Изобретение относится к области обработки металлов давлением и позволяет избавится от дефектов типа «недоштамповка» при формообразовании эластичной средой листовых деталей с элементами типа «подсечка».
Существуют варианты соединения листовых деталей при сборке: внахлест и встык с накладкой. Соединение внахлест проще по конструкции, имеет меньшую массу и большую жесткость относительно соединения встык с накладкой. Недостатком конструкции с использованием соединения внахлест является необходимость формирования подсечки. Длина нахлеста определяется из условия размещения потребного по условию прочности количества крепежных деталей. При формировании подсечки на поверхности борта детали на существующем оборудовании давления эластичной среды недостаточно, в результате чего возникает дефект типа «недоштамповка». Соединение встык с накладкой удобнее в производстве, но требует изготовления дополнительной детали (накладки) и имеет большую массу. Поэтому в самолетостроении в большинстве случаев используется тип соединения деталей между собой внахлест, в связи с чем так много «подсечек» в листовых деталях.
Преимущественной областью использования изобретения является самолетостроение.
В области самолетостроения остро стоит вопрос производства листовых деталей с элементами «подсечка». Для устранения дефектов «недоштамповка» используется ручная доводка деталей с большой трудоемкостью. В результате доводки детали в одном месте уходит контур всей детали и, как результат, приходится доводить всю деталь. Также при ручной доводке теряется смысл учета пружинения в оснастке, так как. при доводке деталь в районе подсечки полностью копирует форму с оснастки, имеющей номинальные размеры.
Предлагаемый способ устранения «недоштамповки» на деталях позволяет получать подсечку без дефекта, и, практически, устранить ручные доводочные работы.
Чаще всего на сегодняшний день в самолетостроении используют метод формообразования листовых деталей эластичной средой. Это обусловлено:
• исключительно высокой производительностью (цикл штамповки не требует сложной и длительной смены матрицы и пуансона при смене детали);
• минимальными затратами на штамповый инструмент (одну из частей оснастки изготавливать не нужно, так как в ее роли выступает эластичная среда);
• достижением наилучших механических свойств изготовляемых деталей (воздействие эластичной среды оказывает на поверхность детали более щадящее воздействие, чем воздействие металлического инструмента);
• неограниченными возможностями в части механизации и автоматизации производства (имеется возможность использования разных вспомогательных элементов оснастки, либо меняющих напряженно-деформированное состояние заготовки, либо воздействующих на нее, передавая усилие, создаваемое эластичной средой).
Однако, использование этой технологии формообразования без дополнительных элементов оснастки не позволяет получить «подсечку» на листовой детали без дефекта «недоштамповка».
Известен способ формообразования эластичной средой листовых деталей (RU 2124411 С1; МПК B21D 22/10; опубликован 10.01.1999). С помощью данного способа можно получить «подсечку» на листовой детали, но не устранить дефект «недоштаповка». Подобные технологии, позволяющие получить «подсечку», описаны в патентах:
• RU 2089313 С1, МПК B21D 22/10, опубликован 10.09.1997;
• RU 2064355 С1, МПК B21D 22/10, опубликован 27.07.1996;
• RU 2232659 С2, МПК B21D 22/10, опубликован 20.07.2004.
Технология, предлагаемая в патенте RU 2124411 С1; МПК B21D 22/10, описывает устройство и технологию для штамповки эластичной средой, в которой используется эластичная подкладка и опорная шайба как элементы, помогающие стабилизировать процесс и распределить формообразующие усилия в нужные зоны при опускании контейнера с эластичной матрицей вниз и осуществления формообразования. Так как опорная шайба находится сверху, то в начале формообразующее усилие концентрируется на радиусные переходы, являющиеся самыми проблемными зонами. Чем дальше вниз уходит опорная плита, тем больше становится зона воздействия. Формообразование идет при постоянном контакте всей заготовки с эластичной средой, что обеспечивает повышенное формообразующее усилие по всей заготовке.
Признаки, совпадающие с предлагаемой технологией: формообразование с помощью эластичной среды и использование дополнительных устройств при формообразовании.
Однако, применительно к формообразованию подсечек, используемая в аналоге технология не может обеспечить требуемый результат (устранить «недоштамповку»). Материалом, действущим на металл, является эластичная среда, но она не может обеспечить достаточного усилия для устранения дефекта «недоштаповка». Даже использование опорной шайбы и эластичной подкладки, которые концентрируют формообразующие усилия на радиусных переходах (зона «недоштаповки») в начальных этапах формообразования и поддерживают их на всей поверхности заготовки во время процесса, не обеспечивают достаточных формообразующих воздействий. Это происходит в связи тем, что при формообразовании эластичной средой не создается напряженно-деформированное состояние, необходимое для подсечки.
Условием для формообразования подсечек без дефекта типа «недоштамповка» является состояние, близкое к всестороннему сжатию. Такое состояние можно обеспечить применением дополнительного элемента оснастки, рекомендуемого в предлагаемой технологии.
Технология, предлагаемая в патенте RU 2089313 С1, МПК B21D 22/10, описывает устройство и технологию для штамповки эластичной средой, в которой используются подпоры из эластичной среды, встречающие воздействие раньше заготовки. За счет этого достигается изменение схемы формообразования и повышение формующего воздействия в области подпоров. Эта технология позволяет получать детали, имеющие симметрично расположенные борта.
Признаки, совпадающие с предлагаемой технологией: формообразование с помощью эластичной среды и использование дополнительных устройств при формообразовании.
Однако при формообразовании подсечек, данная технология не может обеспечить требуемый результат (устранить «недоштамповку»), в связи с тем, что не может обеспечить достаточного формообразующего воздействия для устранения дефекта «недоштаповка», и не создает напряженно-деформированное состояние, необходимое для подсечки. Для формообразования подсечек без дефекта типа «недоштамповка» необходимо состояние, близкое к всестороннему сжатию. Такое состояние можно обеспечить применением дополнительного элемента оснастки, рекомендуемого в предлагаемой технологии.
Технология, предлагаемая в патенте RU 2064355 С1, МПК B21D 22/10, описывает блок и технологию для штамповки деталей эластичной средой. В этой технологии используется эластичная подушка как формообразующий элемент. Эта технология осуществляется за счет вкладываемой в пресс эластичной подушки меньшего объема, чем в обычных прессах с эластичной средой, что позволяет снизить потребные усилия на формообразование (высота эластичной подушки равна сумме высот сменной оснастки и заготовки). Однако это приводит к ограничению по развиваемому давлению пресса, так как формообразующая способность эластичной подушки такой высоты, не запрессованной в блок, уменьшает возможности пресса. Такая технология оправдана для экспериментальных установок, где необходимо развивать небольшие формующие давления при относительной простоте конструктивных решений.
Основным признаком, совпадающим с предлагаемой технологией, является формообразование с помощью эластичной среды.
Применительно к формообразованию подсечек эта технология не может обеспечить требуемый результат (устранить «недоштамповку»). Даже классические схемы формообразования эластичной средой, где толщина и объем эластичной подушки значительно превышают размеры оснастки и заготовки, не могут развить достаточное усилие для устранения дефекта «недоштамповка» на подсечке. Эта технология имеет еще меньшие показатели по формообразующей способности и, следовательно, также не может обеспечить устранение дефекта «недоштамповка» на подсечке.
Условием для формообразования подсечек без дефекта типа «недоштамповка» является состояние, близкое к всестороннему сжатию, которое можно обеспечить применением дополнительного элемента оснастки, как рекомендуется в предлагаемой технологии. Технология, предлагаемая в патенте RU 2064355 С1, МПК B21D 22/10 не может реализовать таких условий.
Технология, предлагаемая в патенте RU 2232659 С2, МПК B21D 22/10, описывает устройство для вырубки и технологию штамповки эластичной средой, в которой используется эффект резкого возрастания давления после вырубки и перераспределение его на всю поверхность детали равномерно. Благодаря этому эффекту можно формообразовывать детали с криволинейными бортами. Также для большего эффекта в технологии используются вкладыши из фторопласта, по которым скользит заготовка после обрезки, что позволяет увеличить давление на зону радиусного перехода.
Признаки, совпадающие с предлагаемой технологией: формообразование с помощью эластичной среды и использование дополнительных устройств при формообразовании.
Применительно к формообразованию подсечек эта технология не может обеспечить требуемый результат (устранить «недоштамповку»).
На металл заготовки воздействует эластичная среда, но она не может обеспечить достаточного формообразующего усилия для устранения дефекта «недоштамповка» даже с учетом того, что при вырубке возникает резкое повышение давления и вкладыши обеспечивают максимальное усилие на радиусный переход (зона «недоштамповки»). Это связано с тем, что при формообразовании эластичной средой не реализуется напряженно-деформированное состояние, необходимое для формирования подсечки.
Условием для формирования подсечек без дефекта типа «недоштамповка» является состояние, близкое к всестороннему сжатию. Такое состояние можно обеспечить применением дополнительного элемента оснастки, как рекомендуется в предлагаемой технологии.
Ни одна из перечисленных технологий (RU 2124411 С1; МПК B21D 22/10; RU 2089313 С1, МПК B21D 22/10; RU 2064355 С1, МПК B21D 22/10; RU 2232659 С2, МПК B21D 22/10) не позволяет получить «подсечку» без дефекта «недоштамповка». Этот дефект возникает и на современном оборудовании с большим давлением (100 МПа и более).
Недоштамповка происходит в связи с возникновением избыточной жесткости в районе вершины «подсечки» при формообразовании эластичной средой. Данный эффект обусловлен геометрической формой «подсечки». Для преодоления избыточной жесткости в районе вершины подсечки необходимо перевести усилие эластичной среды на дополнительный элемент оснастки, который будет передавать повышенное усилие локально на вершину подсечки и обеспечит в ней условие напряжено-деформированного состояния, близкое к всестороннему сжатию.
Максимальный эффект от дополнительного элемента оснастки может быть получен при осуществлении его движения во время формообразования. Исходя из этого были выбраны ближайшие аналоги предлагаемой технологии.
Известен способ формообразования прямоугольных коробчатых деталей (SU 1530295 А1; МПК B21D 22/02; опубликован 23.12.1989), согласно которому прямоугольную коробчатую форму детали получают за счет двух подвижных взаимно перпендикулярных частей машины.
Признаками аналога, совпадающие с признаками заявляемого изобретения, являются: получение элементов листовой детали за счет подвижных элементов оснастки; использование подвижных жестких элементов оснастки исключает дефекты и повышает качество детали.
В отличие от заявляемого изобретения, у аналога используется усилие пружин, передающих на заготовку формообразующее воздействие, используется два независимых взаимно перемещающихся движения.
Недостатками известного способа являются: используется два независимых взаимно перемещающихся движения; применимы только к деталям коробчатого типа; необходимость изготовления устройства индивидуально под каждую деталь.
В результате использования этой схемы невозможно устранить дефект «недоштамповка» и получить элемент «подсечка», так как воздействие идет последовательно в разных направлениях через пружины, что не позволяет обеспечивать равномерное распределение формообразующих воздействий и повторяемость результатов при многократном формообразовании, что является значительным минусом по сравнению с предлагаемой схемой.
Известен способ изготовления деталей с помощью штампа с подвижными верхними инструментами (SU 1792770 А1; МПК B21D 22/02; опубликован 07.02.1993), согласно которому листовую заготовку формообразуют с помощью вертикального движения пуансона и поворотных движений двух перемещающихся элементов оснастки, приводимых в движение пуансоном. В результате, чем больше пуансон уходит вниз, тем сильнее воздействуют подвижные элементы на заготовку.
Признаками аналога, которые совпадают с признаками заявляемого изобретения, являются: получение элементов листовой детали за счет подвижных элементов оснастки; использование подвижных жестких элементов оснастки исключает дефекты и повышает качество детали; использование в качестве привода движение основного формообразующего элемента (матрицы или пуансона).
В отличие от заявляемого изобретения у аналога используется усилие пуансона, приводящего в движение перемещающиеся элементы оснастки, воздействующие на заготовку; используется поворотное движение подвижных элементов для обеспечения формообразования.
Недостатками известного способа являются: возможность заклинивания подвижных элементов в конечном положении; необходимость использования определенной пары приводящего пуансона и подвижных элементов; необходимость массивных направляющих.
При использовании схемы аналога существует ряд недостатков по сравнению с предлагаемой в изобретении: невозможно устранить «недоштамповку» и получить «подсечку», так как существует риск недостатка усилия при формообразовании и заклинивания формообразующих поворотных частей (из-за того, что воздействие происходит в результате поворота подвижных частей); даже при достаточном усилии в районе «подсечки» будет значительное уменьшение скорости поворота, что приведет к импульсным движениям и неустранимым дефектам при формообразовании.
Известен способ близкий по технической сущности и достигаемому результату к предлагаемому изобретению, который принят за прототип - способ формообразования с использованием гибочного штампа (описание изобретения к патенту RU 117331; МПК B21D 5/06; опубликован 27.06.2012). Штамп содержит матрицу и пуансон с тремя подвижными элементами с пружинами. При перемещении пуансона вниз пружины обеспечивают усилие воздействия и прижатия. Боковые воздействия обеспечиваются штырями, проходящими через пружины.
Признаки прототипа, совпадающие с признаками заявляемого изобретения: получение элементов листовой детали за счет подвижных элементов оснастки; использование подвижных жестких элементов оснастки исключает дефекты и повышает качество детали; использование движения основного формообразующего элемента (матрицы или пуансона) в качестве привода; возможность привода от эластичной среды.
Недостатки указанного способа заключается в следующем: сложная передача усилия от вертикального движения инструмента на подвижные элементы (посредством пружин); три подвижных элемента, воздействующие на разные зоны; ненадежность передачи усилия на боковых подвижных элементах (штырей с пружинами); возможность появления дефекта при соприкосновения острой части бокового подвижного элемента с заготовкой; боковые подвижные элементы воздействуют таким образом, что сложно формовать «подсечки».
В результате использования схемы прототипа возможно устранить «недоштамповку» и получить «подсечку», так как силовое воздействие идет под углом к очагу деформации. Однако существенным недостатком является то, что воздействие идет в трех разных зонах разными подвижными элементами. Это не обеспечивает всестороннего сжатия как в случае предлагаемой технологии. Также, во время формообразования могут возникнуть зоны с большим трением в районе воздействия боковых подвижных элементов, что может привести к образованию задиров на поверхности детали во время формообразования. Перечисленные недостатки способа прототипа не позволяют достичь технического результата.
Заявляемое изобретение направлено на получение деталей из листа с элементами «подсечка» без дефектов «недоштамповка». Технический результат его заключается в получении «подсечки» без дефекта «недоштамповка» путем использования элемента, приводимого в движение эластичной средой и обеспечивающего необходимое состояние, близкое к всестороннему сжатию.
Технический результат достигается тем, что способ формообразования эластичной средой листовых деталей с элементами типа «подсечка», включающий создание виртуальной модели подвижного элемента оснастки путем эмпирического отбора в соответствии с требуемыми параметрами «подсечки», изготовление подвижного элемента и подштамповой плиты с наклонным пазом под указанный подвижный элемент оснастки в соответствие с выбранной виртуальной моделью подвижного элемента, размещение листовой заготовки на оснастке, установленной на подштамповой плите, предварительное формообразование заготовки, установку подвижного прижима в предусмотренный под него наклонный паз, и окончательное формообразование с получением элемента типа «подсечка», которое осуществляют посредством подвижного элемента, на который воздействует эластичная среда с обеспечением условий близких к всестороннему.
Согласно изобретению, перед проведением формообразования на стол пресса устанавливается оснастка, закрепленная на подштамповой плите с пазом для установки подвижного элемента, на шпильки оснастки устанавливается заготовка, после чего проводится предварительное формообразование, затем на подштамповую плиту в пазы устанавливается подвижный элемент и выполняется окончательное формообразование, что обеспечивает качественное получение детали с подсечкой.
Эластичная среда воздействует на наклонную поверхность элемента и приводит его в движение по наклонной поверхности паза в подштамповой плите. Перемещение подвижного элемента при окончательной формовке обеспечивает необходимое напряженно-деформированное состояние сжатия и достаточное силовое воздействие на деформируемую зону детали для исключения «недоштамповки».
Способ осуществляется следующим образом:
- устанавливается на стол пресса подштамповая плита с пазом для подвижного элемента и позиционирующими штырями для установки формообразующей оснастки;
- устанавливается формообразующая оснастка на позиционирующие штыри;
- на листовую заготовку наносится смазка типа ЦИАТИМ;
- устанавливается заготовка на базирующие штыри;
- производится предварительная формовка эластичной средой без подвижного элемента;
- наносится смазка типа ЦИАТИМ и укладывается пленка типа «Сэвилен» на наклонную поверхность подштамповой плиты (после предварительной формовки и получения «подсечки» с дефектом «недоштамповка»);
- устанавливается подвижный элемент на наклонную поверхность паза в подштамповой плите;
- производится окончательная формовка.
В результате окончательной формовки устраняется дефект в районе «подсечки» за счет перемещения подвижного элемента при передаче усилия от эластичной среды.
Наличие отличительных признаков от прототипа позволяет сделать вывод о соответствии заявляемого способа критерию "новизна".
Использование эластичной среды в качестве приводящего устройства для подвижного элемента позволяет избегать изготовления дополнительных устройств для разных деталей, достаточно изготовить подштамповую плиту и подвижный элемент определенного типоразмера.
Использование, рассчитанной путем эмпирического отбора в соответствии с требуемыми параметрами «подсечки», геометрической формы поверхности подвижного элемента, соприкасающейся с эластичной средой, обеспечивает необходимую передачу усилия за счет наклонной поверхности.
Для обеспечения регулирования формообразующего усилия данный элемент возможно сделать сборным.
Используется только один подвижный элемент, обеспечивающий формообразующее усилие на деформируемую зону. Отсутствует сложность увязки движения нескольких подвижных элементов.
Имеется возможность формообразования плоских бортов малым формообразующим давлением эластичной среды или малой высоты бортов.
Изменением и подбором геометрической формы подвижного элемента можно достичь повышенного силового воздействия на деталь.
Использование плавных обводов подвижного элемента в области контакта с заготовкой исключает повреждения на поверхности заготовки.
Использование подвижного элемента, перемещающегося по наклонной поверхности подштамповой плиты, создает условия всестороннего сжатия в деформируемой зоне детали с «подсечкой» (зоне появления дефекта «недоштамповка»). Условие всестороннего сжатия в проблемной зоне является единственным способом устранения «недоштамповки» при формообразовании.
Использование смазки типа ЦИАТИМ и пленки типа «Сэвилен» на наклонной поверхности подштамповой плиты исключает заклинивание подвижного элемента и обеспечивает его перемещение при воздействии эластичной среды.
Изобретение поясняется чертежами, где:
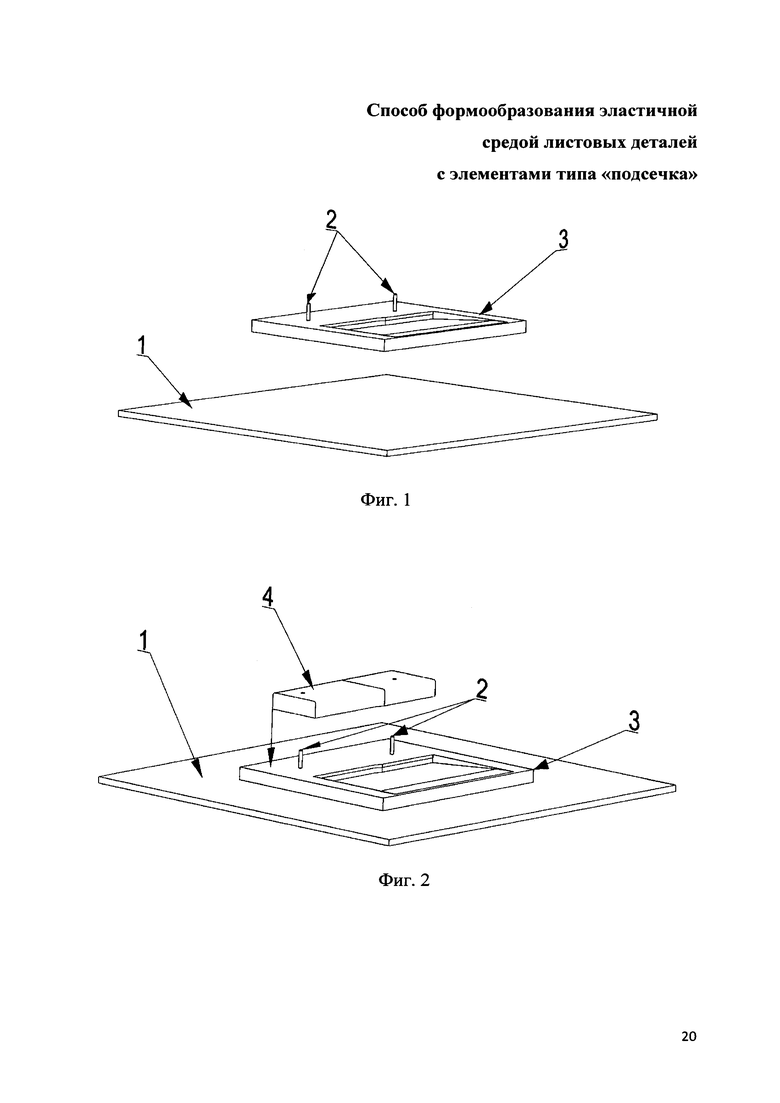
• фиг. 1 - Установка подштамповой плиты с наклонным пазом для подвижного элемента и позиционирующими штырями для установки формообразующей оснастки на подштамповую плиту;
• фиг. 2 - Установка формообразующей оснастки на позиционирующие штыри;
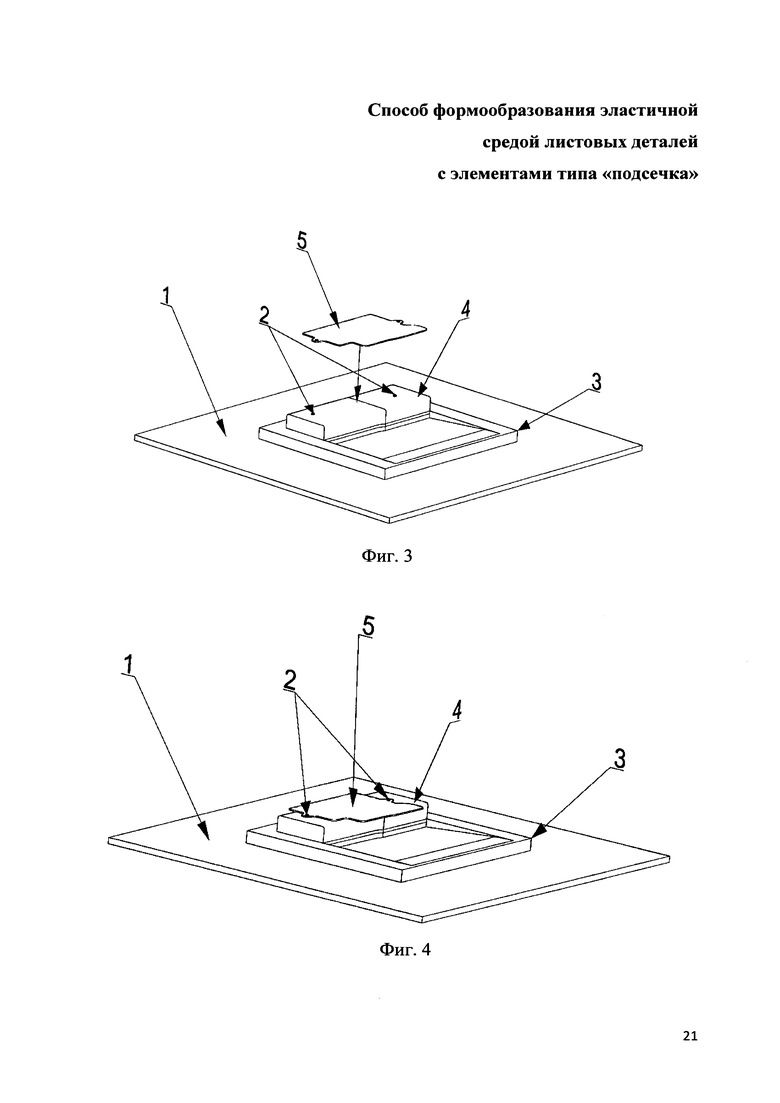
• фиг. 3 - Установка заготовки на базирующие штыри;
• фиг. 4 - Положение элементов оснастки и заготовки перед предварительным формообразованием;
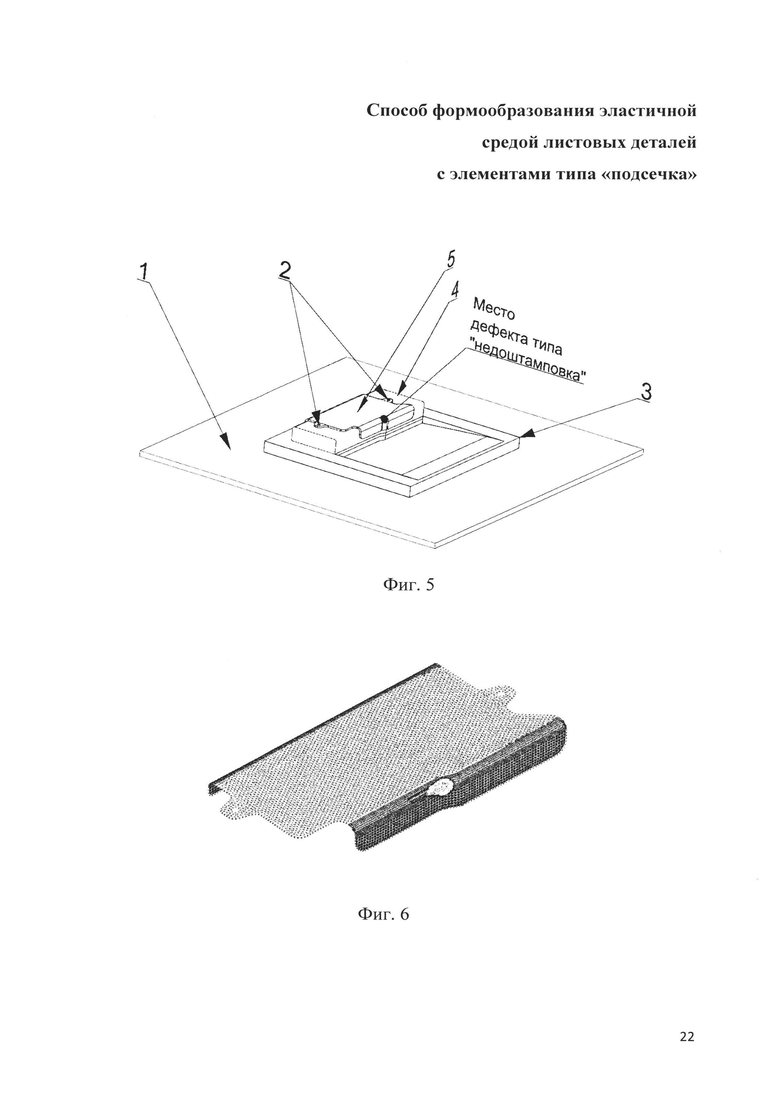
• фиг. 5 и 6 - Расположение дефекта «недоштамповка» после предварительного формообразования (фиг. 6 показывает физическую картину распределения «недоштаповки» (белый цвет));
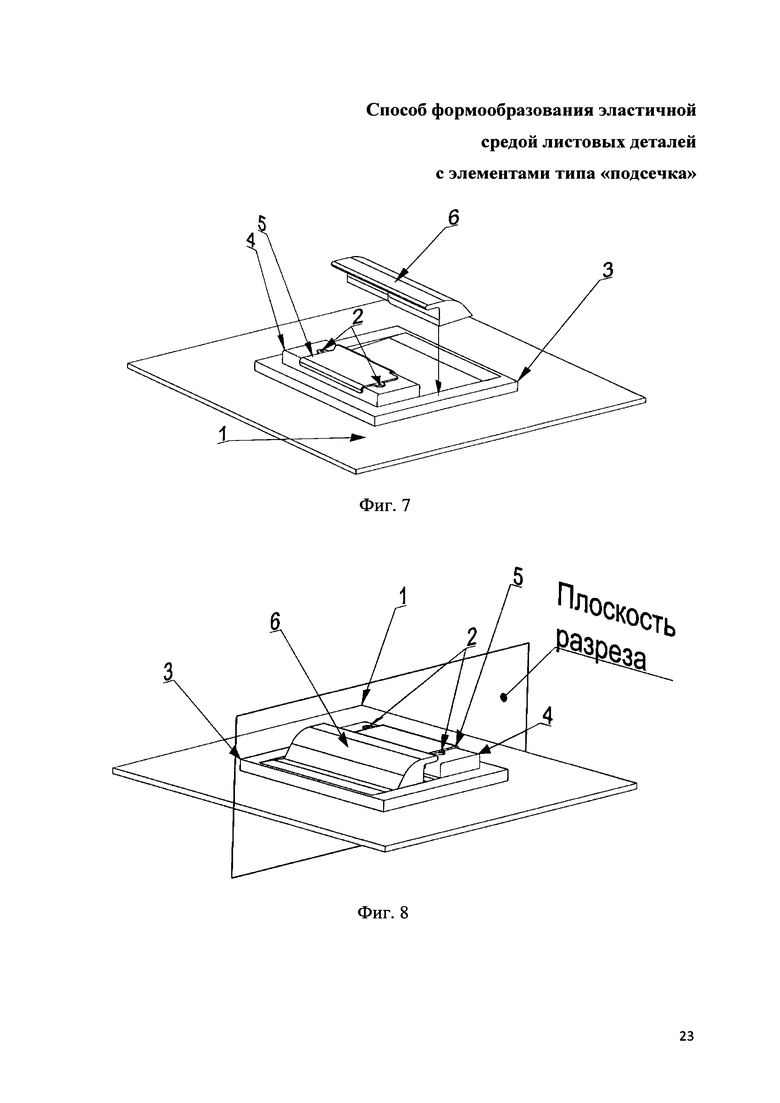
• фиг. 7 - Установка подвижного элемента на наклонную поверхность паза в подштамповой плите;
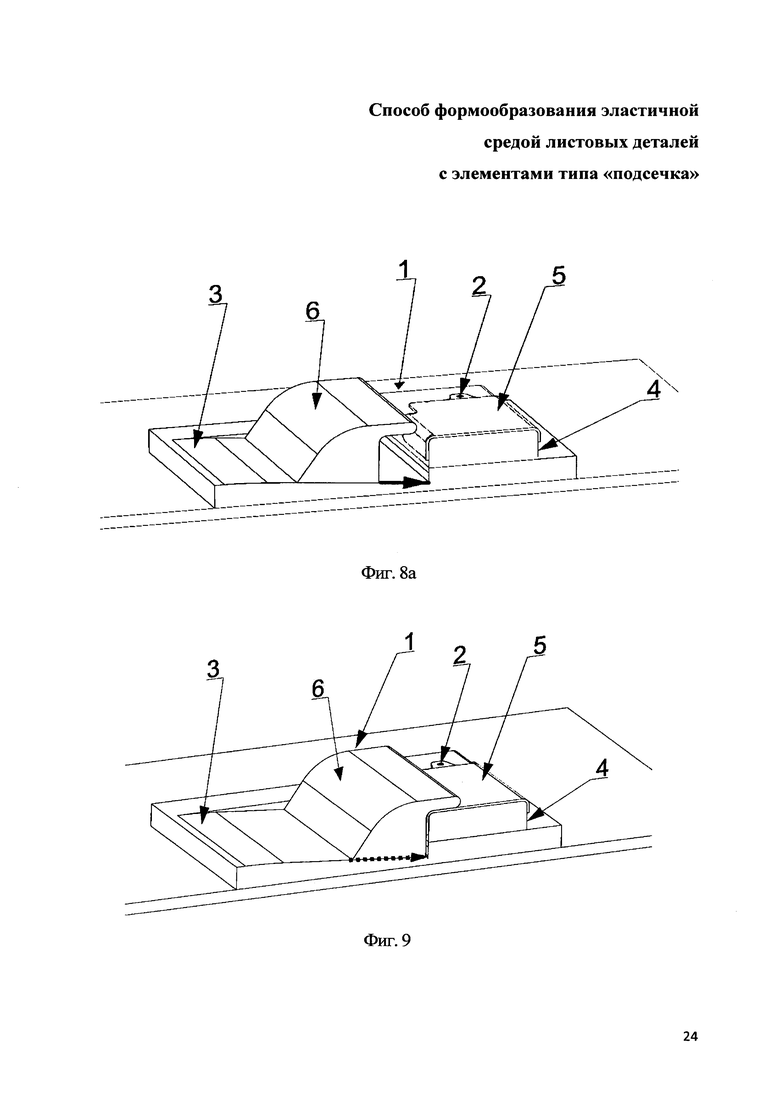
• фиг. 8 - Плоскость разреза;
• фиг.8 а (в разрезе) - Установка подвижного элемента в рабочее положение перед окончательным формообразованием;
• фиг. 9 (в разрезе) - Положение элементов перед окончательным формообразованием;
• фиг. 10 (в разрезе) - Места воздействия эластичной среды на подвижный элемент и основной вектор формообразующих усилий;
• фиг. 11 - Расположение дефекта «недоштамповка» после окончательного формообразования с подвижным элементом (дефект устранен);
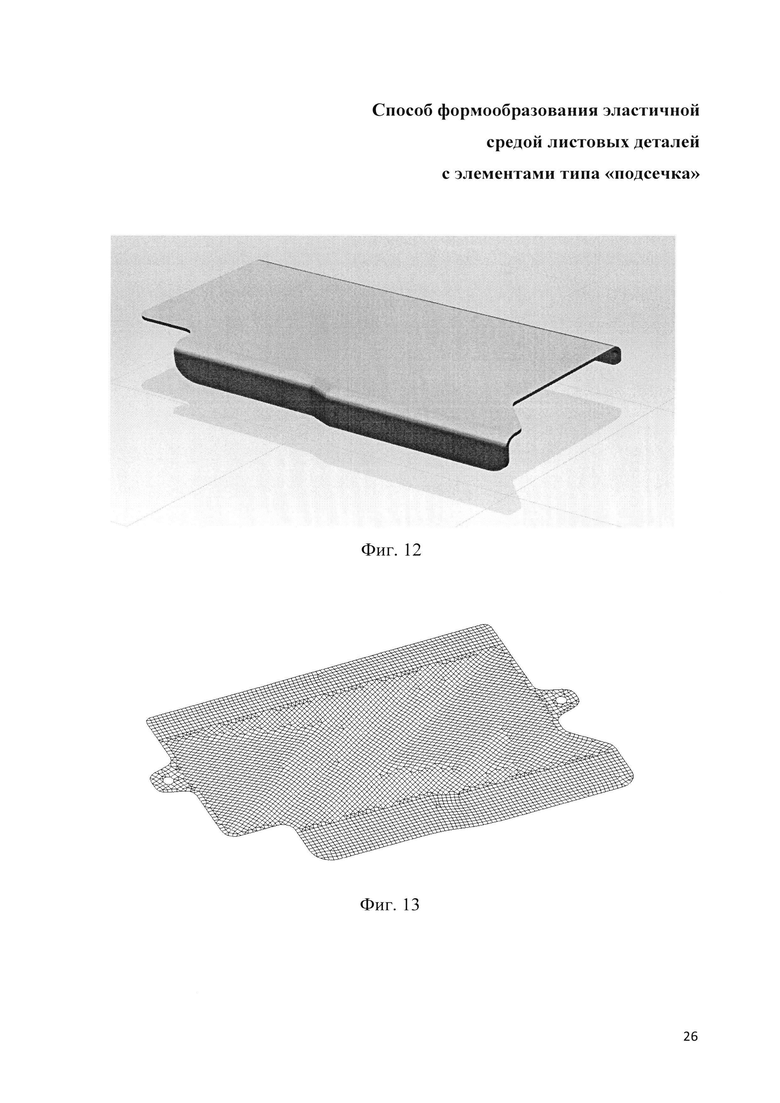
• фиг. 12 - Компьютерная модель детали, созданная в CAD (Computer-Aided Design) системе NX 10;
• фиг. 13 - Конечно-элементная модель листовой заготовки (начальный момент моделирования);
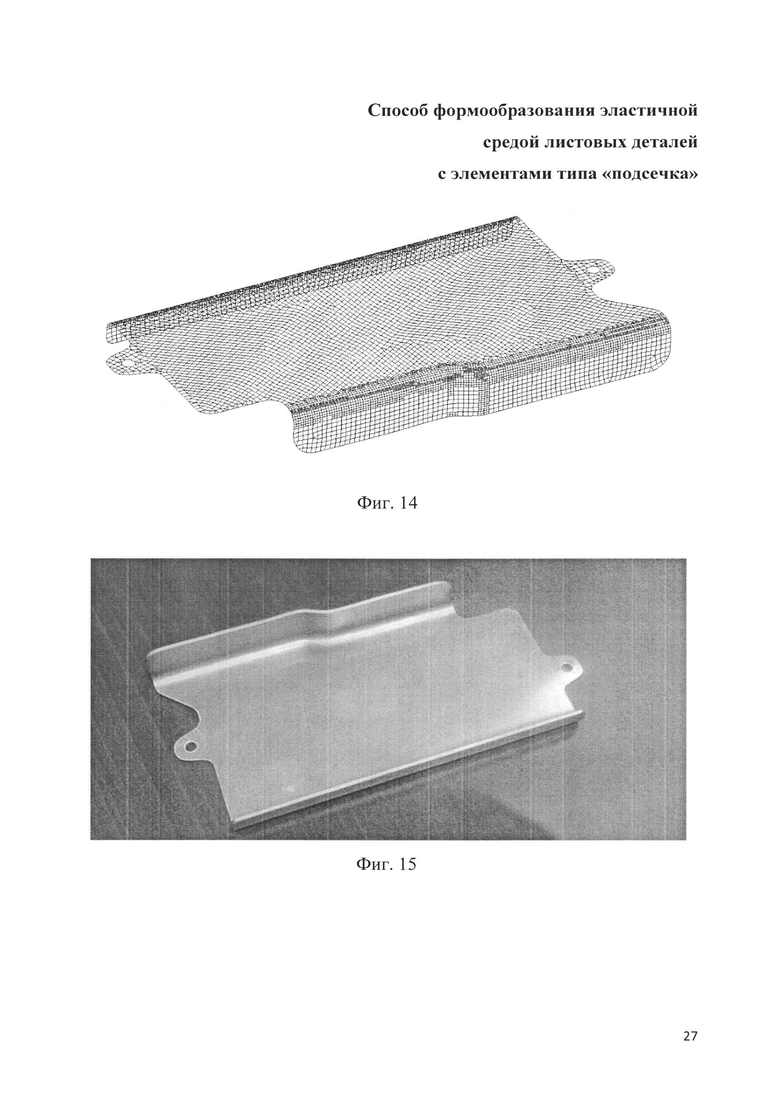
• фиг. 14 - Конечно-элементная модель отформованной детали (заключительный момент моделирования);
• фиг. 15 - Деталь, полученная в ходе натурного эксперимента.
• фиг. 16 - КИМ CIMCORE 75xxSE в сборе со сканером ScanWorks V5
Элементам устройства, предназначенного для реализации заявленного способа формообразования «подсечек» на листовых деталях эластичной средой, присвоены следующие цифровые обозначения (см. фиг. 1 и фиг. 2):
1 - стол пресса;
2 - штыри, позиционирующие оснастку;
3 - подштамповая плита;
4 - оснастка для формообразования;
5 - заготовка;
6 - подвижный элемент;
Способ изобретения осуществляется в следующей последовательности:
1) создается виртуальная модель подвижного элемента (6) путем эмпирического отбора модели в соответствии с требуемыми параметрами «подсечки» после формообразования;
2) изготавливается подвижный элемент (6) и подштамповая плита (3) на станке с числовым программным управлением;
3) устанавливается подштамповая плита (3) на стол пресса и на нее оснастка (4);
4) наносится смазка типа ЦИАТИМ на листовую заготовку (5);
5) устанавливается заготовка (5) по шпилечным отверстиям на шпильки оснастки;
6) формуется заготовка (5) без подвижного элемента предварительно;
7) наносится смазка типа ЦИАТИМ и укладывается пленка типа «Сэвилен» на наклонную поверхность подштамповой плиты (3) (после предварительной формовки и получения «подсечки» с дефектом «недоштамповка»);
8) устанавливается подвижный элемент (6) на подштамповую плиту (3);
9) формуется деталь окончательно.
В результате окончательной формовки устраняется дефект в районе «подсечки» за счет передачи усилия от эластичной среды через подвижный элемент (6).
Пример реализации способа формообразования «подсечки» с помощью подвижного элемента рассмотрен на примере формообразования детали из алюминиевого сплава 1163AM. В CAD (Computer-Aided Design) системе NX 10 создана компьютерная электронная модель детали (фиг. 12). Далее, в CAE (Computer-aided engineering) системе РАМ-STAMP французской фирмы ESI Group смоделирован процесс разворачивания для получения заготовки (см. фиг 13) и формообразования листовой детали (см. фиг 14). При численном моделировании использовался метод конечных элементов и неявный метод решения. В результате расчета подтверждено получение с применением подвижного элемента детали без дефекта «недоштамповка» (фиг. 11, фиг. 13).
По результатам моделирования был произведен натурный эксперимент на прессе Flexform QFC 1,2x3 - 1000 фирмы AVURE. Подштамповая плита, оснастка для формообразования и подвижный элемент были изготовлены из пластика типа NECURON.
В результате формообразования при давлении 80 МПа по схеме заготовки толщиной 2 мм, по технологии описанной ранее с использованием подвижного элемента была получена деталь (фиг. 15).
С целью определения величины «недоштаповки» после формообразования деталь была обмерена с помощью программно-аппаратного комплекса объемного сканирования (фиг. 16), который включает в себя:
1) аппаратную часть комплекса:
- координатно-измерительную машину Hexagon Technology CIMCORE 7520SE;
- объемный оптический сканер Perceptron Scan Works V5 (далее сканер);
- ПК на основе архитектуры х86-64/ЕМТ64.
2) программную часть комплекса:
- ОС Windows х64;
- RDS - комплектное ПО КИМ;
- Scan Works 5.5 - комплектное ПО сканера.
В результате измерений величина недоштамповки составила 0,08 мм что укладывается в допуск.
Проведенный эксперимент подтвердил работоспособность предлагаемой технологии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ДАВЛЕНИЕМ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2387512C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОЛИСТОВЫХ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ И ПУАНСОН ПЛУНЖЕРНОГО ПРЕССА | 1993 |
|
RU2042452C1 |
| Способ пневмотермической формовки листовой заготовки | 2019 |
|
RU2733613C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ИЗ ТРУБЧАТЫХ ЗАГОТОВОК ДЕТАЛЕЙ С ЭЛЕМЕНТАМИ ЖЕСТКОСТИ В ВИДЕ ВЫВОРОТОВ | 2015 |
|
RU2619007C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ГОФРИРОВАНИЯ РУЛОННОГО МАТЕРИАЛА | 2007 |
|
RU2357828C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2014 |
|
RU2567079C1 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ ГОФРИРОВАННЫХ ДЕТАЛЕЙ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2012 |
|
RU2516322C2 |
| Устройство для импульсной штамповки особо тонколистовых материалов | 2023 |
|
RU2833305C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2551036C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ СФЕРОТОРОИДАЛЬНЫХ ИЛИ ЭЛЛИПТИЧЕСКИХ ОБОЛОЧЕК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2397836C2 |

Изобретение относится к области обработки металлов давлением и позволяет получать любые листовые детали с «подсечкой» на бортах без дефекта «недоштамповка». Создают виртуальную модель подвижного элемента оснастки путем эмпирического отбора в соответствии с требуемыми параметрами «подсечки». Изготавливают подвижный элемент и подштамповую плиту с наклонным пазом под указанный подвижный элемент оснастки в соответствии с выбранной виртуальной моделью подвижного элемента. Размещают листовую заготовку на оснастке, установленной на подштамповой плите. Осуществляют предварительное формообразование заготовки. Далее устанавливают подвижный прижим в предусмотренный под него наклонный паз и окончательно формообразуют элемент типа «подсечка» посредством подвижного элемента, на который воздействует эластичная среда с обеспечением условий, близких к всестороннему сжатию. Исключается дефект «недоштамповка» на бортах детали. 16 ил.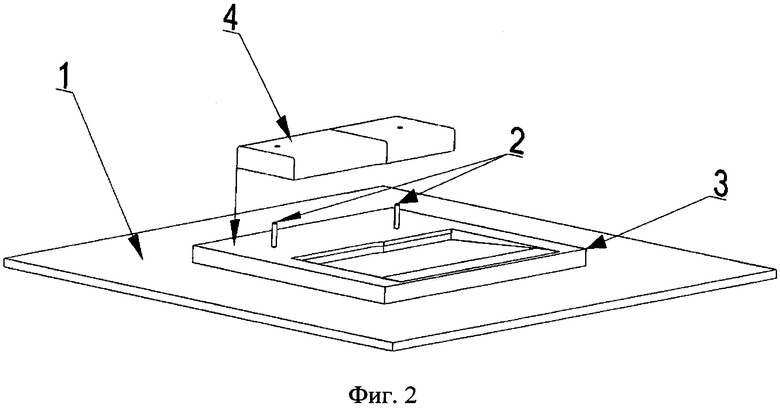
Способ формообразования эластичной средой листовых деталей с элементами типа «подсечка», включающий создание виртуальной модели подвижного элемента оснастки путем эмпирического отбора в соответствии с требуемыми параметрами «подсечки», изготовление подвижного элемента и подштамповой плиты с наклонным пазом под указанный подвижный элемент оснастки в соответствии с выбранной виртуальной моделью подвижного элемента, размещение листовой заготовки на оснастке, установленной на подштамповой плите, предварительное формообразование заготовки, установку подвижного прижима в предусмотренный под него наклонный паз и окончательное формообразование с получением элемента типа «подсечка», которое осуществляют посредством подвижного элемента, на который воздействует эластичная среда с обеспечением условий, близких к всестороннему сжатию.
| Способ формообразования листовых профилей | 1986 |
|
SU1333436A2 |
| СПОСОБ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК | 1971 |
|
SU430924A1 |
| Растворитель остатков борнокислых флюсов при пайке | 1958 |
|
SU117331A1 |
| Устройство емкостного выключения тиристора | 1974 |
|
SU521637A1 |

