Изобретение относится к области производства проката и его термической обработки в процессе горячей прокатки и предназначено для термического упрочнения и гидротранспортирования проката, преимущественно мелко- и среднесортных арматурных профилей.
Известен способ термического упрочнения стального проката, включающий охлаждение потоком воды в закрытой камере при избыточном статическом давлении и скорости движения воды относительно поверхности проката до 3,5 м/с [1].
Известный способ не обеспечивает максимальной скорости охлаждения проката, что не позволяет получать требуемый уровень и однородность механических свойств при упрочнении низкоуглеродистых и низколегированных марок стали.
С расширением марочного сортамента арматурных сталей, в том числе появлением арматуры классов А400С, А500С из низкоуглеродистой стали типа Ст3 по ГОСТ 380, характеризующихся слабой закаливаемостью, необходимость охлаждения с максимальными предельно достижимыми скоростями ее проката очевидна.
Наиболее близким по технической сущности и достигаемому результату к заявляемому является способ термического упрочнения стального проката, включающий охлаждение потоком воды в закрытой камере при избыточном статическом давлении 5-10 ати, движущимся относительно поверхности проката со скоростью 9-14 м/с [2].
Указанный способ обеспечивает высокие скорости охлаждения при закалке и стабильное транспортирование раскатов через систему охлаждения.
Основным недостатком способа, как следует из описания изобретения, является невозможность обеспечения предельно достижимых скоростей охлаждения, поскольку при увеличении статического давления в камере, в оговоренных пределах до 10 ати, безусловно повышающем скорость охлаждения, нарушается транспортирующая способность.
Таким образом в основу изобретения поставлена задача обеспечения процесса термического упрочнения проката с предельно достижимыми скоростями охлаждения по сечению и условий безпрепятственного перемещения раскатов через систему охлаждения.
Поставленная цель достигается за счет того, что в способе принудительного охлаждения и гидротранспортирования проката, преимущественно мелко и среднесортных арматурных профилей, включающем охлаждение потоком воды, движущимся относительно поверхности раската со скоростью 9-14 м/с, в закрытой камере с избыточным статическим давлением 5-10 ати, согласно изобретению, расположение зоны максимального статического давления от входа потока в камеру составляет 15-30 диаметров камеры, и его вместе с величиной избыточного статического давления изменяют в зависимости от поперечного сечения охлаждаемого раската.
Такое решение задачи позволяет обеспечивать предельно достижимые скорости охлаждения при безусловном безпрепятственном перемещении проката указанного размерного сортамента через систему охлаждения.
Предлагаемый способ осуществляют следующим образом.
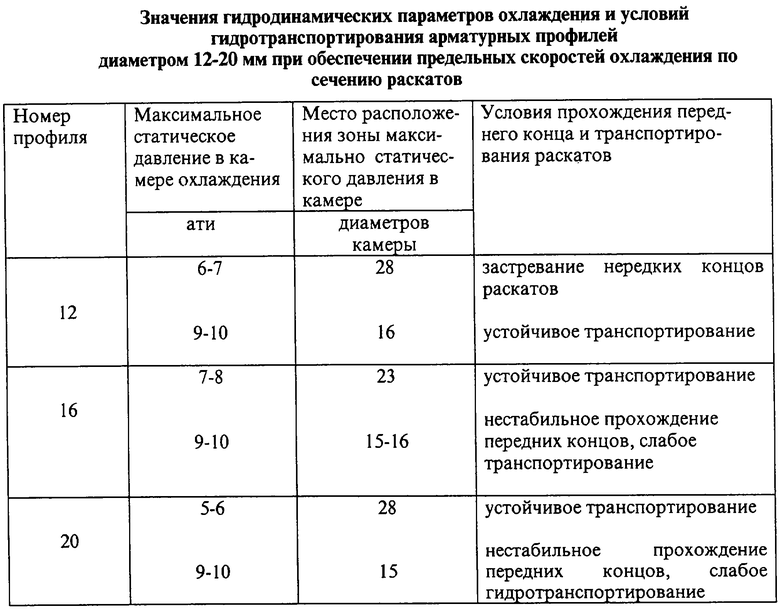
Раскаты арматурных профилей из чистовой клети прокатного стана охлаждают при их перемещении со скоростью прокатки в закрытой камере потоком воды при избыточном статическом давлении 5-10 ати, движущимся относительно поверхности проката со скоростью 9-14 м/с. Причем при упрочнении арматурных профилей диаметром 12 мм величину максимального статического давления задавали равной 6-7 и 9-10 ати, зону расположения максимального статического давления - равной 28 и 16 диаметрам камеры охлаждения, соответственно. При значениях статического давления в камере, равного 9-10 ати, и расположением зоны максимального давления на расстоянии, равном 16 диаметром камеры охлаждения, прохождение переднего конца раскатов и их гидротранспортирование происходило устойчиво. При значениях статического давления и расположения зоны максимального давления, равных соответственно 6-7 ати и 28 диаметров, процесс неустойчив.
Кроме того, не обеспечивается равномерное сплошное охлаждение по периметру арматуры (таблица).
При упрочнении арматурных профилей диаметром 20 мм величину максимального статического давления в камере задавали равной 5-6 и 9-10 ати, а место расположения зоны максимального статического давления - соответственно равной 28 и 15 диаметров камеры. При значениях заявляемых параметров 5-6 ати и 28 диаметров процесс прохождения переднего конца и транспортирование раскатов стабильны, а при параметрах 9-10 ати и 15 диаметров текущее усилие устройств существенно снижается.
Подобные закономерности изменения транспортирующей способности, охлаждающей систему, наблюдаются при упрочнении арматурных профилей диаметром 16 мм (таблица).
Изменение величины максимального статического давления и расположения зоны максимального давления в камере производили за счет регулирования давления на подводе воды к водоподающей форсунке.
Таким образом, использование предлагаемого изобретения при термическом упрочнении арматурных профилей обеспечивает предельно достижимые скорости охлаждения по сечению проката при их безпрепятственном устойчивом перемещении через охлаждающие системы.
Способ опробован и используется на мелкосортном стане 250-1 Магнитогорского металлургического комбината при производстве арматурных профилей диаметром 12-20 мм, классов А400С, А500С из стали марки Ст3пс и класса Ат800 из стали марки 25Г2С и других.
Источники информации
1. Стародубов К.Ф., Узлов И.Г., Савенков В.Я. и др. "Термическое упрочнение проката, М., Металлургия, 1970, 367 с.
2. Авторское свидетельство СССР №635144, кл. С21d.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОГО УПРОЧНЕНИЯ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТА | 2003 |
|
RU2253682C1 |
| Способ термического упрочнения стального проката | 1987 |
|
SU1520112A1 |
| Способ термического упрочнения и гидротранспортирования стального проката | 1981 |
|
SU1039970A1 |
| СПОСОБ ПРОКАТКИ СТЕРЖНЕВОЙ ТЕРМОУПРОЧНЕННОЙ АРМАТУРЫ | 2004 |
|
RU2254179C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОГО УПРОЧНЕНИЯ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТА | 2003 |
|
RU2253681C1 |
| Устройство для термической обработки и гидротранспортирования проката | 1980 |
|
SU876737A1 |
| Способ термического упрочнения стального проката | 1986 |
|
SU1404531A1 |
| Способ охлаждения прокатных изделий | 1990 |
|
SU1744125A1 |
| Способ термического упрочения стального проката | 1977 |
|
SU635144A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОГО УПРОЧНЕНИЯ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТА | 2010 |
|
RU2419657C1 |
Изобретение относится к области производства проката и его термической обработки в процессе горячей прокатки и предназначен для термического упрочнения и гидротранспортирования проката, преимущественно мелко- и среднесортных арматурных профилей. Задача изобретения - обеспечение процесса термического упрочнения проката с предельно достижимыми скоростями охлаждения по сечению. Прокат охлаждают потоком воды, движущимся относительно поверхности раската со скоростью 9-14 м/с в закрытой камере с избыточным статическим давлением 5-10 ати. Расположение зоны максимального статического давления от входа потока в камеру составляет 15-30 диаметров камеры, и его вместе с величиной избыточного статического давления изменяют в зависимости от поперечного сечения охлаждаемого проката. Изобретение обеспечивает беспрепятственное перемещение раскатов через охладительную систему. 1 табл.
Способ принудительного охлаждения и гидротранспортирования проката, преимущественно мелко и среднесортных арматурных профилей, включающий охлаждение потоком воды, движущимся относительно поверхности раската со скоростью 9-14 м/с, в закрытой камере с избыточным статическим давлением 5-10 ати, отличающийся тем, что расположение зоны максимального статического давления от входа потока в камеру составляет 15-30 диаметров камеры и его вместе с величиной избыточного статического давления изменяют в зависимости от поперечного сечения охлаждаемого раската.
| Способ термического упрочения стального проката | 1977 |
|
SU635144A1 |
| СПОСОБ ТЕРМИЧЕСКОГО УПРОЧНЕНИЯ АРМАТУРНЫХ ПРУТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2149906C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТА | 2001 |
|
RU2180278C1 |
| EP 0440009 А, 07.08.1991. | |||
