Область техники
Изобретение относится к аргонодуговой сварке и может быть использовано при сварке угловых соединений штуцера длиной до 250 мм с трубой диаметром свыше 100 мм и толщиной стенки свыше 10 мм, в частности для труб дренажных линий и врезок паропроводов, коллекторов пароперегревателей паровых котлов.
Уровень техники
Обеспечение высокого качества и требуемых свойств угловых сварных соединений штуцеров на трубопроводах и коллекторах при ручной аргонодуговой сварке можно достичь лишь при условии защиты расплавленного металла от вредного воздействия воздуха. Значительные трудности вызывает обеспечение этого условия при сварке корневого шва стыкуемых трубных элементов (штуцера и основной трубы), а именно защиты от окисления внутренней стороны сварного соединения.
Известен принятый в качестве прототипа патентуемого изобретения способ электродуговой сварки велдолетов из аустенитных сталей с трубами из низкоуглеродистых и низколегированных сталей, характеризующийся тем, что выполняют технологическое отверстие в упомянутой трубе, разделывают кромки под сварку по периметру велдолета, осуществляют предварительный подогрев кромок, наносят на поверхность разделки кромок велдолета наплавочный слой толщиной от 3 до 5 мм, наносят поверх наплавочного слоя промежуточный слой шириной не более ширины наплавочного слоя и толщиной от 4 до 7 мм, осуществляют нанесение заполняющих и облицовочных слоев сварных валиков с формированием наплавленного пояса общей шириной не менее 3-х толщин стенки трубы и охлаждение сварного шва путем наложения теплоизолирующего пояса, при этом при нанесении наплавочного слоя используют АРМКО-железо, при нанесении промежуточного слоя используют металл с содержанием хрома не менее 20% и никеля не менее 40% и относительным удлинением не менее 25%, при нанесении заполняющих и облицовочных слоев сварных валиков используют металл с содержанием хрома и никеля не ниже их содержания в металле велдолета и между накладываемыми сварными валиками осуществляют выдержку межслойной температуры между накладываемыми сварными валиками в диапазоне температур от 50 до 100°С (патент RU 2643098 С2, дата публикации: 30.01.2018 г.).
Раскрытие изобретения
Задачей, на решение которой направлено патентуемое изобретение, является повышение качества углового сварного соединения штуцера с трубой и расширение возможностей ручной аргонодуговой сварки, а техническим результатом - обеспечение защиты внутренней стороны сварного соединения от окисления при выполнении углового сварного соединения штуцера с трубой.
Решение указанной задачи путем достижения указанного технического результата обеспечивается тем, что способ аргонодуговой сварки углового соединения штуцера с трубой содержит последовательные этапы:
- этап, на котором производится сборка углового стыка штуцера с трубой;
- этап, на котором через отверстие штуцера продевается полая трубка, имеющая как минимум одно отверстие в ее боковой стенке, при этом на закрытом конце полой трубки, выходящем внутрь трубы установлена сменная гибкая заглушка из термостойкой силиконовой резины, причем полая трубка устанавливается таким образом, чтобы силиконовая заглушка плотно прилегала к внутренней поверхности трубы, а на другом конце полой трубки, выходящем из штуцера наружу, устанавливается конусообразная шайба, плотно прилегающая к торцевой стенке штуцера, и шланг, предназначенный для подвода аргона;
- этап, на котором осуществляется подача аргона через шланг, полую трубку и как минимум одно отверстие в боковой стенке полой трубки в зону сварки корневого шва углового стыка штуцера с трубой;
- этап, на котором одновременно с подачей аргона производится сварка корневого шва углового стыка штуцера с трубой по периметру;
- этап, на котором выполняется удаление полой трубки с последующей окончательной сваркой углового стыка штуцера с трубой по периметру до полного заполнения разделки.
Причинно-следственная связь между совокупностью существенных признаков патентуемого способа и достигаемым техническим результатом заключается в том, что транспортировка и подача аргона в разделку собранных под сварку штуцера и трубы осуществляется через как минимум одно отверстие в боковой стенке полой трубки, которая устанавливается через отверстие штуцера, путем упора силиконовой заглушки о внутреннюю поверхность трубы с закрытой стороны трубки, и упора конусообразной шайбы о торцевую стенку штуцера со стороны трубки, выходящей из штуцера наружу. При этом материал заглушки обладает достаточной гибкостью, которая позволяет устанавливать полую трубку для подачи аргона непосредственно через отверстие штуцера. Причем заглушка и конусообразная шайба создают внутреннюю полость, ограниченную внутренней стенкой штуцера, внешней стенкой полой трубки, конусообразной шайбой и силиконовой заглушкой, охватывающую зону сварки, для заполнения аргоном, проходящим через шланг, полую трубку и как минимум одно отверстие в боковой стенке полой трубки, что обеспечивает защиту внутренней стороны сварного соединения от окисления при выполнении корневого шва стыка штуцера и трубы за счет возможности обеспечения качественной продувки аргона через вышеуказанную внутреннюю полость с целью вытеснения воздуха и стравливания избыточного давления аргона через технологический зазор между кромками штуцера и трубы в процессе сварки. После сварки корневого шва защита внутренней стороны сварного соединения не требуется, поэтому подающая аргон полая трубка может быть удалена и последующее окончательное заполнение разделки углового соединения происходит без ее участия.
Краткое описание фигур
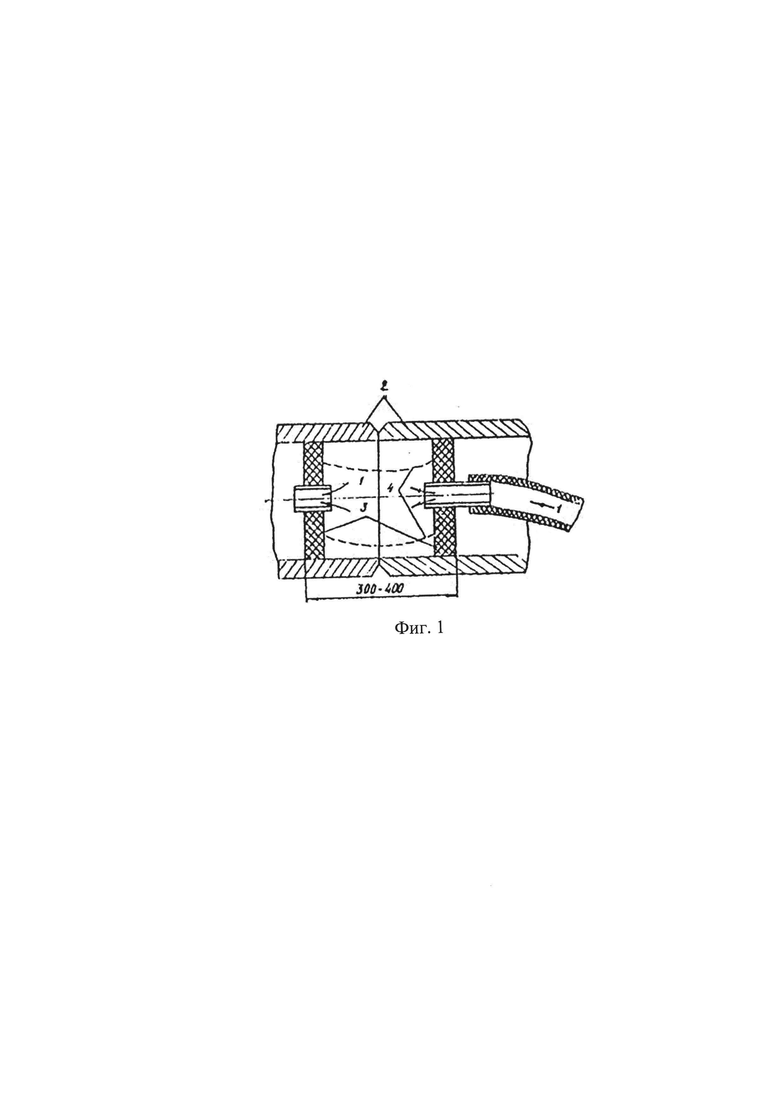
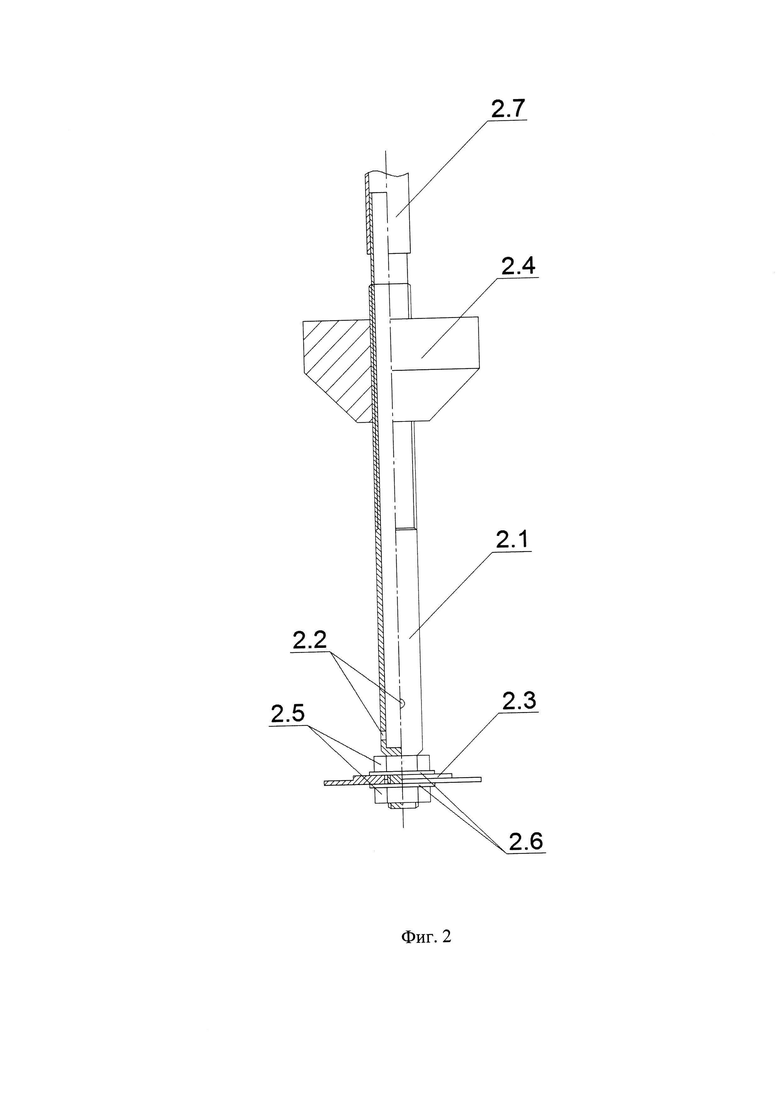
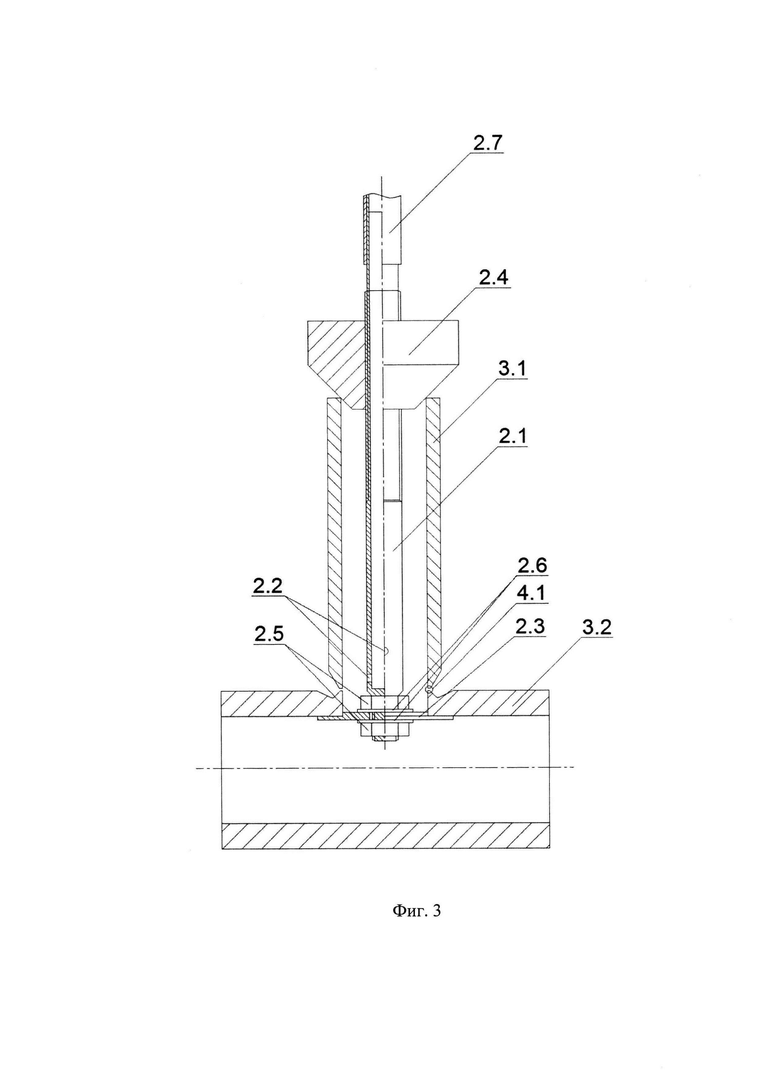
На фиг. 1 изображено устройство для подачи аргона с продольным разрезом по оси симметрии. На фиг. 2 представлено устройство для подачи аргона, установленное в собранный угловой стык штуцера с трубой, в продольном разрезе по оси симметрии. На фиг. 3 изображено угловое соединение штуцера с трубой, разрезанное на четыре части.
Описание позиций фигур
2.1 - полая трубка;
2.2 - отверстия в боковой стенке полой трубки;
2.3 - сменная гибкая заглушка;
2.4 - конусообразная шайба;
2.5 - гайки;
2.6 - шайбы;
2.7 - шланг;
3.1 - штуцер;
3.2 - труба;
4.1 - корневой шов.
Осуществление изобретения
Ниже приведен частный пример осуществления способа аргонодуговой сварки углового соединения штуцера с трубой.
В качестве трубы 3.2 использовалась труба из нержавеющей стали AISI 316 диаметром 141 мм и толщиной 17 мм, а в качестве штуцера 3.1 использовался штуцер из нержавеющей стали AISI 316 длиной 150 мм, диаметром 42 мм и толщиной 4,8 мм.
Сборка углового стыка штуцера 3.1 и трубы 3.2 производилась согласно требованиям [РД 153-34.1-003-01, Рисунок 7.22 г - Конструкции сварных соединений штуцеров (труб) с коллекторами и трубопроводами] с зазором 1,5+0,5 мм и углом разделки кромок 60°.
Сборка стыка штуцера 3.1 и трубы 3.2 производилась с помощью двух прихваток, перевариваемых в последующем при наложении корневого шва согласно рекомендациям [РД 153-34.1-003-01, раздел 6.3].
Затем через отверстие штуцера 3.1 продевалась полая трубка 2.1, имеющая четыре отверстия 2.2 (две пары соосных сквозных отверстий) в ее боковой стенке. При этом на закрытом конце полой трубки 2.1, выходящем внутрь трубы 3.2 была установлена сменная гибкая заглушка 2.3, выполненная из термостойкой силиконовой резины диаметром на 10 мм больше диаметра отверстия штуцера 3.1 и зажатая между шайбами 2.6 и гайками 2.5. Полая трубка 2.1 продевалась через отверстие штуцера 3.1 гибкой заглушкой 2.3 вперед. Причем полая трубка 2.1 устанавливалась таким образом, чтобы сменная гибкая заглушка 2.3 плотно прилегала к внутренней поверхности трубы 3.2, а на другом конце полой трубки 2.1, выходящем из штуцера 3.1 наружу, устанавливалась по резьбовому соединению конусообразная шайба 2.4 из фторопласта, плотно прилегающая к торцевой стенке штуцера 3.1, и с помощью хомута (на фиг. не показан) присоединялся шланг 2.7, предназначенный для подвода аргона.
После чего осуществлялась подача аргона через шланг 2.7, полую трубку 2.1 и четыре отверстия в боковой стенке полой трубки 2.2 в зону сварки собранного углового стыка штуцера 3.1 с трубой 3.2. Аргон прокачивался через полую трубку 2.1 с расходом 4-5 л/мин. При этом подаваемый аргон в полном объеме проходил только через технологический зазор 1,5+0,5 мм между стыкуемыми штуцером 3.1 и трубой 3.2.
Затем одновременно с подачей аргона производилась сварка корневого шва углового стыка штуцера 3.1 с трубой 3.2 по периметру. Сварку корневого шва выполняли с использованием сварочной проволоки ER316L с противоположной стороны от прихваток. Порядок действий при сварке заключался в поступательном выполнении корневого шва по периметру стыка, при этом прихватки переплавлялись.
После выполнения корневого шва подача аргона в полую трубку 2.1 прекращалась, и полая трубка 2.1 удалялась из штуцера 3.1. Окончательная сварка корневого шва углового стыка штуцера 3.1 с трубой 3.2 по периметру до полного заполнения разделки выполнялась аргонодуговым способом сварки согласно технологическим рекомендациям на сварку конкретного сварного соединения (Фиг. 1, 2).
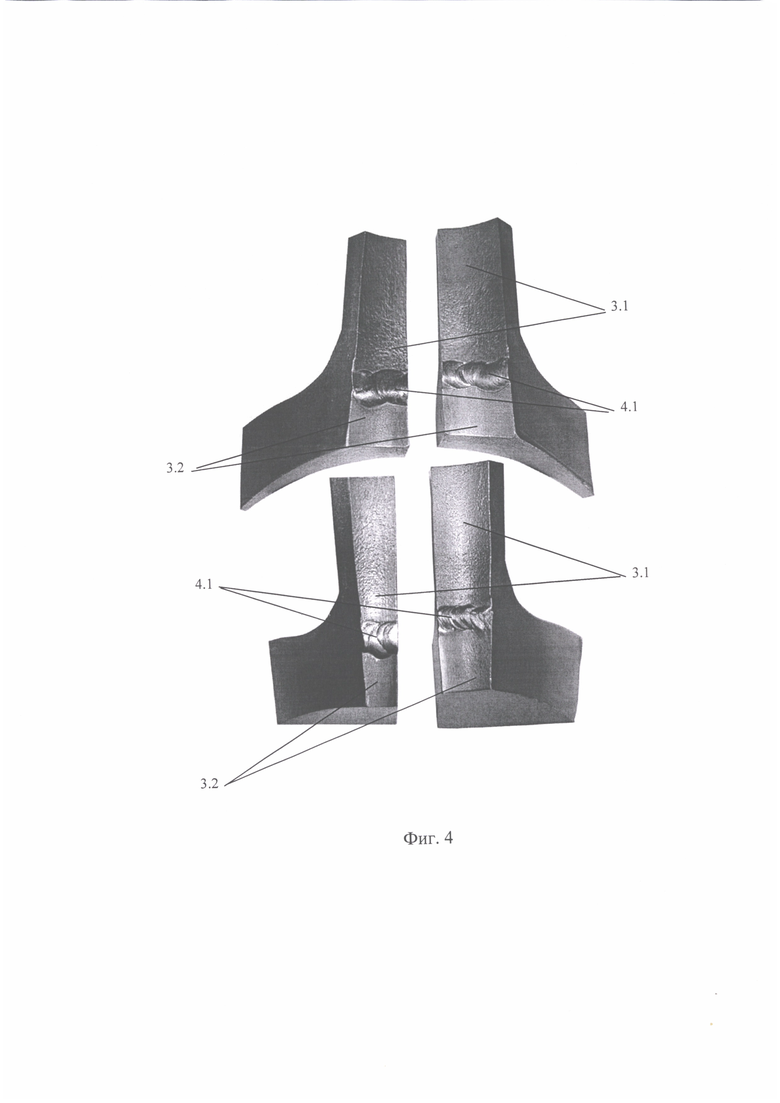
Выполненное угловое соединение штуцера 3.1 с трубой 3.2 вышеуказанным способом было проконтролировано изнутри визуальным методом на наличие окисления на поверхности корневого шва. С этой целью соединение было разрезано на четыре части по двум перпендикулярным плоскостям вдоль штуцера 3.1. Изображение поверхностей корневого шва 4.1 представлено на фиг. 4, следов окисления не обнаружено (Фиг. 3).
Промышленная применимость
Заявленный способ аргонодуговой сварки углового соединения штуцера с трубой отвечает условию «промышленная применимость». Сущность технического решения раскрыта в формуле, описании и фигурах достаточно ясно для понимания и промышленной реализации соответствующими специалистами, а используемые средства просты и доступны для промышленной реализации в области аргонодуговой сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ аргонодуговой сварки стыков трубопроводов | 2019 |
|
RU2713894C1 |
| Способ односторонней сварки трубопроводов Ду 800 контура многократной принудительной циркуляции энергоблоков с реакторной установкой РБМК-1000 | 2021 |
|
RU2759272C1 |
| СПОСОБ СОЗДАНИЯ ТРОЙНИКОВОГО СОЕДИНЕНИЯ | 2015 |
|
RU2598764C1 |
| СПОСОБ СВАРКИ ТРУБ ИЗ СТАЛЕЙ С АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ В ТРУБОПРОВОД | 1998 |
|
RU2155655C2 |
| СПОСОБ АРГОНОДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТРУБЧАТЫХ ДЕТАЛЕЙ | 2015 |
|
RU2621539C1 |
| СПОСОБ СВАРКИ ИЗДЕЛИЙ ИЗ ЧУГУНА | 1996 |
|
RU2105646C1 |
| Способ ремонта теплообменников | 2023 |
|
RU2806721C1 |
| Способ сварки кольцевых внутренних швов и устройство для его осуществления | 2015 |
|
RU2641430C2 |
| Способ сварки плавлением | 1986 |
|
SU1388222A1 |
| СПОСОБ СВАРКИ ТИТАНА И ЕГО СПЛАВОВ | 2004 |
|
RU2284886C2 |
Изобретение может быть использовано при ручной аргонодуговой сварке угловых соединений штуцера длиной до 250 мм с трубой диаметром свыше 100 мм и толщиной стенки свыше 10 мм, в частности для труб дренажных линий и врезок паропроводов, коллекторов пароперегревателей паровых котлов. Производят сборку углового стыка штуцера с трубой. Через отверстие штуцера продевают полую трубку, имеющую по меньшей мере одно отверстие в боковой стенке. Трубка закрыта с одного конца, на котором установлена сменная гибкая заглушка из термостойкой силиконовой резины, диаметром больше отверстия штуцера. Полую трубку устанавливают с плотным прилеганием силиконовой заглушки к внутренней поверхности трубы. На другом конце полой трубки, выходящем из штуцера наружу, размещают конусообразную шайбу с плотным прилеганием к торцу штуцера и шланг для подвода аргона. Аргон подают через шланг, полую трубку и как минимум одно отверстие в боковой стенке полой трубки в зону углового стыка штуцера с трубой и осуществляют сварку корневого шва по периметру стыка. Удаляют полую трубку с последующей окончательной сваркой углового стыка до полного заполнения разделки. Способ обеспечивает защиту внутренней стороны сварного соединения от окисления при выполнении углового сварного соединения штуцера с трубой. 4 ил.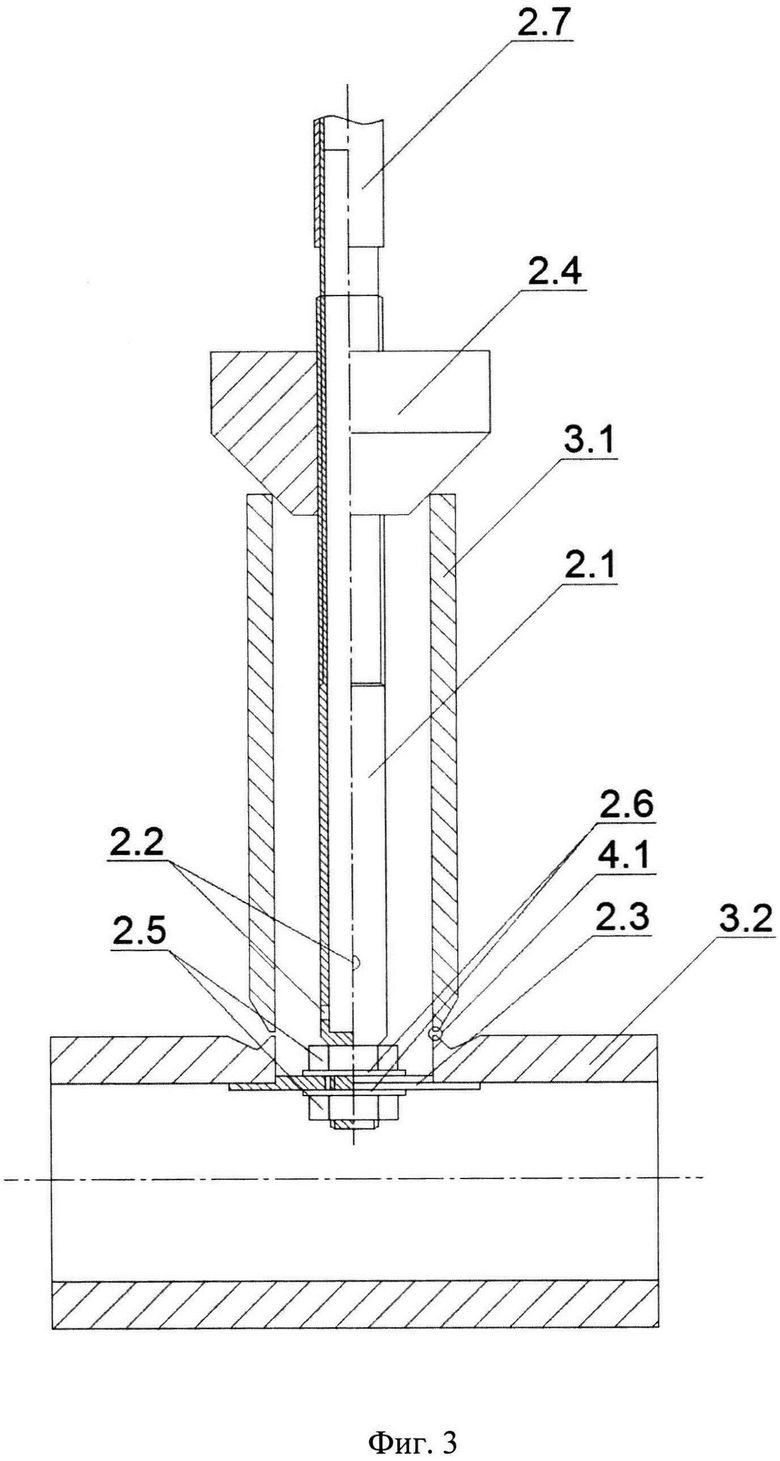
Способ аргонодуговой сварки углового соединения штуцера с трубой, отличающийся тем, что он включает следующие последовательно осуществляемые этапы:
- производят сборку углового стыка штуцера с трубой;
- через отверстие штуцера продевают внутрь трубы полую трубку, имеющую по меньшей мере одно отверстие в боковой стенке, причем трубка закрыта с одного конца, на котором установлена сменная гибкая заглушка из термостойкой силиконовой резины, диаметром больше отверстия штуцера, при этом полую трубку устанавливают с плотным прилеганием силиконовой заглушки к внутренней поверхности трубы, а на другом конце полой трубки, выходящем из штуцера наружу, размещают конусообразную шайбу с плотным ее прилеганием к торцу штуцера и устанавливают шланг, предназначенный для подвода аргона;
- осуществляют подачу аргона через шланг, полую трубку и по меньшей мере одно отверстие в ее боковой стенке в зону сварки углового стыка штуцера с трубой и осуществляют сварку корневого шва по периметру упомянутого стыка;
- удаляют полую трубку и осуществляют окончательную сварку штуцера с трубой по периметру до полного заполнения углового стыка.
| Способ дуговой сварки велдолетов из аустенитных сталей к трубопроводу из низкоуглеродистых и низколегированных сталей | 2016 |
|
RU2643098C2 |
| УСТРОЙСТВО для ЭЛЕКТРОДУГОВОЙ ПРИВАРКИ ШТУЦЕРОВ | 0 |
|
SU271692A1 |
| Штанга газового подпора для дуговой сварки труб в среде защитного газа | 1973 |
|
SU465246A1 |
| 0 |
|
SU181221A1 | |
| Устройство для защиты от окисления обратной стороны швов | 1990 |
|
SU1731520A1 |

