Изобретение относится к технологиям термообработки изделий из низко- и среднеуглеродистых, нелегированных и малолегированных сталей. В частности, изобретение может быть использовано при индукционной термообработке цилиндрических изделий и прутков, ленты и полос, сортового проката, труб различного сечения, в том числе сварных.
Как известно, после изготовления изделий из сталей для получения оптимального сочетания параметров - высокой прочности при достаточной пластичности и вязкости - обычно применяют специальные виды термической обработки, которые включают нагрев до заданной температуры, выдержку при этой температуре и охлаждение с определенной скоростью.
Известен способ термической обработки изделий из малоуглеродистой низколегированной стали [1], включающий нагрев до температуры выше верхней критической точки Ас3, охлаждение водой в щелевом спрейере (закалку), повторный нагрев до температуры Ac1+(20-50°С), охлаждение в печи до 650-680°С со скоростью 0,5-1,0°С/с, а затем - со скоростью 20-50°С/с в спрейере. Способ обеспечивает повышение прочностных свойств изделия при сохранении пластичности и ударной вязкости. Это достигается тем, что в результате термообработки образуется структура, состоящая из равномерно распределенных участков бейнито-мартенситной смеси и сорбита отпуска в определенной пропорции, обладающая за счет этого повышенной пластичностью, ударной вязкостью и достаточной прочностью.
Недостатками данного способа являются большая сложность и длительность технологического цикла и, соответственно, повышение стоимости изделий. Реализация этого способа требует сложного оборудования.
Наиболее близким к предлагаемому изобретению является способ циклического ускоренного нагрева с промежуточным импульсным охлаждением (ЦУНПИО) изделий из низко- и среднеуглеродистых, нелегированных и малолегированных сталей (ст 25, ст 10) ([2], прототип). Способ ЦУНПИО включает индукционный циклический нагрев до температур в интервале между Ac1 и Ас3, промежуточное импульсное охлаждение водным душем и окончательное охлаждение различной интенсивности. Такая термообработка позволяет получить значительное упрочнение изделий при повышенной пластичности и ударной вязкости за счет образования троосто-сорбитных структур.
Однако этот способ при всех его достоинствах требует специального оборудования для осуществления, довольно длителен, заметно удорожает стоимость изделия и поэтому не нашел широкого применения в заводской практике.
Задача, решаемая предлагаемым изобретением, - изготовление в промышленном производстве простым и экономичным способом изделий из низко- и среднеуглеродистых, нелегированных и малолегированных сталей, обладающих требуемым сочетанием прочностных и пластических свойств.
Технический эффект, обеспечивающий решение задачи, - получение минимальным количеством технологически простых операций определенной структуры материала изделия, которая обладает по сравнению с исходной повышенной прочностью и пластичностью за счет образования мартенситной, бейнито-троостной и сорбито-ферритной структур.
Результат достигается тем, что в соответствии с предлагаемым способом термической обработки изделий из низко- и среднеуглеродистых, нелегированных и малолегированных сталей осуществляют индукционный нагрев изделия до температуры в интервале от (Ac1+25)°С до (Ас3-25)°С со скоростями от 500 до 1000°С/с, а охлаждение производят с интенсивностью теплоотвода (20-40)·103 Вт/м2·°С. В результате такой термообработки прочность возрастает в 1,3-1,6 раза по сравнению с исходной и более 1,5 раз по сравнению с прототипом, а пластичность не ухудшается: относительное удлинение на пятикратных образцах δ5 возрастает в 1,2-1,5 раза или остается равным исходному.
Предлагаемый способ за счет предельно малого количества операций, высокой скорости нагрева и высокой скорости охлаждения (вследствие высокой интенсивности теплоотвода) является достаточно коротким, что делает его привлекательным для промышленного использования.
Отличия предлагаемого способа от известного из уровня техники заключаются в режимах проведения операций нагрева и охлаждения: скорости нагрева, температуры нагрева, интенсивности охлаждения.
Технический эффект достигается новой, не известной из уровня техники совокупностью режимов термообработки.
Совокупное влияние скорости и температуры нагрева, а также интенсивности охлаждения позволяет очень эффективно регулировать процессы: рекристаллизации исходно деформированного металла, перераспределения напряжений (II и III рода) по границам зерен, образования флуктуации (сгущений) как будущих зародышей новой структуры при температурах, близких к началу превращения (Ac1), возникновения зародышей аустенита в перлите и их рост с еще более энергичным перераспределением внутренних напряжений, аустенитизации исходной структуры при температурах в диапазоне Ac1-Ас3.
Однако, из существующего уровня техники невозможно априори выбрать конкретные режимы термообработки указанных сталей, позволяющие получить нужное сочетание пластичности и прочности изделий, таким образом предлагаемое изобретение очевидным образом не вытекает из уровня техники.
Сущность изобретения раскрывается при рассмотрении процессов, происходящих при термообработке по изобретению.
Эффект воздействия на механические свойства металла в области температур начала аустенитного превращения при индукционном нагреве вызывается последовательным протеканием следующих процессов. При нагреве до температур в интервале аустенитного превращения от (Ac1+25) до (Ас3-25)°С (в области промежуточного превращения) в подготовленной, диффузионно активной структуре феррита и перлита сначала отдельные флуктуации начинают сливаться в более крупные фрагменты, образуя зародыши γ-фазы, затем начинается их рост за счет перлита, вследствие чего первые зерна аустенита содержат максимальное количество углерода, то есть при этом они испытывают достаточно высокое напряженное состояние. По мере роста аустенитных зерен и перераспределения углерода в зернах, образовавшихся из перлита и феррита, напряженное состояние структуры возрастает и тем в большей степени, чем выше скорость нагрева. А если охлаждение после нагрева происходит достаточно интенсивно ((20-40)·103 Вт/м2·°С), то прочностные характеристики металла с ростом температуры начинают постепенно возрастать, а пластические свойства - медленно снижаться.
Таким образом, анализ показывает, что заявляемый способ благодаря найденным конкретным температурно-временным параметрам нагрева и охлаждения позволяет получить необходимые прочностные и пластические свойства изделий. При этом он предельно прост (минимальное количество операций), существенно короток и реализуется при помощи известных технических средств, применяемых в промышленности на участках индукционной термической обработки изделий. Способ может быть использован либо непосредственно в общем цикле изготовления изделий, либо на отдельном технологическом участке.
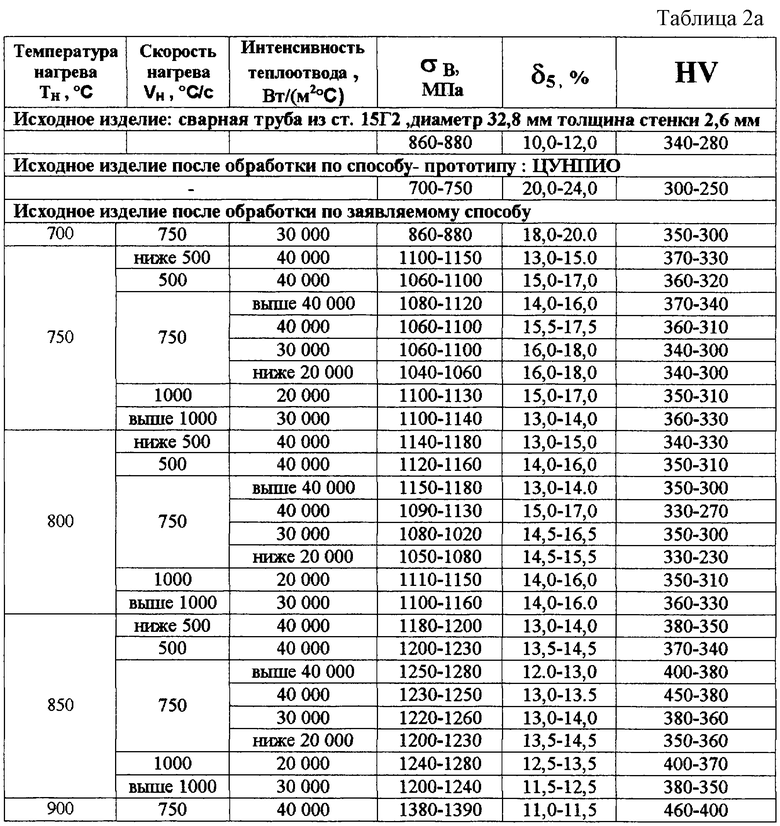
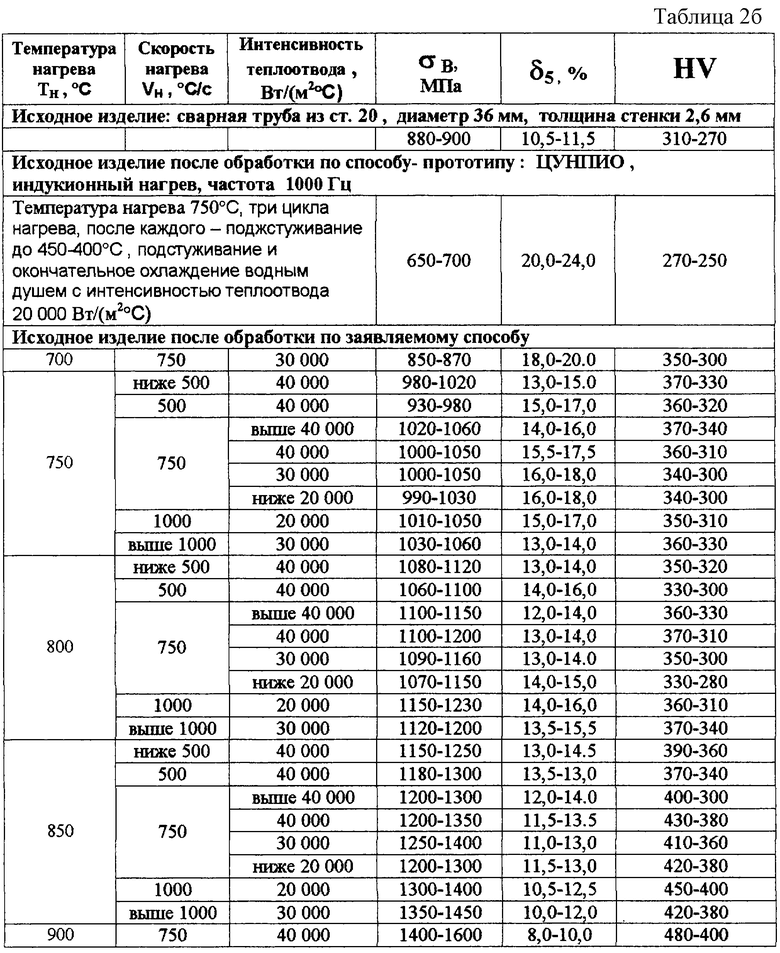
Реализация предлагаемого способа и достигаемый технический эффект иллюстрируются примерами конкретного применения в промышленных условиях при термообработке изготовленных высокочастотной сваркой труб из ст. 15Г2, ст. 20. Термообработка проводилась непрерывно-последовательным способом на установке индукционного нагрева длинномерных изделий. Теплоотвод осуществлялся с помощью водного душа из спрейера.
Полученные результаты, подтверждающие достижение технического эффекта в заявленных пределах, приведены в таблицах.
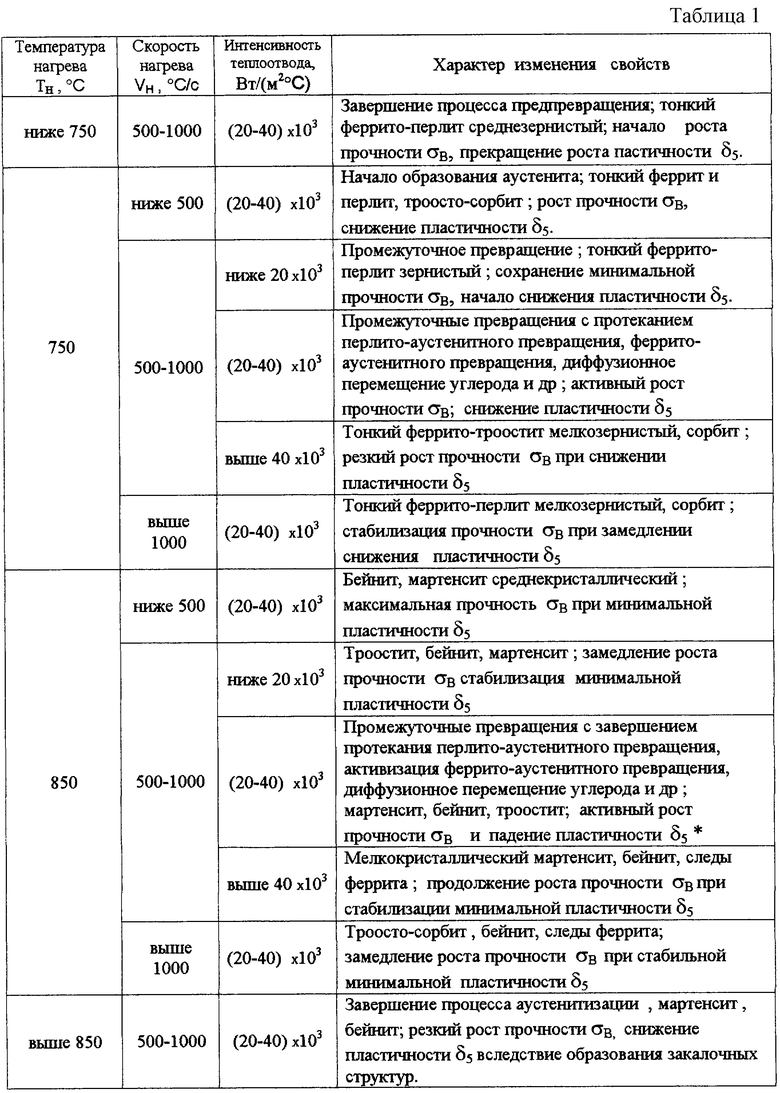
В табл. 1: обобщенные данные, характеризующие связь теплофизических эффектов со свойствами изделий и режимами термообработки.
В табл. 2 а-б: параметры изделий из разных марок сталей в зависимости от режимов термообработки.
В таблицах:
σВ - предел прочности при растяжении или временное сопротивление разрыву, МПа;
δ5 - относительное удлинение пятикратного образца к моменту разрыва, %;
HV - твердость структуры металла, измеренная на приборе Виккерса.
Из таблицы 1 виден характер изменения теплофизических эффектов и свойств изделий при различных режимах термообработки. Данные таблиц 2 а-б подтверждают результаты таблицы 1 для конкретных марок сталей. Данные таблиц показывают, что обработка сварных труб из указанных марок сталей по изобретению позволяет получить в 1,3-1,6 раза по сравнению с исходной и более 1,5 раз по сравнению с прототипом, а пластичность не ухудшается: относительное удлинение на пятикратных образцах δ5 возрастает в 1,2-1,5 раза или остается равным исходному.
Этот эффект достаточно устойчив во всем диапазоне температур протекания процессов промежуточного превращения от (Ac1+25)°С до (Ас3-25)°С. В этом диапазоне температур нагрева предел прочности σВ устойчиво непрерывно повышается, а относительное удлинение δ5 изменяется, но остается выше исходной.
Процесс прямого превращения структуры низко- и среднеуглеродистых нелегированных и малолегированных сталей наиболее успешно реализуется в интервале скоростей нагрева от 500 до 1000°С/с с точки зрения влияния размеров и формы образующихся зерен новой фазы; их взаимодействия с еще не успевшими вступить в превращение исходными зернами; перераспределения напряжений II и III рода на границах всех зерен и внутри них; развития диффузионных процессов между образующимися зернами в каждый следующий момент времени, а также между новыми и исходными зернами.
Снижение скорости нагрева ниже 500°С/с ощутимо активизирует процесс аустенитизации и последующего при охлаждении обратного превращения аустенита. Это приводит к ускорению роста предела прочности σВ и снижению относительного удлинения δ5 (пластичности).
Увеличение же скорости нагрева выше 1000°С/с тормозит развитие процессов аустенитизации, снижает напряженность образующейся и исходной структур и, естественно, развитие процессов обратного превращения при охлаждении, вследствие чего замедляется рост предела прочности σВ и снижение относительного удлинения δ5.
Процесс обратного превращения структуры низко- и среднеуглеродистых нелегированных и малолегированных сталей наиболее успешно реализуется в интервале интенсивностей теплоотвода 20000-40000 Вт/м2·°С с точки зрения влияния размеров, формы, типа образующихся из аустенита зерен; их взаимодействия с сохранившимися исходными зернами; перераспределения напряжений II и III рода на границах различных зерен и внутри них; эффекта подавления теплофизических процессов при охлаждении. При снижении теплоотвода ниже 20000 Вт/м2·°C активизируется процесс образования структур неполного превращения. Это приводит к нарушению стабильности роста предела прочности σВ, а именно - к замедлению его роста и стабильности. Также ускоряется процесс снижения относительного удлинения δ5. При повышении теплоотвода выше 40000 Вт/м2·°С активизируется процесс образования чисто закалочных структур, что приводит к резкому росту предела прочности σВ и снижению относительного удлинения δ5 ниже исходного.
Таким образом, за счет найденного оптимального сочетания диапазонов значений основных параметров термообработки удается извлечь максимальные преимущества из процесса неполного превращения структур низко- и среднеуглеродистых нелегированных и малолегированных сталей в диапазоне температур от (Ac1+25)°С до (Ас3-25)°С - получить значительный рост прочности при пластичности не ниже исходной.
Заявляемое изобретение позволяет простым, быстрым, реализуемым на широко распространенном промышленном оборудовании индукционного нагрева способом получать изделия из низко- и среднеуглеродистых нелегированных и малолегированных сталей с повышенной прочностью при пластичности, по крайней мере, не ниже исходной.
Источники информации
1. Авт. свид. СССР №605846, кл. С 21 D 9/08, 1/78, з. 12.04.76, oп. 05.05.78.
2 Г.Ф.Головин, Н.В.Зимин. Технология термической обработки металлов с применением токов высокой частоты. Библиотечка высокочастотника-термиста, вып.3 Л., Машиностроение, 1990, с.58-61.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ НИЗКО- И СРЕДНЕУГЛЕРОДИСТЫХ НЕЛЕГИРОВАННЫХ И МАЛОЛЕГИРОВАННЫХ СТАЛЕЙ | 2003 |
|
RU2231564C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ИЗДЕЛИЙ ИЗ НИЗКОУГЛЕРОДИСТЫХ, НЕЛЕГИРОВАННЫХ И МАЛОЛЕГИРОВАННЫХ СТАЛЕЙ | 2003 |
|
RU2235628C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2019 |
|
RU2735308C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТА ИЗ МАЛОУГЛЕРОДИСТОЙ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 1999 |
|
RU2148660C1 |
| Способ термомеханической обработки микролегированных сталей | 2016 |
|
RU2627715C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ КРИОГЕННОЙ КОНСТРУКЦИОННОЙ СТАЛИ | 2019 |
|
RU2703008C1 |
| Способ термической обработки зоны сварного соединения бурильных труб | 2019 |
|
RU2726209C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ПРОКАТА ИЗ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2008 |
|
RU2373293C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ ТРУБ | 2011 |
|
RU2484149C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ОТЛИВКИ ИЗ ВЫСОКОПРОЧНОЙ ИЗНОСОСТОЙКОЙ СТАЛИ (ВАРИАНТЫ) | 2019 |
|
RU2750299C2 |
Изобретение относится к технологиям термообработки изделий из низко- и среднеуглеродистых, нелегированных и малолегированных сталей. В частности, изобретение может быть использовано при индукционной термообработке цилиндрических изделий и прутков, ленты и полос, сортового проката, труб различного сечения, в том числе сварных. Задача, решаемая предлагаемым изобретением, - изготовление в промышленном производстве на широко распространенном промышленном оборудовании индукционного нагрева простым и экономичным способом изделий из низко- и среднеуглеродистых, нелегированных и малолегированных сталей, обладающих требуемым сочетанием прочностных и пластических свойств. Технический результат, обеспечивающий решение задачи, - получение минимальным количеством технологически простых операций определенной структуры материала изделия, которая обладает повышенной прочностью и пластичностью, по крайней мере, не ниже исходной. Результат достигается тем, что в соответствии с предлагаемым способом термической обработки изделий из низко- и среднеуглеродистых, нелегированных и малолегированных сталей осуществляют индукционный нагрев изделия до температуры в интервале от (Ac1+25)°С до (Ас3-25)°С со скоростями от 500 до 1000°С/с, а охлаждение производят с интенсивностью теплоотвода 20000-40000 Вт/м2·°С. В результате такой термообработки прочность возрастает в 1,3-1,6 раза по сравнению с исходной и более 1,5 раз по сравнению с прототипом, а пластичность не ухудшается: относительное удлинение на пятикратных образцах δ5 возрастает в 1,2-1,5 раза или остается равным исходному. За счет найденного оптимального сочетания диапазонов значений основных параметров термообработки удается извлечь максимальные преимущества из процесса неполного превращения структур низко- и среднеуглеродистых нелегированных и малолегированных сталей в диапазоне температур от (Ac1+25)°С до (Ас3-25)°С. 3 табл.
Способ термической обработки изделий из низко- и среднеуглеродистых, нелегированных и малолегированных сталей, включающий индукционный нагрев и последующее охлаждение, отличающийся тем, что нагрев изделия осуществляют до температуры в интервале от (Ac1+25)°С до (Ас3-25)°С со скоростями от 500 до 1000°С/с, а охлаждение производят с интенсивностью теплоотвода (20-40)·103 Вт/м2·°С.
| ГОЛОВИН Г.Ф., ЗИМИН Н.В | |||
| Технология термической обработки металлов с применением токов высокой частоты, Библиотека высокочастотника-термиста, Вып.3 | |||
| - Л.: Машиностроение, 1990, с.58-61 | |||
| Способ непрерывно-последовательной индукционной обработки бурильной трубы | 1990 |
|
SU1770401A1 |
| СПОСОБ ТЕРМООБРАБОТКИ ТРУБЫ | 1997 |
|
RU2116357C1 |

