Изобретение относится к области термосиловой обработки (ТСО) маложестких осесимметричных деталей типа "вал" и может быть использовано на машиностроительных предприятиях.
Известно устройство для ТСО валов малой жесткости, включающее стапель с захватами в концевых сечениях, причем стапель выполнен в виде трубы из металла с коэффициентом теплового расширения меньшим, чем у изделия [1].
Недостатком данного устройства является невозможность обеспечить стабильность прикладываемого усилия в процессе ТСО, что может привести к переупрочнению материала, неравномерной по длине вала структуры металла, остаточной деформации и, следовательно, к нестабильности размеров в эксплуатационный период с потерей точности.
Наиболее близким устройством того же назначения к заявленному изобретению, выбранным в качестве прототипа, является устройство для ТСО, включающее стапель с подвижным и неподвижным захватами, шахтную печь, силовой узел [2].
Недостатком данного устройства является сложность конструкции из-за использования силового узла в виде гидроцилиндров, невысокая надежность работы устройства в связи с действием высоких температур вблизи гидравлической части устройства, что обуславливает возможность утечек рабочей среды, высокую пожароопасность, а также трудность регулирования рабочих нагрузок в связи с высокими температурными деформациями рабочих элементов гидроцилиндров.
Задача, на решение которой направленно заявляемое изобретение, заключается в повышении надежности и эффективности ТСО с достижением следующих технических результатов: упрощение конструкции устройства для ТСО путем использования его внутренних ресурсов; повышение стабильности структуры материала и остаточных напряжений по длине детали за счет управления величиной прикладываемого при ТСО усилия.
Эта задача решается тем, что в устройстве для ТСО осесимметричных нежестких валов, содержащем стапель с подвижным и неподвижным захватами, печь, силовой узел, последний выполнен в виде вертикально размещенных телескопически соединенных между собой труб, полости которых заполнены рабочей средой, а донные части которых выполнены с отверстиями, при этом внутренние трубы выполнены подвижными и снабжены обратными клапанами для открывания отверстий при выдвижении труб вверх, внешние трубы выполнены неподвижными и снабжены выпускными клапанами для открывания отверстий при обратном движении внутренних труб вниз, а в качестве рабочей среды используется сыпучий материал; выпускные клапаны могут быть выполнены с возможностью регулирования усилия их поджатия к отверстиям в донной части труб.
Выполнение силового узла в виде телескопически соединенных между собой труб позволяет регулировать длину рабочей зоны устройства, что позволяет обрабатывать детали различной длины, а также адаптироваться к температурным деформациям детали в процессе ТСО, снижает энергоемкость процесса ТСО из-за того что нагревается только заготовка, а не весь стапель для осуществления ТСО.
Расположение труб вертикально позволяет использовать гравитационные силы для регулирования их вылета путем пересыпания рабочей среды.
Выполнение труб с внутренними полостями позволяет сделать устройство для ТСО более компактным из-за использования их как направляющих для подвижного захвата, а также для размещения нагружающего механизма.
Заполнение внутренних полостей труб рабочей смесью повышает надежность работы устройства за счет большей устойчивости при действии сжимающих усилий при ТСО, при этом не нужна сложная управляющая аппаратура, упрощаются условия эксплуатации за счет того что скорость истечения сыпучего материала зависит не от давления, а от величины выходного отверстия.
Выполнение внутренних труб с донной частью позволяет совместить функции силового нагружения и направления движения подвижного захвата, а выполнение внешних труб с донной частью формирует под ними полость для рабочей смеси.
Установка в донных частях труб клапанов дает возможность совместить несущую конструкцию устройства для ТСО с устройством управления силовой нагруженностью вала в процессе обработки.
Установка в отверстиях донной части внутренних труб обратных клапанов, выполненных с возможностью открывания отверстий при выдвижении труб, разрешает проводить регулировку положения подвижного захвата в адаптационном режиме без дополнительной регулировки при термической деформации заготовки, при этом отслеживается термическое удлинение заготовки.
Выполнение внешних труб подвижными позволяет отслеживать тепловые деформации заготовки.
Выполнение внутренних труб неподвижными создает возможность втягивания внутренних труб за счет высыпания рабочей смеси в полость, находящуюся под внутренними трубами.
Расположение в донной части внешних труб выпускных клапанов позволяет создавать и регулировать силовое нагружение изделия при его охлаждении за счет компенсации температурных деформаций в процессе охлаждения заготовки и создания силового замыкания с формированием в заготовке пластически деформированных направленных структур.
Использование в качестве рабочей среды сыпучей смеси позволяет регулировать адаптивно выдвижение труб с заданным усилием без сложных систем управления.
Выполнение клапанов с регулятором усилия их поджатия позволяет предварительно задавать требуемое прикладываемое растягивающее усилие при ТСО с учетом условий обработки (размеров детали и ее материала).
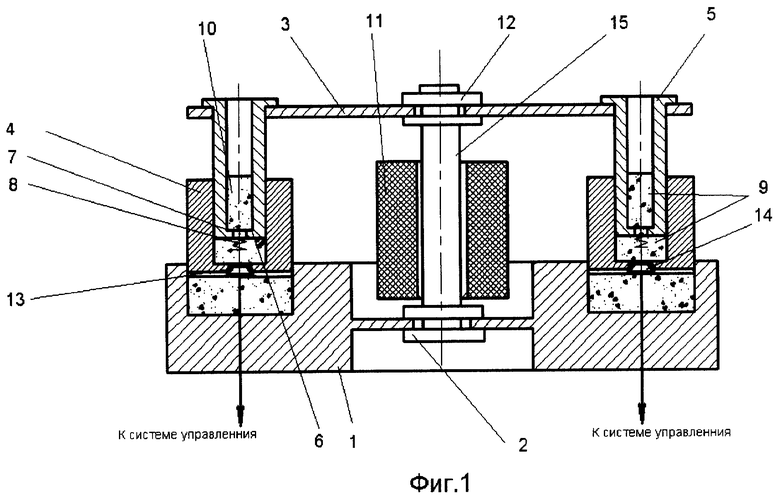
Общий вид устройства приведен на фиг.1, вариант системы управления - на фиг.2.
Устройство (фиг.1) содержит стапель 1, на котором крепится неподвижный захват 2 и силовой узел 3 в виде наружных 4 и внутренних 5 труб с донной частью 6 с отверстием 7 и обратным клапаном 8. Полости 9 наружных 4 и внутренних 5 труб заполнены сыпучей смесью 10 (песок, графит, чугунная дробь). Концентрично оси размещена печь 11 и подвижный захват 12. В донной части наружных труб 4 имеются отверстия 13 с регулируемыми выпускными клапанами 14, соединенных с блоком регулирования (не показан).
Этот блок может содержать (фиг.2) измерительное устройство 16, которое соединено с усилителем 17, сравнивающим устройством 18, приводом 19 регулирования зазора выпускного клапана 14. К сравнивающему устройству также присоединен задатчик 20 величины прикладываемого усилия.
Устройство работает следующим образом.
Вал 15 помещают в печь 11, зажимают в подвижном 12 и неподвижном 2 захватах и проводят его нагрев, при котором за счет термического удлинения вала 15 происходит перемещение подвижного захвата 12 с выдвижением внутренних труб 5 силового узла 3. При этом происходит открытие обратного клапана 8, и через отверстие 7 сыпучая смесь 10 пересыпается из внутренней 5 в наружную трубу 4, заполняя под закрытой донной частью 6 полость 9. При переходе к остыванию вала 15 происходит его термическое сжатие, а за счет захватов 2 и 12 происходит его растяжение при охлаждении вала и удержание в прямолинейном состоянии, что приводит к формированию устойчивой равновесной структуры за счет пластической деформации.
С использованием блока управления устройство будет работать следующим образом. Для создания постоянного растягивающего усилия предварительно настраивают задатчик 20 величины прикладываемого усилия. При изменении нагрузки в процессе ТСО ее значение с измерительного устройства 16 усилия деформации поступает через усилитель 17 на сравнивающее устройство 18. Сигнал рассогласования от измерительного устройства 16 и задатчика 20 поступает на привод 19 регулирования зазора выпускного клапана 15, который, изменяя величину отверстия 14, управляет скоростью истечения сыпучего материала 11, за счет чего стабилизируется или изменяется по определенному закону величина прикладываемого усилия.
Цикл обработки повторяется до полного опорожнения внутренней полости, после чего сыпучую смесь из неподвижной части стапеля пересыпают обратно в полости подвижных труб.
Использование данного устройства позволяет повысить надежность проведения ТСО, повысить стабильность структуры материала и остаточных напряжений по длине детали, упростить конструкцию устройства для ТСО.
Литература
1. А.с. СССР №1407696, кл. С 21 D 1/62, 1/63, 1988.
2. Драчев О.И. Экспериментальная установка для термомеханической обработки деталей. // Технология и автоматизация машиностроения. Выпуск 47. - Киев: Тэхника. - 1991. - С. 40-44.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТЕРМОСИЛОВОЙ ОБРАБОТКИ МАЛОЖЕСТКИХ ВАЛОВ | 2011 |
|
RU2462518C1 |
| Способ термосиловой обработки длинномерных осесимметричных деталей и устройство для его осуществления | 2018 |
|
RU2709127C1 |
| Способ термосиловой обработки длинномерных осесимметричных деталей и устройство для его осуществления | 2015 |
|
RU2615852C2 |
| Способ термосиловой обработки длинномерных осесимметричных деталей и устройство для его осуществления | 2016 |
|
RU2645235C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2381282C1 |
| Устройство для холодной правки заготовки вала | 2020 |
|
RU2750225C1 |
| Способ и устройство для управления термосиловой обработкой | 2021 |
|
RU2768412C1 |
| СПОСОБ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2575510C2 |
| СПОСОБ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2552206C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДИАГНОСТИКИ И УПРАВЛЕНИЯ ПРОЦЕССОМ ТЕРМОСИЛОВОЙ ОБРАБОТКИ МАЛОЖЕСТКИХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2466195C1 |

Изобретение относится к области термосиловой обработки. Устройство для термосиловой обработки осесимметричных нежестких валов содержит стапель с подвижным и неподвижным захватами, печь и силовой узел. Силовой узел выполнен в виде вертикально размещенных телескопически соединенных между собой труб, полости которых заполнены рабочей средой. Донные части труб выполнены с отверстиями. Внутренние трубы выполнены подвижными и снабжены обратными клапанами для открывания отверстий при выдвижении труб вверх. Внешние трубы выполнены неподвижными и снабжены выпускными клапанами для открывания отверстий при обратном движении внутренних труб вниз. В качестве рабочей среды использован сыпучий материал. Изобретение позволяет повысить надежность и эффективность термосиловой обработки. 1 з.п. ф-лы, 2 ил.
| ДРАЧЕВ О.И | |||
| и др | |||
| Экспериментальная установка для термомеханической обработки деталей | |||
| Технология и автоматизация машиностроения | |||
| – Киев: Тэхника, 1991, с | |||
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
| Способ термической обработки осесимметричных длинномерных деталей | 1989 |
|
SU1708884A1 |
| Устройство для термической обработки маложестких валов | 1990 |
|
SU1788978A3 |
| US 4893789 A, 16.01.1990. | |||

