Изобретение относится к сварке изделий из высоколегированных, нержавеющих сталей и сплавов на основе титана и других активных металлов и может быть использовано в устройствах для защиты сварного шва инертным газом.
Известно устройство для защиты сварного шва, содержащее П-образный корпус с газоподводящей к месту сварки трубкой и сеткой. Устройство снабжено механизмом изгиба корпуса, выполненным в виде троса, который закреплен одним концом на корпусе, а другим связан с винтом (а.с. СССР № 1504030, МПК В 23 К 9/16, 1989 г.).
Недостатком известного устройства является невозможность защиты криволинейных пространственных швов, например, в виде винтовой линии, так как не обеспечивается плотного прижания корпуса к свариваемому соединению.
Наиболее близким по совокупности существенных признаков к изобретению является устройство для защиты сварного шва, содержащее подвижно соединенные между собой звенья с системой подачи газа к месту сварки (а.с. СССР № 166982, МПК В 23 К 9/16, 1969 г.).
Недостатком известного устройства является невозможность защиты криволинейных пространственных сварных швов, например, в виде винтовой линии, так как не обеспечивается плотного прижатия корытообразных и шарнирно соединенных между собой звеньев к свариваемому соединению, поскольку звенья ориентированы только в одной плоскости.
Задачей настоящего изобретения является создание устройства для защиты сварного шва, обеспечивающего эффективную защиту любых криволинейных сварных швов, включая пространственные, а также корни швов при сварке деталей с узкими (щелевыми) разделками.
Техническим результатом настоящего изобретения является плотное прижатие звеньев во время сварки к соединению вне зависимости от формы сварного шва, включая швы, имеющие пространственную кривизну, например, конструктивно располагаемые по винтовой линии. Это достигается изгибом устройства с сохранением контакта звеньев по поверхности “шар-конус”, обеспечивающего не только их уплотнение, но и возможность перемещения звеньев относительно друг друга вокруг их оси.
Указанный технический результат достигается тем, что в известном устройстве для защиты сварного шва, содержащем подвижно соединенные между собой звенья с системой подачи газа к месту сварки, звенья установлены на гибкой оси с возможностью взаимного поджатия посредством пружины, а подвижное соединение звеньев представляет собой соединение по контактируемым поверхностям “шар-конус”, при этом система подачи газа выполнена в виде центрального канала, образованного осевыми отверстиями, выполненными в звеньях, и соединенного с входным штуцером посредством канала, выполненного в первом звене в виде отверстия, и с распределительными каналами, выполненными в звеньях в виде дроссельных отверстий.
Кроме этого, гибкая ось выполнена из пластичного металла, например, из алюминиевой отожженной проволоки.
Кроме этого, гибкая ось выполнена в виде стального тросика.
Кроме этого, устройство имеет сферическую шайбу и гайку, при этом пружина установлена на оси между сферической шайбой, опертой в последнее звено устройства, и гайкой.
Кроме этого, устройство имеет фиксирующий элемент, при этом в звеньях выполнены сквозные продольные отверстия, в которые установлен фиксирующий элемент.
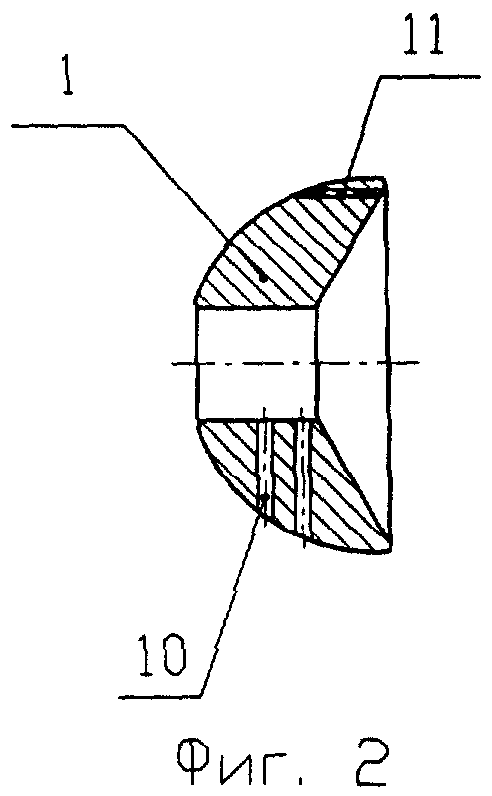
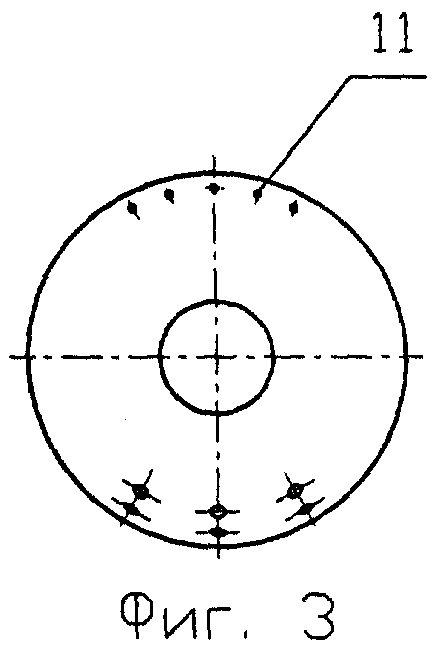
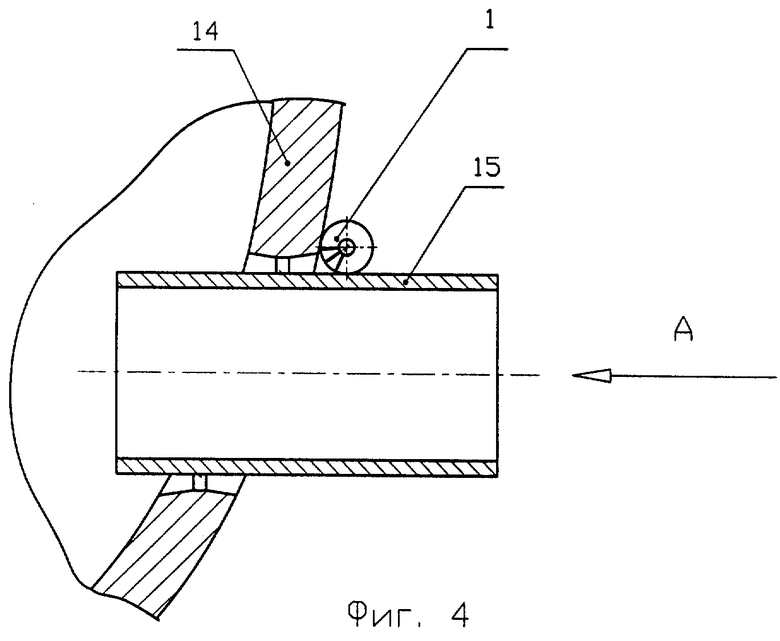
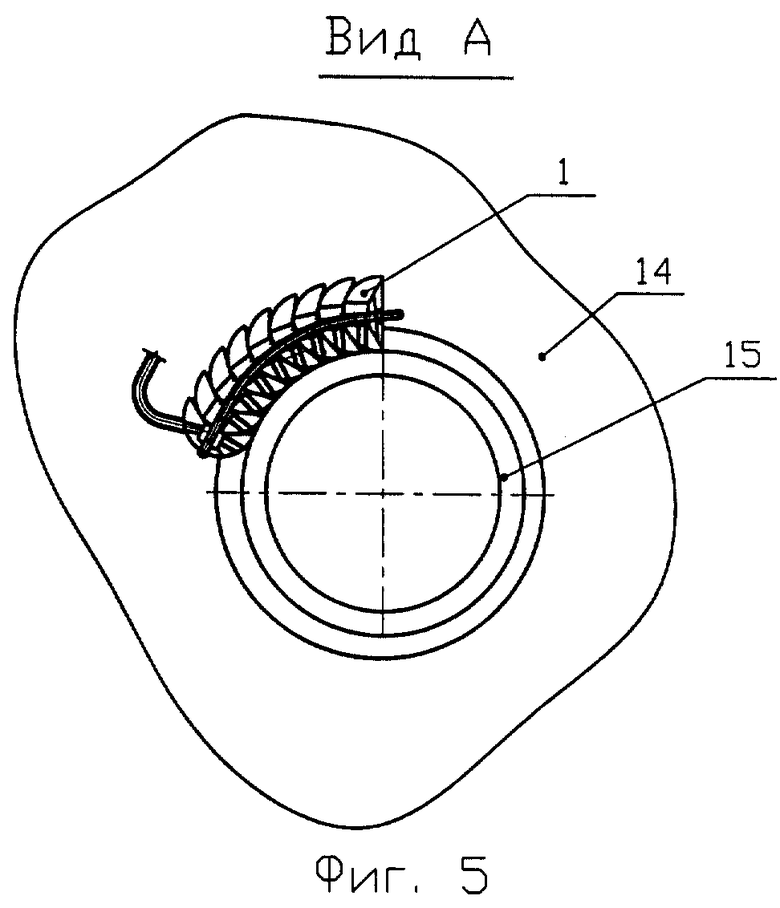
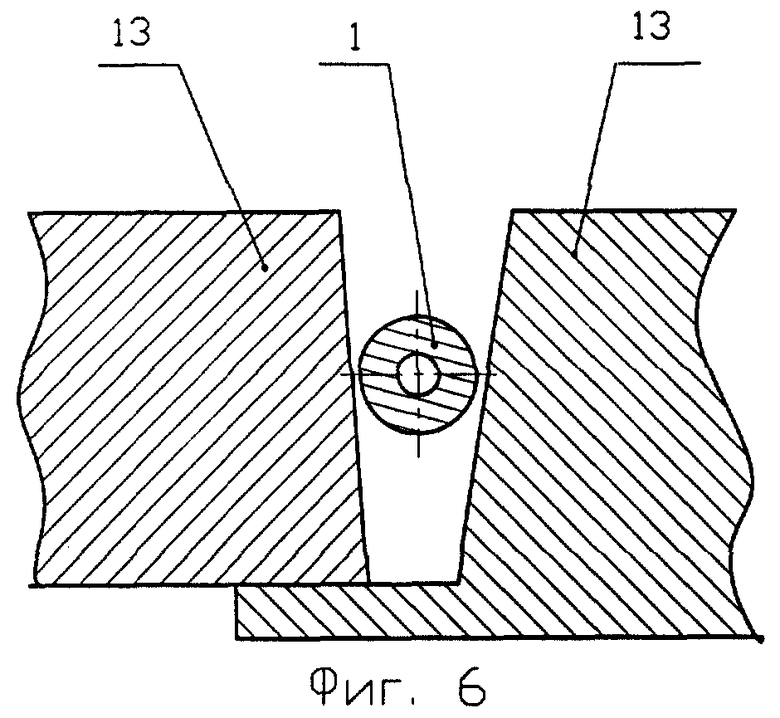
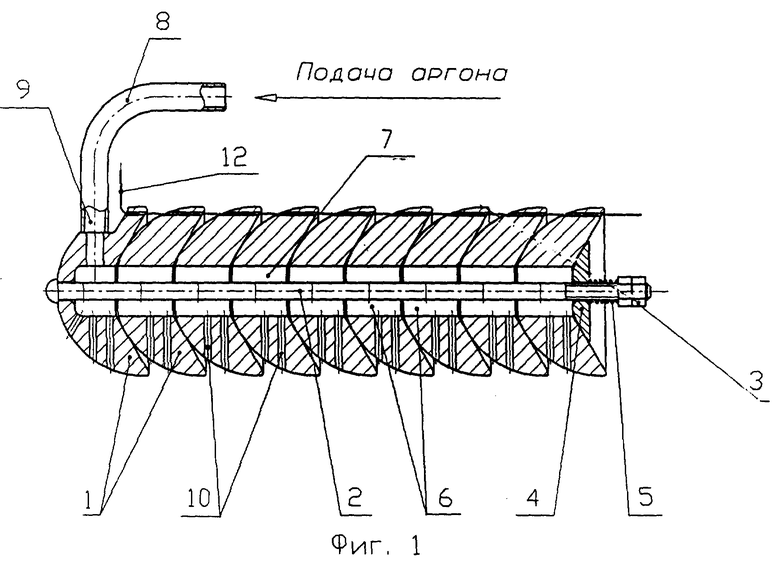
Сущность изобретения поясняется чертежами, где на фиг.1 изображен общий вид устройства (продольный разрез), на фиг.2 представлено звено устройства (вид спереди, продольный разрез), на фиг.3 - то же (вид сбоку, продольный разрез), на фиг.4 - расположение устройства в разделке кромок свариваемого соединения с радиусом кривизны (вид опереди, продольный разрез), на фиг.5 - то же (вид А, сбоку), на фиг.6 - расположение устройства в узкой глубокой щели (продольный разрез).
Устройство для защиты сварного шва содержит звенья 1, установленные на гибкой оси 2, которая может быть выполнена из пластичного металла, например из отожженной алюминиевой проволоки марки АД 1 или в виде стального тросика. Звенья 1 контактируют между собой с образованием подвижного соединения “шар-конус”, при этом наружная контактирующая поверхность каждого последующего звена 1 выполнена сферической, а внутренняя контактирующая поверхность каждого предыдущего звена 1 выполнена конической. Звенья 1 установлены на оси 2 с возможностью взаимного поджатия с помощью гайки 3, сферической шайбы 4 и пружины 5, которые установлены на гибкой оси 2. Пружина 5 установлена между сферической шайбой 4, которая оперта на последнее звено 1, и гайкой 3, регулирующей силу сжатия пружины 5. Звенья упруго поджаты с усилием, обеспечивающим их уплотнение по контактирующим поверхностям “шар-конус”, а также возможность в процессе сварки изменять конфигурацию устройства за счет изгиба по траектории сварного шва. В звеньях 1 выполнены осевые отверстия 6, образующие центральный канал 7, который соединен с входным штуцером 8 посредством канала 9, выполненного в первом звене 1 в виде поперечного отверстия. Звенья 1 снабжены распределительными каналами 10, которые соединены с центральным каналом 7 и выполнены в виде поперечных дроссельных отверстий. Центральный канал 7, канал 9 и распределительные каналы 10 образуют систему подачи защитного газа к месту сварки. Для фиксации звеньев 1 относительно друг друга в каждом звене 1 выполнены сквозные продольные отверстия 11, в которые установлен фиксирующий элемент 12, выполненный, например, из проволоки. Диаметр центрального канала 7, канала 9, распределительных каналов 10, а также местоположение каналов 10 выбраны с учетом габаритов разделки кромок шва. Для защиты корня шва при сварке деталей с узкими (щелевыми) разделками 13 устройство выполняют малого диаметра и помещают его в разделку на любую требуемую глубину.
Устройство для защиты сварного шва работает следующим образом.
Перед сваркой, например, днища 14 с патрубком 15 устройство накладывают на разделку кромок участка шва, который предполагается варить в данный момент, предварительно изогнув его по профилю этого участка шва. При изгибе каждое звено 1 перемещается друг относительно друга по поверхностям “шар-конус”. Контакт звеньев 1 по таким поверхностям обеспечивает надежное их уплотнение, и защитный газ, поступая в канал 9, проходя по центральному каналу 7, выходит к месту сварки целенаправленно только через распределительные каналы 10, обдувая нагретый при сварке металл и препятствуя контакту его с воздухом. Кроме того, контакт по поверхностям “шар - конус” позволяет перемещать звенья 1 друг относительно друга вокруг их оси, что дает возможность оптимизировать защиту в случае винтообразного профиля сварного шва, при этом звенья 1 фиксируют с помощью фиксирующего элемента 12. При изгибе устройства центральный канал 7 при переходе от звена к звену несколько сужается, но не перекрывает проход защитного газа. Форма изгиба устройства сохраняется за счет трения по поверхностям “шар - конус”, обеспечиваемого достаточным усилием упругого поджатия звеньев друг к другу с помощью гайки 3, шайбы 4 и пружины 5. Перед сваркой к штуцеру 8 подсоединяют шланг от баллона с аргоном и продувают аргон с повышенным расходом несколько минут. После вытеснения воздуха из разделки снижают расход аргона до рабочего и после этого начинают сварку. При этом устройство находится в непосредственной близости от горелки и его перемещают вслед за горелкой, сохраняя между ними минимальное расстояние, также обдуваемое аргоном. Длину устройства можно менять, добавляя или убирая звенья 1. Возможен вариант шарнирного прикрепления устройства к горелке. Сварку ведут два человека: один манипулирует горелкой, другой поджимает устройство к разделке, изменяя форму его по мере изменения профиля шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство газовой защиты сварного шва при лазерной сварке | 2020 |
|
RU2750387C1 |
| Горелка для дуговой сварки | 1980 |
|
SU1011349A1 |
| Токоподводящий мундштук | 1985 |
|
SU1324791A2 |
| УСТАНОВКА ДЛЯ СВАРКИ СИЛЬФОНОВ | 2001 |
|
RU2196670C1 |
| Устройство для двухдуговой сварки | 1979 |
|
SU872101A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ АВТОМАТИЗИРОВАННОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2009 |
|
RU2387523C1 |
| Способ аргонодуговой сварки углового соединения штуцера с трубой | 2021 |
|
RU2777501C1 |
| Внутренний центратор для сборки и сварки кольцевых швов с формированием обратной стороны шва | 2021 |
|
RU2761926C1 |
| УСТРОЙСТВО ДЕЛЕНИЯ ПОТОКА ЖИДКОСТИ | 2022 |
|
RU2808161C1 |
| Устройство для формирования обратной стороны сварного шва | 1980 |
|
SU956209A1 |
Изобретение относится к сварке изделий из высоколегированных, нержавеющих сталей и сплавов на основе титана и других активных металлов и используется в устройствах для защиты сварного шва инертным газом. Устройство содержит подвижно соединённые между собой звенья с системой подачи газа к месту сварки. Звенья установлены на гибкой оси и контактируют по поверхностям “шар-конус”. Система подачи газа выполнена в виде центрального канала, образованного осевыми отверстиями, выполненными в звеньях, и соединенного с входным штуцером посредством канала, выполненного в первом звене в виде отверстия, и с распределительными каналами, выполненными в звеньях в виде дроссельных отверстий. В результате обеспечивается плотное прижатие звеньев во время сварки к соединению вне зависимости от формы сварного шва, включая швы, имеющие пространственную кривизну. 5 з.п. ф-лы, 6 ил.
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 1962 |
|
SU166982A1 |

