Изобретение относится к области деформационно-термической обработки и может быть использовано для повышения ударной вязкости среднеуглеродистых низколегированных сталей, работающих при низких температурах. К деталям машин и механизмов, работающих в условиях Крайнего Севера, предъявляются высокие требования по ударной вязкости при низких температурах.
Известен способ повышения ударной вязкости при низких температурах в среднеуглеродистых сталях путем термической обработки по патенту РФ №2178003, МПК C21D 1/28, включающий нормализацию и отпуск при 655-750°C в течение 120-300 мин, охлаждение на воздухе и повторную нормализацию с выдержкой 10-60 мин. Изготовленные по данному способу изделия во всем интервале режимов термообработки показали прирост показателя вязкости разрушения в 2-4 раза при температуре -60°C при незначительном увеличении уровня прочностных свойств по сравнению с традиционной термической обработкой.
Другой российский патент, обеспечивающий рост вязкостных свойств в 2-4 раза, - РФ №2430978, МПК C21D 9/46, - направлен на улучшение свойств низкоуглеродистой стали. Данный способ производства включает выплавку низкоуглеродистой низколегированной стали, получение заготовки, предварительную и окончательную деформации в реверсивном режиме, контролируемое охлаждение проката, отпуск и окончательное охлаждение на воздухе до температуры окружающей среды. Контролируемое охлаждение проката осуществляли с температуры конца деформации, находящейся в интервале (Ac3+20)-(Ac3+40)°C, до температуры 530-570°C со скоростью 30-40°/с, а отпуск проводили при температуре 665-695°C с выдержкой 0,2-4,0 мин/мм. В результате полученный прокат обладал в 2-4 раза большей ударной вязкостью при -40°C, при некоторой потере прочности и пластичности по сравнению со способом, включающем охлаждение проката при температуре 760-900°C со скоростью 10-60 град/с до температуры 300-20°C, повторный нагрев до температуры 590-740°C с выдержкой 0,2-3,0 мин/мм и окончательное охлаждение на воздухе до температуры окружающей среды.
Наиболее близким по совокупности существенных признаков к заявляемому изобретению является способ обработки, описанный в статье «Inverse temperature dependence of toughness in ultrafine grain-structure steel» авторами Y. Kimura, T. Inoue, F. Yin, K. Tsuzaki, включающий в себя закалку с температуры выше Ac3, отпуск при температуре 500-600°C и измельчение микроструктуры посредством пластической деформации на истинную степень 1,7 при температуре, аналогичной температуре отпуска. Данный набор операций получил название tempforming. Изготовленная по описанному способу заготовка показывает существенный рост прочности, пластичности и ударной вязкости, в том числе при низких температурах.
Задачей изобретения является расширение арсенала способов обработки среднеуглеродистых низколегированных сталей с достижением повышенных показателей ударной вязкости при низких температурах.
Технический результат, достигаемый при осуществлении изобретения, заключается в измельчении микроструктуры и формировании вытянутых вдоль оси деформации ферритных зерен с дисперсно распределенными карбидами, за счет чего повышаются показатели ударной вязкости среднеуглеродистых низколегированных сталей при низких температурах, а также наблюдается рост прочности и пластичности.
Поставленная задача достигается тем, что в предложенный способ, включающий закалку с температуры выше Ac3 и измельчение микроструктуры стали посредством пластической деформации заготовки, внесены новые признаки: пластическую деформацию заготовки из среднеуглеродистой низколегированной стали осуществляют путем ротационной ковки со степенью относительной деформации за проход 5-25% в интервале температур 600-500°C с суммарной истинной степенью деформации не менее ε~1,2, в 1 или более этапов с суммарной истинной степенью деформации не менее ε~1,2, при этом, в случае если ротационную ковку проводят более чем за 1 этап, после каждого этапа охлаждают заготовку до комнатной температуры и осуществляют повторный нагрев до температуры в интервале 600-500°C.
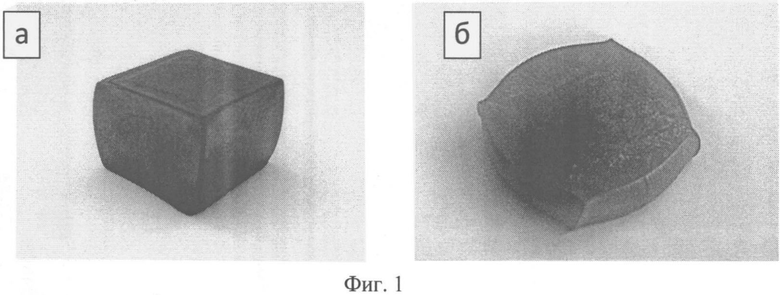
Выбор степени деформации обусловлен следующими причинами. С точки зрения экономической целесообразности технологического процесса является необоснованным применение обработки со степенью относительной деформации за проход менее 5%. Относительная деформация при 500°C за проход более 25% приводит к появлению трещин, что подтверждается в ходе эксперимента на осадку закаленной стали 40ХГНМ. Вследствие недостаточной технологической пластичности среднеуглеродистой стали деформация при температуре ниже 500°C является нецелесообразной. Выбор верхнего лимита температуры деформации на уровне 600°C в свою очередь обусловлен с одной стороны укрупнением ферритных зерен вследствие интенсивной рекристаллизации и коагуляции карбидов при повышении температуры, а с другой - разогревом материала в процессе ротационной ковки - температура деформирования не должна превышать температуру Ac1.
Пластическая деформация при 500°C является предпочтительной для получения более мелкозернистой структуры, чем в случае деформации при 600°C. Однако для прутков большого диаметра, например, если начальный диаметр составляет 35 мм, как далее показано в примере 4, при проведении пластической деформации при 500°C наблюдается наличие значительной неоднородности пластической деформации по сечению. В этом случае проведение первоначальной деформации при температуре 600°C обеспечивает формирование равномерной по сечению ультрамелкозернистой структуры вследствие активного прохождения динамической рекристаллизации. Для более интенсивного измельчения микроструктуры и соответственно обеспечения роста значений прочностных характеристик возможно разделение обработки на несколько этапов и проведение последующих этапов деформации с повторным нагревом на температуру ниже 600°C.
Необходимо отметить, что величина ударной вязкости заготовок, которые получены ротационной ковкой по предложенному способу, существенно выше, чем таковая у заготовок после закалки и высокого отпуска: работа удара образцов при температуре -40 и -65°C после ротационной ковки в 9-11 раз выше работы удара образцов после закалки и отпуска при температуре, аналогичной температуре деформации.
В процессе нагрева и прогрева заготовки до температуры деформации сталь, пребывающая первоначально в закаленном состоянии, отпускается. Выделяющиеся карбидные частицы служат для интенсификации процессов измельчения зерна за счет обеспечения барьеров для миграции границ. Стоит отметить, применение операции отпуска перед ротационной ковкой привело бы к более полному выделению карбидов и некоторому росту их размера, однако включение данной операции в цикл производства прутка является нецелесообразным в виду повышения временных затрат.
Графические материалы.
Фиг. 1. Фотографии образцов стали 40ХГНМ после закалки и осадки при температуре Т=500°C на степень 25% (а) и 50% (б), на фиг. (б) видны трещины, что подтверждает выбор степени деформации за проход.
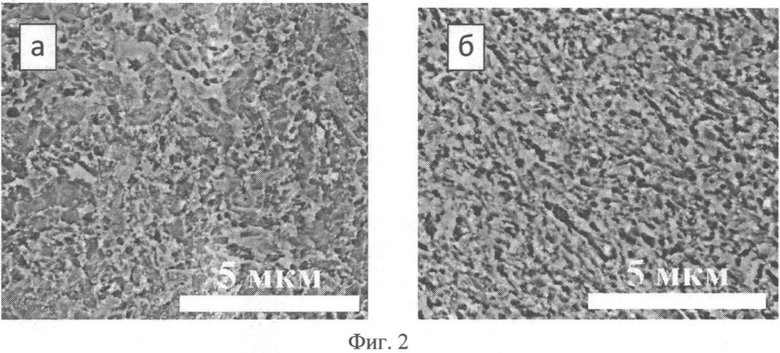
Фиг. 2. Микроструктура стали 40ХГНМ после обработки по режиму примера 4 в поперечном сечении: а - центр, б - край. Изображения получены с помощью растрового электронного микроскопа FEI Quanta-600.
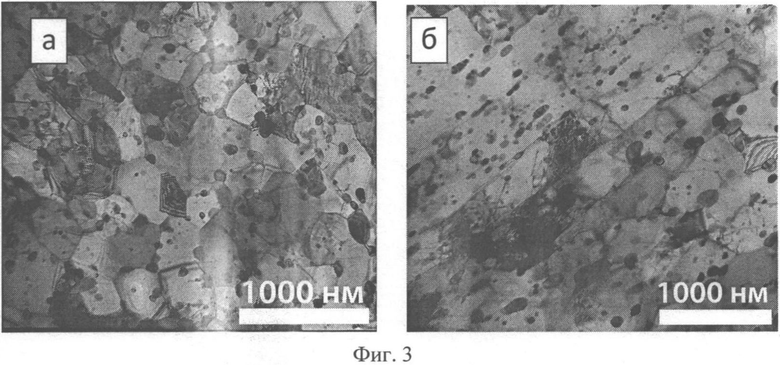
Фиг. 3. Фотографии микроструктуры стали 40ХГНМ после обработки по режиму примера 5 в поперечном (а) и продольном (б) сечениях. Изображения получены с помощью просвечивающего электронного микроскопа JEOL JEM 2100.
Сущность предложенного технического решения поясняется примерами конкретного выполнения.
Пример 1.
Исходная заготовка - пруток среднеуглеродистой стали 40ХГНМ, содержащей масс.%: C - 0,37-0,43; Cr - 0,6-0,9; Mn - 0,5-0,8; Ni - 0,7-1,1; Mo - 0,15-0,25; Si - 0,17-0,37; S - до 0,035; P - до 0,035 - размером 65×500 мм. Исходная микроструктура - зерна феррита и колонии перлита. Критические температуры для данной стали: AC3=761°C, AC1=776°C.
Заготовку нагревают в печи до температуры 840°C, т.е. выше AC3, и выдерживают при этой температуре до образования однородного твердого раствора аустенита. Затем заготовку закаливают для предотвращения перлитного превращения. В результате закалки образуется мартенсит.
Далее заготовку нагревают в печи до температуры 600°C и подвергают деформации на ротационно-ковочной машине с шагом 4-6 мм на диаметр: ⌀65→⌀59→⌀54→⌀49→⌀44→⌀39→⌀35, истинная степень деформации ε~1,2. Во время нагрева и деформации происходит распад мартенсита с образованием ферритно-цементитной смеси, в ходе деформации образуется фрагментированная структура, в феррите развивается динамическая рекристаллизация. По окончании деформации заготовку охлаждают на воздухе до комнатной температуры. После деформации структура представляет собой мелкие зерна феррита с размером ~710 нм, зеренно-субзеренная структура имеет размер ~420 нм, а дисперсно распределенные частицы карбидов ~45 нм.
Механические свойства стали приведены в таблице 1.
Пример 2.
Для данного примера исходной являлась заготовка, термическая и деформационно-термическая обработка которой подробно описана в примере 1.
Далее заготовку нагревают в печи до температуры 600°C и подвергают деформации на ротационно-ковочной машине с шагом 4 мм на диаметр: ⌀35→⌀31→⌀27→⌀23 соответственно, истинная степень деформации ε~2,2. По окончании деформации заготовку охлаждают на воздухе до комнатной температуры. После деформации структура заготовки представляет собой зерна феррита со средним размером зерен ~600 нм, средний размер зеренно-субзеренной структуры равен ~380 нм, а карбидов ~55 нм. Механические свойства стали приведены в таблице 1, а значения работы удара при различных температурах испытания - в таблице 2.
Пример 3.
Для данного примера исходной являлась заготовка, термическая и деформационно-термическая обработка которой подробно описана в примере 2.
Далее заготовку нагревают в печи до температуры 600°C и подвергают деформации на ротационно-ковочной машине с шагом 3-5 мм на диаметр: ⌀23→⌀18→⌀15 соответственно, истинная степень деформации ε~2,9. По окончании деформации заготовку охлаждают на воздухе до комнатной температуры. Заготовка после деформации имеет следующие характеристики: средний размер зерен феррита ~580 нм, средний размер зеренно-субзеренной структуры ~460 нм, а карбидов ~75 нм.
Механические свойства стали приведены в таблице 1, а значения работы удара при различных температурах испытания - в таблице 2.
Пример 4.
Для данного примера исходной являлась заготовка, термическая и деформационно-термическая обработка которой подробно описана в примере 1.
Далее заготовку нагревают в печи до температуры 500°C и подвергают деформации на ротационно-ковочной машине с шагом 3-5 мм на диаметр: ⌀35→⌀33→⌀31→⌀27→⌀21, истинная степень деформации ε~2,2. По окончании деформации заготовку охлаждают на воздухе до комнатной температуры. После деформации в структуре заготовки наблюдается значительная неоднородность по сечению. В центральной области структура представляет собой зерна феррита с размером ~705 нм, зеренно-субзеренная структура имеет размер ~380 нм, а дисперсно распределенные частицы карбидов ~50 нм (фиг. 2).
Механические свойства стали приведены в таблице 1, а значения работы удара при различных температурах испытания - в таблице 2.
Пример 5.
Для данного примера исходной являлась заготовка, термическая и деформационно-термическая обработка которой подробно описана в примере 4.
Далее заготовку нагревают в печи до температуры 600°C и подвергают деформации на ротационно-ковочной машине с шагом 3 мм на диаметр: ⌀21→⌀18→⌀15, истинная степень деформации ε~2,9. По окончании деформации заготовку охлаждают на воздухе до комнатной температуры. После деформации структура первой заготовки представляет собой зерна феррита с размером ~500 нм, зеренно-субзеренная структура имеет размер ~400 нм, а дисперсно распределенные частицы карбидов ~55 нм (фиг. 3).
Механические свойства стали приведены в таблице 1, а значения работы удара при различных температурах испытания - в таблице 2.
Таким образом, поставленная задача по расширению арсенала способов обработки среднеуглеродистых низколегированных сталей с достижением повышенных показателей ударной вязкости при низких температурах решена.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2016 |
|
RU2631068C1 |
| Способ обработки хромомолибденовой стали перлитного класса | 2022 |
|
RU2788770C1 |
| Способ получения проволоки из сплава титан-ниобий-тантал-цирконий с эффектом памяти формы | 2017 |
|
RU2656626C1 |
| СПОСОБ ОБРАБОТКИ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 2010 |
|
RU2443786C1 |
| ВЫСОКОПРОЧНАЯ СРЕДНЕУГЛЕРОДИСТАЯ КОМПЛЕКСНОЛЕГИРОВАННАЯ СТАЛЬ | 2012 |
|
RU2510424C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ЭКОНОМНОЛЕГИРОВАННЫХ СТАЛЕЙ | 2013 |
|
RU2548339C1 |
| Способ изготовления труб нефтяного сортамента (варианты) | 2017 |
|
RU2686405C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННЫХ ПРУТКОВ КРУГЛОГО СЕЧЕНИЯ ИЗ ТИТАНОВОГО СПЛАВА ВТ22 | 2015 |
|
RU2604075C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2013 |
|
RU2544730C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТА ИЗ МАЛОУГЛЕРОДИСТОЙ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 1999 |
|
RU2148660C1 |
Изобретение относится к области деформационно-термической обработки среднеуглеродистых низколегированных сталей. Для повышения ударной вязкости сталей, работающих при низких температурах, осуществляют закалку и пластическую деформацию путем ротационной ковки со степенью относительной деформации за проход 5-25% в интервале температур 600-500°C. Ротационную ковку проводят в один или более этапов с суммарной истинной степенью деформации не менее ε~1,2. В случае если ротационную ковку проводят более чем за один этап, после каждого этапа охлаждают заготовку до комнатной температуры и осуществляют повторный нагрев до температуры в интервале 600-500°C. 3 ил., 2 табл., 5 пр.
Способ обработки среднеуглеродистых низколегированных сталей, включающий закалку с температуры выше Ac3, измельчение микроструктуры посредством пластической деформации, отличающийся тем, что пластическую деформацию осуществляют путем ротационной ковки со степенью относительной деформации за проход 5-25% при температуре 600-500°C, при этом ротационную ковку проводят в один или более этапов с суммарной истинной степенью деформации ε не менее 1,2, причем при проведении ротационной ковки более чем за один этап после каждого этапа охлаждают заготовку до комнатной температуры и осуществляют повторный нагрев до температуры в интервале 600-500°C.
| СПОСОБ ПРОИЗВОДСТВА ПРОВОЛОКИ | 1998 |
|
RU2137563C1 |
| ОСЬ ИЗ БЕСШОВНОЙ ТРУБЫ ДЛЯ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ ИЗГОТОВЛЕНИЯ ОСИ ИЗ БЕСШОВНОЙ СТАЛЬНОЙ ТРУБЫ ДЛЯ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА | 2008 |
|
RU2487951C2 |
| Способ обработки низкоуглеродистой стали | 1982 |
|
SU1129248A1 |
| СПОСОБ СФЕРОИДИЗАЦИИ КАРБИДОВ В УГЛЕРОДИСТЫХ И ЛЕГИРОВАННЫХ СТАЛЯХ | 0 |
|
SU218930A1 |

