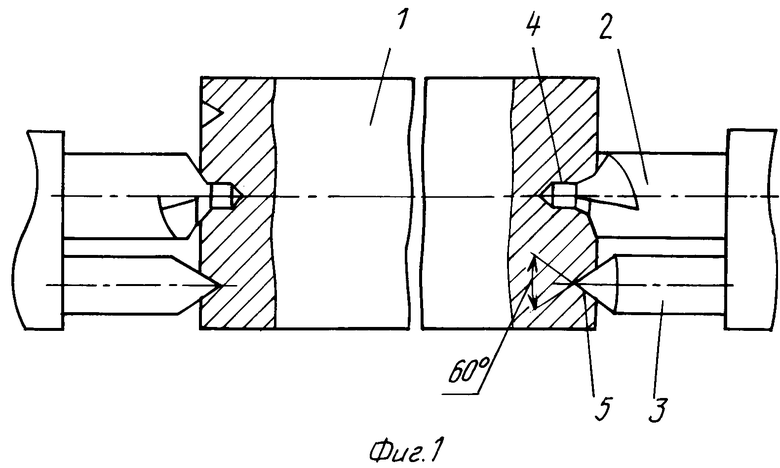
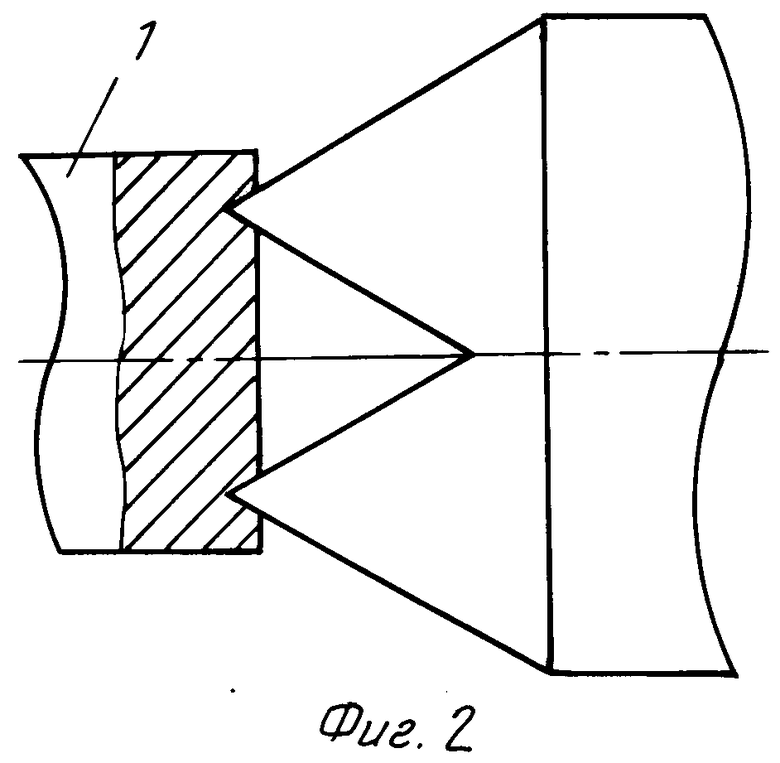
На фиг. 1 изображена двойная центровка заготовки вала; на фиг. 2 - рабочая часть специального вращающегося центра. Центровые отверстия получаются центровочным сверлом по ГОСТ 14034-74, концентрические канавки получаются резцом с углом 60о, вращающемся одновременно с центровочным сверлом.
Процесс центровки заготовки вала по предлагаемому способу осуществляется по следующей схеме: на фрезерно-центровальном станке зажимают заготовку вала 1, подрезают торцы по обычным схемам, переводят заготовку вала на позицию центровки и с 2-х сторон одновременно подводят центровочный инструмент, состоящий из центровочного сверла 2 и резца 3 с углом 60о, который осуществляет с двух сторон одновременно двойную центровку вала, в результате чего на торцах последнего образуются центровые отверстия 4 и замкнутые канавки 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ | 2019 |
|
RU2704347C1 |
| СПОСОБ ОБРАБОТКИ ТОРЦОВ ДЕТАЛЕЙ | 1994 |
|
RU2094176C1 |
| Инструмент для выдавливания центровых отверстий | 1981 |
|
SU990377A1 |
| Способ получения заготовок типа валов | 1982 |
|
SU1057183A1 |
| Способ обтачивания наружной поверхности прецизионной длинномерной трубы | 2019 |
|
RU2722940C1 |
| ШАРОВЫЙ ВРАЩАЮЩИЙСЯ ПЛАНЕТАРНЫЙ ЦЕНТР | 2010 |
|
RU2429108C1 |
| СПОСОБ УСТАНОВКИ И ВЫВЕРКИ ЗАГОТОВОК ДЕТАЛЕЙ ТИПА ВАЛОВ | 2010 |
|
RU2436666C2 |
| Способ обработки заготовки для получения ступенчатого вала с соотношением длины к диаметру более 10 | 2020 |
|
RU2749853C1 |
| Способ обработки массивных сепараторов роликовых подшипников | 2015 |
|
RU2655532C2 |
| Токарно-центровальный полуавтомат | 1989 |
|
SU1726140A1 |
Использование: обработка металлов резанием, а именно центровка валов с двух сторон. Сущность изобретения: при центровке валов одновременно с выполнением торцевых отверстий концентрично последним выполняют круговые замкнутые канавки, профиль поперечного сечения которых представляет собой треугольник, причем стенки последнего расположены под углом 60°. 2 ил.
СПОСОБ ЦЕНТРОВКИ ВАЛОВ, при котором на торцах последних выполняют соосные отверстия, отличающийся тем, что одновременно с выполнением торцевых отверстий концентрично последним выполняют круговые замкнутые канавки, профиль поперечного сечения которых представляет собой треугольник, причем стенки последнего расположены под углом 60oС.
| Руководящие материалы по технологичности конструкций под ред.С.Л.Ананьева, Оборонгиз, 1954, с.80, фиг.40б. |
