Изобретение относится к машиностроению и может быть использовано для холодной правки маложестких осесимметричных деталей типа «вал».
Наиболее близким устройством, выбранным в качестве аналога, является устройство для ТСО длинномерных осесимметричных деталей, включающее стапель с захватами на торцах в концевых сечениях, причем стапель выполнен в виде трубы из металла с коэффициентом теплового расширения, меньшим, чем у изделия [1].
Недостатком данного устройства является невозможность обеспечить стабильность прикладываемого усилия в процессе ТСО, что может привести к переупрочнению материала, неравномерной по длине вала структуры металла, остаточной деформации и, следовательно, к нестабильности размеров в эксплуатационный период с потерей точности.
Близким устройством, выбранным в качестве прототипа, является устройство для осевой деформации маложестких валов содержащем стапель с захватами вала, а его осевая деформация осуществляется за счет разности коэффициентов линейного сжатия стапеля и вала. Причем коэффициентов линейного сжатия стапеля больше, чем коэффициент линейного сжатия вала. В теле стапеля выполнены полости для прохождения охлаждающей жидкости, а захваты вала выполнены в виде фиксаторов продольного и поперечного положения вала выполненных в виде шаровых опор, одна из которых является подвижной, а фиксаторы поперечного положения - в виде направляющей втулки [2].
Недостатком данного устройства является приложение сосредоточенной осевой силы, что приводит к неравномерному распределению остаточных напряжений по сечению и длине вала, т.к. при релаксации основное влияние на коробление оказывают осевые остаточные напряжения, данный характер их распределения приводит к уменьшению деформации детали в эксплуатационный период. Компенсация прогиба вала за счет направляющей втулки увеличивает номенклатуру оснастки.
Задачей, на решение которой направлено заявляемое изобретение, является повышение эффективности холодной правки продольным изгибом с достижением следующих технических результатов: повышение стабильности размеров и формы длинномерных маложестких валов за счет равномерного распределения продольной нагрузки и стабилизации структуры материала; устранение технологической наследственности за счет минимизации остаточных напряжений в материале обрабатываемого вала, что ведет к более однородному распределению осевых остаточных напряжений по длине вала, а т.к. при релаксации основное влияние на коробление оказывают осевые остаточные напряжения, данный характер их распределения приводит к уменьшению деформации вала в эксплуатационный период.
Задача решается тем, что в устройстве для термосиловой обработки маложестких валов силовой привод поперечного деформирования вала выполнен в виде мягкого баллона, наполненного водой, длина которого равна длине вала и встроенного в верхнею часть корпус стапеля, входом которого является минусовая температура. Источником холода является охлаждающая жидкость, например жидкий азот, которой размещен в полости крышки стапеля, а выходом деформация нижней части мягкого болона, которая охватывает поверхность вала на сто сорок градусов в поперечном сечении по всей его длине.
Стапель имеет разборную и простую конструкцию, что позволяет быстро перестраиваться на обработку валов с разными геометрическими параметрами.
Опоры в виде призм имеют простой способ базирования и измерения прогиба вала и позволяют использовать их для различных диаметров.
Регулировочная прокладка для призм позволяет регулировать зазор между наружной поверхностью вала и корпусом стапеля призм.
Установка экономична, не требует электроэнергии и может применяться в зимние месяцы без охлаждающей жидкости.
Термосиловой привод деформации обладает большой надежностью и может использоваться для правки деталей сложного профиля.
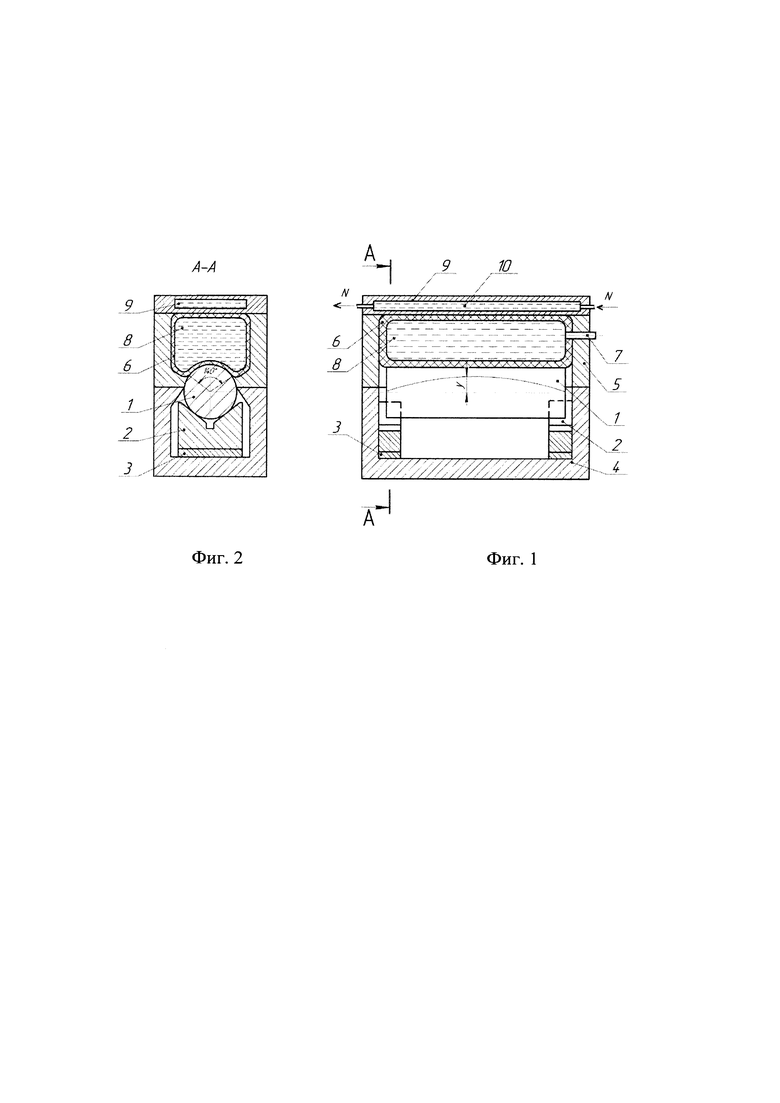
Предлагаемое изобретение иллюстрируется чертежами, представленными на фиг. 1-2, где на фиг. 1 приведен центральный разрез устройства для осуществления процесса холодной правки, на фиг. 2 - разрез А-А.
Устройство для холодной правки валов содержит заготовку вала 1, которую устанавливают на призмы 2 и через прокладки 3 крепят к нижнему основанию корпуса 4 стапеля. В верхнюю часть корпуса 5 вмонтирован мягкий баллон 6, изготовленный из прорезиненного материала с ниппелем 7, для наполнения водой 8.
Пустую полость крышки верхнего корпуса 9 заполняют охлаждающей жидкостью 10, например жидким азотом. Крепление крышки нижнего и верхнего корпусов показано условно.
Коэффициент линейного сжатия стапеля αст выбирают больше коэффициента линейного сжатия заготовки αзаг.
Известно, что вода в процессе замерзания в замкнутом объеме создает давление до 200 Мпа, а это означает, что термосиловой привод развивает усилие до 2 МН. Расширение воды при замерзании в лед дает 9% увеличения объема.
Зная объем баллона с водой, площадь охвата поверхности вала и температуру охлаждения рассчитывается величина деформации вала методом правки обратным изгибом.
Устройство для холодной правки валов работает следующим образом.
Перед процессом правки вал устанавливают в призмах вне стапеля. Измеряют величину деформации и форму вала и размечают плоскость максимальной деформации. Далее вал устанавливают на призмы, установленные в нижнем корпусе стапеля выпуклой стороной вверх.
Далее верхний корпус 5 с встроенным мягким баллоном 6 крепят на нижний корпус 4. И на верхний корпус крепят крышку 9. Далее в мягкий баллон 6 накачивают под давлением воду 8 через ниппель 7. При заполнении баллона 6 водой 8, верхняя поверхность вала по всей длине, на сто сорок градусов, охватывается мягким материалом баллона. Пустая полость в крышке 9 нагнетается охлаждающая жидкость под давлением. За счет охлаждения воды в мягком баллоне она увеличивает свой объем и создает равно распределенную по длине вала нагрузку, под действием которой он деформируется на расчетную величину.
Список источников
1. Авторское свидетельство СССР №1407969, кл. C21D 1/62, 1/63, 1988.
2. Патент РФ №2462518, МПК C21D 8/00, C21D 9/30, 2012.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термосиловой обработки осесимметричных деталей | 2016 |
|
RU2632748C2 |
| Устройство для термосиловой правки валов | 2017 |
|
RU2653520C1 |
| Способ термической обработки осесимметричных длинномерных деталей | 1989 |
|
SU1708884A1 |
| Устройство для термосиловой обработки маложестких валов | 2016 |
|
RU2623972C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2381281C1 |
| СПОСОБ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2575510C2 |
| УСТРОЙСТВО ДЛЯ ТЕРМОСИЛОВОЙ ОБРАБОТКИ МАЛОЖЕСТКИХ ВАЛОВ | 2011 |
|
RU2462518C1 |
| СПОСОБ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2387719C1 |
| Способ термосиловой обработки длинномерных осесимметричных деталей и устройство для его осуществления | 2018 |
|
RU2709127C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДИАГНОСТИКИ И УПРАВЛЕНИЯ ПРОЦЕССОМ ТЕРМОСИЛОВОЙ ОБРАБОТКИ МАЛОЖЕСТКИХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2466195C1 |
Изобретение относится к устройству для холодной правки заготовки вала. Устройство выполнено в виде стапеля, содержащего корпус, опоры для заготовки вала и силовой привод поперечного деформирования заготовки вала. Силовой привод поперечного деформирования заготовки вала выполнен в виде мягкого баллона, изготовленного из прорезиненного материала и выполненного с возможностью наполнения его водой, длина которого равна длине заготовки вала, корпус стапеля выполнен разборным и содержит верхнюю часть с установленной на ней крышкой с полостью для охлаждающей жидкости и нижнюю часть, имеющую дно, при этом мягкий баллон встроен в верхнюю часть корпуса и выполнен с возможностью охвата поверхности заготовки вала по всей его длине, а опоры для заготовки вала выполнены в виде призм, закрепленных на дне нижней части корпуса. Технический результат заключается в повышении надежности устройства. 1 з.п. ф-лы, 2 ил.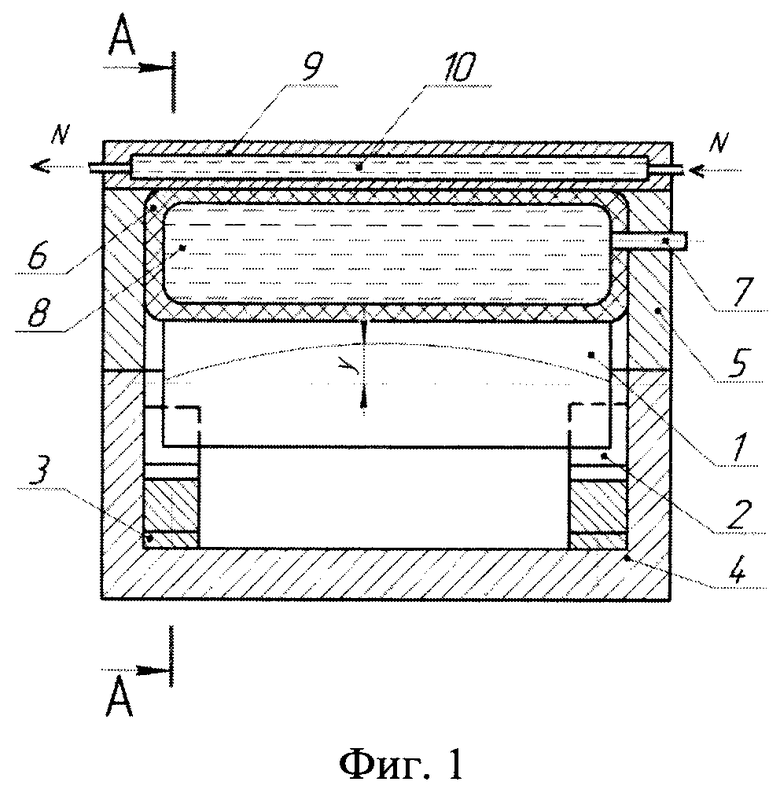
1. Устройство для холодной правки заготовки вала, выполненное в виде стапеля, содержащего корпус, опоры для заготовки вала и силовой привод поперечного деформирования заготовки вала, отличающееся тем, что силовой привод поперечного деформирования заготовки вала выполнен в виде мягкого баллона, изготовленного из прорезиненного материала и выполненного с возможностью наполнения его водой, длина которого равна длине заготовки вала, корпус стапеля выполнен разборным и содержит верхнюю часть с установленной на ней крышкой с полостью для охлаждающей жидкости и нижнюю часть, имеющую дно, при этом мягкий баллон встроен в верхнюю часть корпуса и выполнен с возможностью охвата поверхности заготовки вала по всей его длине, а опоры для заготовки вала выполнены в виде призм, закрепленных на дне нижней части корпуса.
2. Устройство по п. 1, отличающееся тем, что опоры закреплены ко дну нижней части корпуса через регулировочные прокладки.
| УСТРОЙСТВО ДЛЯ ТЕРМОСИЛОВОЙ ОБРАБОТКИ МАЛОЖЕСТКИХ ВАЛОВ | 2011 |
|
RU2462518C1 |
| Устройство для термосиловой правки валов | 2017 |
|
RU2653520C1 |
| Устройство для закалки валов малой жесткости | 1986 |
|
SU1407969A1 |
| JP 59070717 A, 21.04.1984. | |||

