Изобретение относится к технологиям индукционной термической обработки изделий из низко- и среднеуглеродистых, нелегированных и малолегированных сталей. В частности, изобретение может быть использовано при индукционной термической обработке цилиндрических изделий, прутков, ленты, полос, сортового проката, труб различного сечения, в том числе сварных.
Как известно, высокую работоспособность изделий из сталей обеспечивает оптимальное сочетание параметров - высокой пластичности при достаточной прочности. Подавляющее большинство изделий из низко- и среднеуглеродистых, нелегированных и малолегированных сталей после изготовления оказываются упрочненными и обладают пониженной пластичностью на уровне значений относительного удлинения на пятикратных образцах δ5 8-12%. Такие детали имеют низкую работоспособность. Поэтому после изготовления для получения нужного сочетания механических параметров изделия обычно применяют специальные виды термической обработки, которые включают нагрев до заданной температуры, выдержку при этой температуре и охлаждение с определенной скоростью.
Известен способ, позволяющий получить изделия с довольно высокой прочностью при высокой пластичности и вязкости (индукционное улучшение) [1]. Способ заключается в чередовании индукционного нагрева изделия, выдержки и охлаждения. Способ включает последовательно: скоростной индукционный нагрев до температур закалки (выше Ас3), выдержку при этой температуре, быстрое охлаждение в закалочной среде, повторный нагрев с невысокими скоростями до температуры ниже Ac1, выдержку при этой температуре и интенсивное охлаждение.
Первые нагрев-выдержка-охлаждение позволяют получить высокую прочность (предел прочности σв). Повторный нагрев проводят для изменения структуры стали и уменьшения свободной энергии, в результате чего прочность стали немного снижается (происходит разупрочнение), а пластичность и вязкость - возрастают. Чем выше температура нагрева, тем энергичнее идет процесс разупрочнения стали.
Недостатками этого способа являются сложность, большая длительность и соответственно повышение себестоимости изделий. Кроме того, в результате такой обработки возникают деформация изделий, искажение наружной видимой геометрии изделия (поводки).
Существенным недостатком является также то, что не на всех марках стали удается получить оптимальное сочетание прочностных и пластических свойств: температура повторного нагрева оказывается недостаточной, хотя и предельно близкой к Ac1.
Повышение этой температуры выше Ac1 опасно, так как может привести к аустенитному превращению и полной ликвидации эффекта повторного нагрева-выдержки-охлаждения. В этом случае необходимо или замедлять повторный нагрев, или давать выдержку при максимально возможной температуре повторного нагрева. Оба эти приема хотя и полезны, но индукционный нагрев делают экономически нецелесообразным.
Таким образом, этот способ не позволяет получить изделия с оптимальным сочетанием прочности и пластичности простым достаточно экономичным образом, пригодным для промышленного применения.
Наиболее близким к заявляемому способу термической обработки изделий из стали является способ, называемый высоким отпуском исходно упрочненных изделий ([2]-прототип), позволяющий достаточно просто существенно повысить пластичность изделия, но при значительном снижении прочности. Способ включает нагрев до температуры на 20-30°С ниже Ac1, выдержку при этой температуре и последующее охлаждение на воздухе. Охлаждение на воздухе, как известно, это охлаждение с низкими скоростями.
Существенный недостаток способа-прототипа - излишнее разупрочнение структуры стали. То есть не удается достигнуть оптимального сочетания основных параметров - пластичности и прочности. Кроме того, использование охлаждения на воздухе значительно удлиняет процесс. Из-за своих недостатков способ не нашел широкого применения в промышленности.
Задача, решаемая предлагаемым изобретением, - получение изделий с оптимальным сочетанием прочностных и пластических свойств в промышленном производстве простым, экономичным и дешевым способом.
Технический эффект, обеспечивающий решение задачи, получение определенной структуры изделий из низко- и среднеуглеродистых, нелегированных и малолегированных сталей, обуславливающей оптимальное сочетание высокой пластичности при прочности, по крайней мере, не ниже исходной.
Результат достигается тем, что в соответствии с предлагаемым способом термической обработки изделий из низко- и среднеуглеродистых, нелегированных и малолегированных сталей осуществляют нагрев изделия до температуры в интервале от (Ac1-75)°С до (Ac1+25)°С со скоростями от 1000 до 2000°С/с, затем производят охлаждение с интенсивностью теплоотвода (10-20)·103 Вт/м2·°С.
В результате такой обработки прочность изделия практически остается на уровне исходной ±10%, а пластичность значительно возрастает относительно исходного: относительное удлинение на пятикратных образцах δ5 в 1,5-2 раза.
Предлагаемый способ по сравнению с прототипом за счет исключения операции выдержки, высокой скорости нагрева и высокой скорости охлаждения (вследствие высоких интенсивностей теплоотвода) является существенно простым и коротким, что делает его предпочтительным для промышленного использования.
Отличия предлагаемого изобретения от известного из уровня техники заключаются в режимах проведения операций нагрева и охлаждения: скорости нагрева, температуры нагрева, интенсивности теплоотвода.
Технический эффект достигается новой, неизвестной из уровня техники совокупностью режимов термической обработки.
Совокупное влияние скорости и температуры нагрева, а также интенсивности охлаждения, как известно, позволяет очень эффективно регулировать процессы: рекристаллизации исходно деформированного металла, перераспределения напряжений (II и III рода) по границам зерен при предпревращении, образования флуктуаций (сгущений) как будущих зародышей новой структуры при температурах, близких к началу превращения (Ac1), возникновения зародышей аустенита в перлите и их рост с еще более энергичным перераспределением внутренних напряжений, аустенитизации исходной структуры при температуре Ac1-Ас3.
Однако из существующего уровня техники невозможно априори выбрать конкретные режимы термической обработки указанных сталей, позволяющие получить нужное сочетание пластичности и прочности изделий. Таким образом предлагаемое изобретение очевидным образом не вытекает из уровня техники.
Сущность изобретения раскрывается при рассмотрении теплофизических процессов, происходящих при термообработке по изобретению.
Самыми чувствительными параметрами способа, как известно, являются: скорость и температура нагрева, интенсивность охлаждения. Эффект воздействия на механические свойства металла в области температур предпревращения при индукционном нагреве с высокими скоростями вызывается последовательным протеканием следующих процессов. При нагреве металла до температур в интервале от 300-350°С до Aс1 в нем происходят рекристаллизационные процессы (отдых, первичная и собирательная рекристаллизации), которые тормозятся тем в большей степени, чем выше скорость нагрева и последующего охлаждения, вследствие их диффузного характера. В результате к концу нагрева до этих температур в изделии возникает частично обновленная структура феррита и перлита высокой дисперсности (за счет возникновения огромного количества центров рекристаллизации и незавершенности ее отдельных этапов) и значительной напряженности (за счет перераспределения напряжений II и III рода). Одновременно с процессами рекристаллизации при температуре выше (Ac1-75)°С [650°С] в структуре начинают развиваться процессы, получившие название "явление предпревращения", заключающиеся в том, что постепенно происходит ослабление граничных связей между зернами, сопровождающееся изменением дислокационного строения границ, их состава и даже их толщины. В результате этого, на границах рекристаллизованных зерен и внутри них вблизи границ возникают области, подготовленные к началу фазового превращения (так называемые сгущения или флуктуации превращения) и менее напряженные, чем сами зерна и их границы. Благодаря этому зерна становятся более подвижными и пластичность структуры после нагрева с высокими скоростями до температур в интервале от (Ac1-75) до (Ac1+25)°С [650-750°С] и охлаждения с интенсивностью теплоотвода (10-20)·103 Вт/м2·°С, фиксирующего состояние структуры к концу нагрева, существенно возрастает. Расширение диапазона температур нагрева выше точки Ac1 обусловлено сдвигом начала фазовых превращений в низко- и среднеуглеродистых, нелегированных и малолегированных сталях в условиях скоростного индукционного нагрева в область температуры 750°С.
Таким образом, анализ показывает, что заявляемое изобретение благодаря найденным конкретным температурно-временным параметрам нагрева и охлаждения позволяет получить необходимые прочностные и пластические свойства изделий предельно простым, существенно коротким способом, реализуемым при помощи известных технических средств, широко применяемых в промышленности на участках индукционной термической обработки изделий. Способ может быть использован либо непосредственно в общем цикле изготовления изделий, либо на отдельном технологическом участке.
Реализация предлагаемого способа и достигаемый технический эффект иллюстрируются примерами конкретного применения в промышленных условиях при термообработке изготовленных высокочастотной сваркой труб из ст. 08Г2Т, ст. 10, ст. 15Г2, ст. 20. Термообработка проводилась непрерывно-последовательным способом на установке индукционного нагрева длинномерных изделий. Теплоотвод осуществлялся с помощью водного душа из спрейера.
Полученные результаты, подтверждающие достижение технического эффекта, приведены в таблицах.
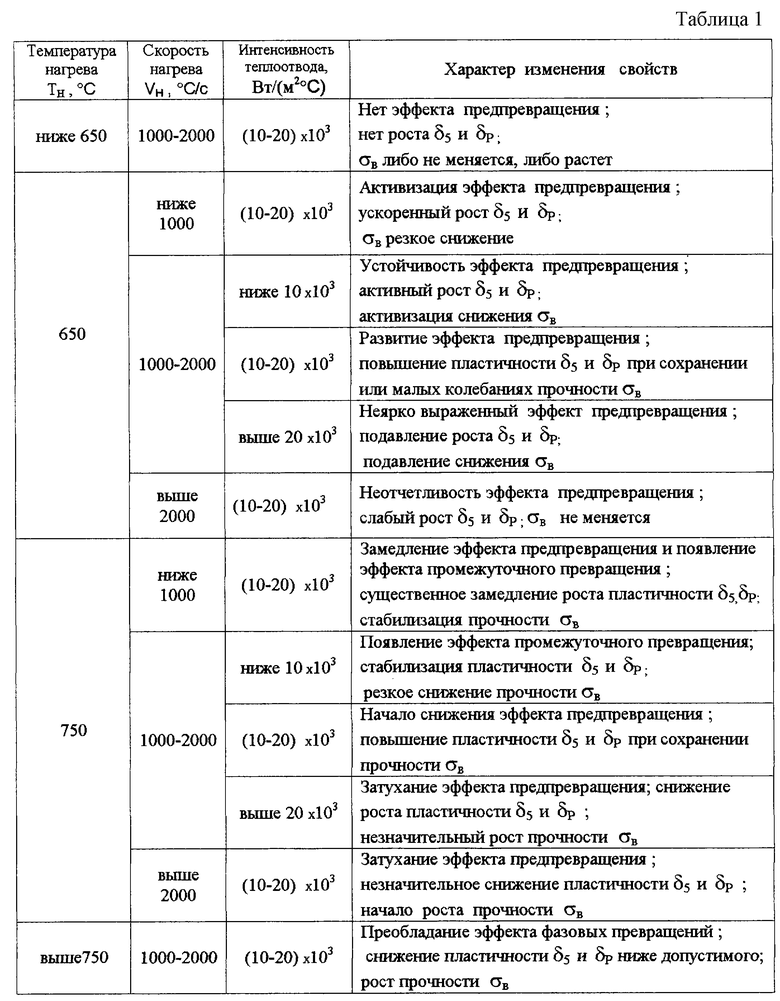
В табл. 1: обобщенные данные, характеризующие связь теплофизических эффектов со свойствами изделий и режимами термической обработки.
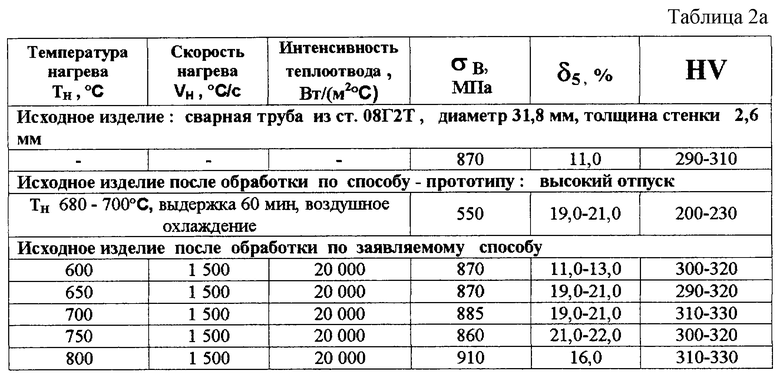
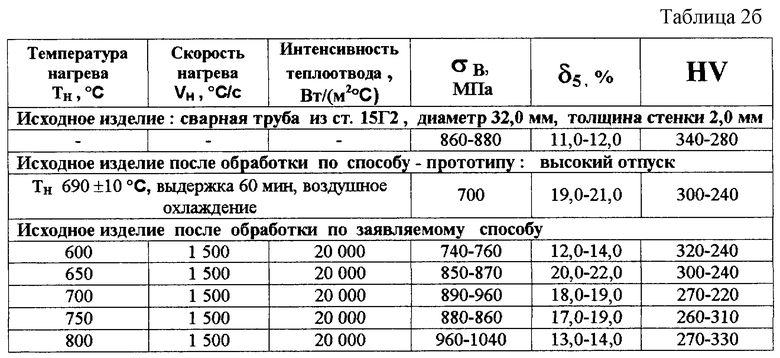
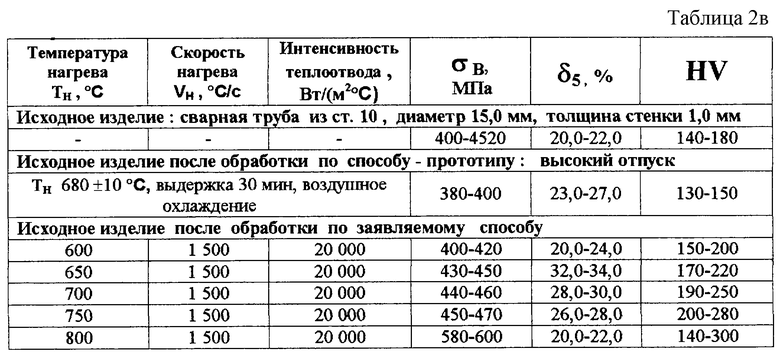
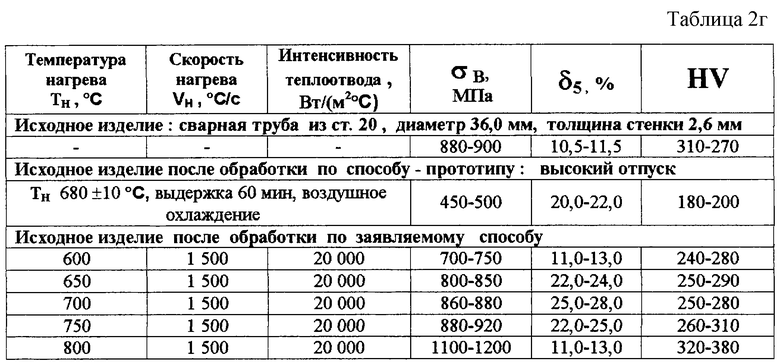
В табл. 2 а-г: свойства изделий из разных марок сталей в зависимости от режимов термической обработки.
В таблицах:
σв - предел прочности при растяжении или временное сопротивление разрыву, МПа;
δ5 - относительное удлинение пятикратного образца к моменту разрыва, %;
HV - твердость структуры металла, измеренная на приборе Виккерса.
Из таблицы 1 виден характер изменения теплофизических эффектов и свойств изделий при различных режимах термической обработки. Данные таблиц 2 а-г подтверждают результаты таблицы 1 для конкретных марок сталей и конкретных режимов термической обработки в заявляемых пределах. Видно, что заявляемый способ обеспечивает устойчивое повышение относительного удлинения δ5 изделий по сравнению с исходными их свойствами и устойчивое сохранение предела прочности на разрыв σв на уровне исходного или незначительное его отклонение в ту или иную сторону от исходного в зависимости от марки стали. Эффект предпревращения устойчиво и активно проявляется в интервале температур 650-750°С; ниже 650°С он не выявляется, а выше 750°С перекрывается процессами фазовых превращений, то есть происходит смена механизмов протекания теплофизических процессов. Процессы предпревращения протекают особенно активно и четко при скоростях нагрева от 1000 до 2000°С/с. При скоростях ниже 1000°С/с устойчивость нарушается: δ5 растет быстрее, чем в оптимальных режимах, а σв начинает снижаться более активно.
При скоростях выше 2000°С/с рост δ5 либо замедляется, либо вообще прекращается, а σв начинает активно расти. Происходит это потому, что в условиях за пределами оптимальных скоростей нагрева меняется полнота протекания диффузионных процессов (они ускоряются или замедляются). Процессы предпревращения протекают также наиболее стабильно при интенсивностях теплоотвода от 10000 до 20000 Вт/м2·°С, когда достигнутое при нагреве состояние структуры фиксируется надежно и устойчиво. При интенсивностях теплоотвода, меньших 10000 Вт/м2·°С, становится возможным протекание некоторых теплофизических процессов в ходе охлаждения. При интенсивностях теплоотвода, больших 20000 Вт/м2·°С, повышается напряженность структуры. В этих условиях δ′5 либо начинает непредсказуемо расти, а σв снижаться, либо δ5 перестает расти и даже снижаться, а σв заметно возрастает.
Из табл.2 а-г видно, что по сравнению со свойствами исходных труб предлагаемый способ термообработки обеспечивает повышение пластичности труб δ5 в 1,3-2,4 раза в зависимости от марки стали, при этом прочность σв либо незначительно снижается на 1-8%, либо возрастает на 5-10% относительно исходной. Этот эффект оказывается очень устойчивым во всем диапазоне протекания процесса предпревращения, проявление которого обуславливается выбранными режимами термической обработки.
Таким образом, за счет найденного оптимального сочетания диапазонов значений основных параметров термической обработки удается извлечь максимальные преимущества из процесса предпревращения структур низко- и среднеуглеродистых нелегированных и малолегированных сталей в диапазоне температур от (Ac1-75)°С до (Аc1+25)°С. Заявляемое изобретение позволяет простым, быстрым, реализуемым на широко распространенном промышленном оборудовании индукционного нагрева способом получать изделия из низко- и среднеуглеродистых нелегированных и малолегированных сталей с высокой пластичностью при прочности, близкой к исходной.
Источники информации
1. Головин Г.Ф., Зимин Н.В. Технология термической обработки металлов с применением токов высокой частоты. Библиотечка высокочастотника-термиста. Вып.3. Л.: Машиностроение, 1990, с.52.
2. Гуляев А.П. Термическая обработка стали. М.: Машгиз, 1960, c.346.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ НИЗКО- И СРЕДНЕУГЛЕРОДИСТЫХ НЕЛЕГИРОВАННЫХ И МАЛОЛЕГИРОВАННЫХ СТАЛЕЙ | 2003 |
|
RU2231563C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ИЗДЕЛИЙ ИЗ НИЗКОУГЛЕРОДИСТЫХ, НЕЛЕГИРОВАННЫХ И МАЛОЛЕГИРОВАННЫХ СТАЛЕЙ | 2003 |
|
RU2235628C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТА ИЗ МАЛОУГЛЕРОДИСТОЙ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 1999 |
|
RU2148660C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2019 |
|
RU2735308C1 |
| СПОСОБ ОБРАБОТКИ СРЕДНЕУГЛЕРОДИСТЫХ СТАЛЕЙ | 2013 |
|
RU2542205C1 |
| СПОСОБ КОМПЛЕКСНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ | 2011 |
|
RU2503726C2 |
| ВЫСОКОПРОЧНАЯ СРЕДНЕУГЛЕРОДИСТАЯ КОМПЛЕКСНОЛЕГИРОВАННАЯ СТАЛЬ | 2012 |
|
RU2510424C1 |
| Способ термической обработки зоны сварного соединения бурильных труб | 2019 |
|
RU2726209C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ОТЛИВКИ ИЗ ВЫСОКОПРОЧНОЙ ИЗНОСОСТОЙКОЙ СТАЛИ (ВАРИАНТЫ) | 2019 |
|
RU2750299C2 |
| СПОСОБ УПРОЧНЕНИЯ ТИТАНОВЫХ СПЛАВОВ (ВАРИАНТЫ) | 2000 |
|
RU2202629C2 |
Изобретение относится к технологиям индукционной термической обработки изделий из низко- и среднеуглеродистых, нелегированных и малолегированных сталей. В частности, изобретение может быть использовано при индукционной термической обработке цилиндрических изделий, прутков, ленты, полос, сортового проката, труб различного сечения, в том числе сварных. Задача, решаемая предлагаемым изобретением, - получение изделий с оптимальным сочетанием прочностных и пластических свойств в промышленном производстве на широко распространенном промышленном оборудовании индукционного нагрева простым, экономичным и дешевым способом. Технический результат, обеспечивающий решение задачи, - получение определенной структуры изделий из низко- и среднеуглеродистых, нелегированных и малолегированных сталей, обуславливающей оптимальное сочетание высокой пластичности при прочности, близкой к исходной. Результат достигается тем, что в соответствии с предлагаемым способом термической обработки изделий из низко- и среднеуглеродистых, нелегированных и малолегированных сталей осуществляют нагрев изделия до температуры в интервале от (Ac1-75)°С до (Ac1+25)°С со скоростями от 1000 до 2000°С/с, затем производят охлаждение с интенсивностью теплоотвода (10-20)·103 Вт/м2·°С. В результате такой термической обработки прочность изделия практически остается на уровне исходной ±10%, а пластичность значительно возрастает: относительное удлинение на пятикратных образцах δ5 в 1,5-2 раза. 5 табл.
Способ термической обработки изделий из низко- и среднеуглеродистых, нелегированных и малолегированных сталей, включающий индукционный нагрев и последующее охлаждение, отличающийся тем, что нагрев изделия осуществляют до температуры в интервале от (Ac1-75)°С до (Ac1+25)°С со скоростями от 1000 до 2000°С/с, а охлаждение производят с интенсивностью теплоотвода (10-20)·103 Вт/м2·°С.
| ГУЛЯЕВ А.П | |||
| Термическая обработка стали | |||
| - М.: Машгиз, 1960, с.346 | |||
| Способ непрерывно-последовательной индукционной обработки бурильной трубы | 1990 |
|
SU1770401A1 |
| СПОСОБ ТЕРМООБРАБОТКИ ТРУБЫ | 1997 |
|
RU2116357C1 |

