(54) УСТРОЙСТВО ДЛЯ ДВУХДУГОВОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки неплавящимся электродом в среде защитных газов проникающей дугой | 2023 |
|
RU2803615C1 |
| Двухэлектродная горелка | 1985 |
|
SU1279773A1 |
| Устройство для двухдуговой сварки | 1987 |
|
SU1407724A1 |
| ПЛОСКОЕ СОПЛО ГОРЕЛКИ ДЛЯ АРГОНОДУГОВОЙ СВАРКИ | 2013 |
|
RU2521948C1 |
| Горелка для дуговой сварки | 1980 |
|
SU1011349A1 |
| Двухэлектродная горелка | 1983 |
|
SU1123808A1 |
| Горелка для двухдуговой сварки | 1989 |
|
SU1655695A1 |
| Устройство для двухдуговой сварки | 1977 |
|
SU623685A1 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитных газов | 1983 |
|
SU1143546A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2049620C1 |
I
Изобретение относится к устройст вам для механизированной сварки по щелевому зазору в среде защитных газов преимущественно химически активных и тугоплавких металлов больших толщин.
Известно устройство для многослойной сварки металла большой толщины по щелевому зазору в среде защитных газов, содержащее сварочные горелки, выполненные в виде медных водоок- лаждаемых пластин с .отверстиями, заканчивающимися токоподводящими мундштуками. Защитная камера выполнена в виде трубок эллиптического сечения, установленных с двух сторон мундштуков 1 .
Недостаток этого устройства заключается в невозможности сварки на повышенных режимах, что ограничивает производительность процесса.
Известно также устройство для двухдуговой сварки, содержащее корпус с шарнирно установленными элехтродержателями, расположенными в плоскости, перпендикулярной направлению , сварки. Водоохлаждаемые электрододepжaтeJта обеспечивают возможность увеличения тепловой мощности дуги f2}.
Однако применение известного устройства возможно при больших зазорах, для заполнения которых тpeJ yeтся большое количество направленного металла. Другим недостатком яв10ляется большой расход защитного газа, необходимого как для защиты зоны дуги, так и зоны термического влияния.
Цель изобретения - увеличение про«Sизводительности при сварке s щелевую разделку и повышение качества сварных соединений при сокращении . расхода защитнрго газа.
Указанная цель достигается тем,
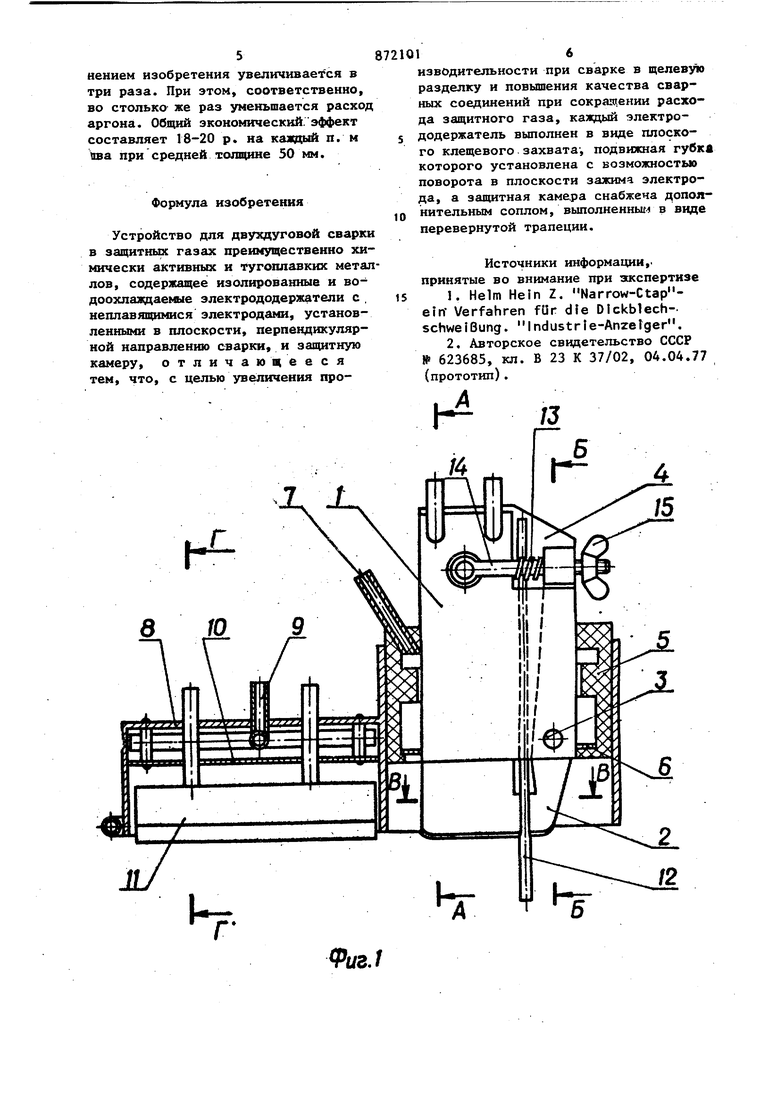
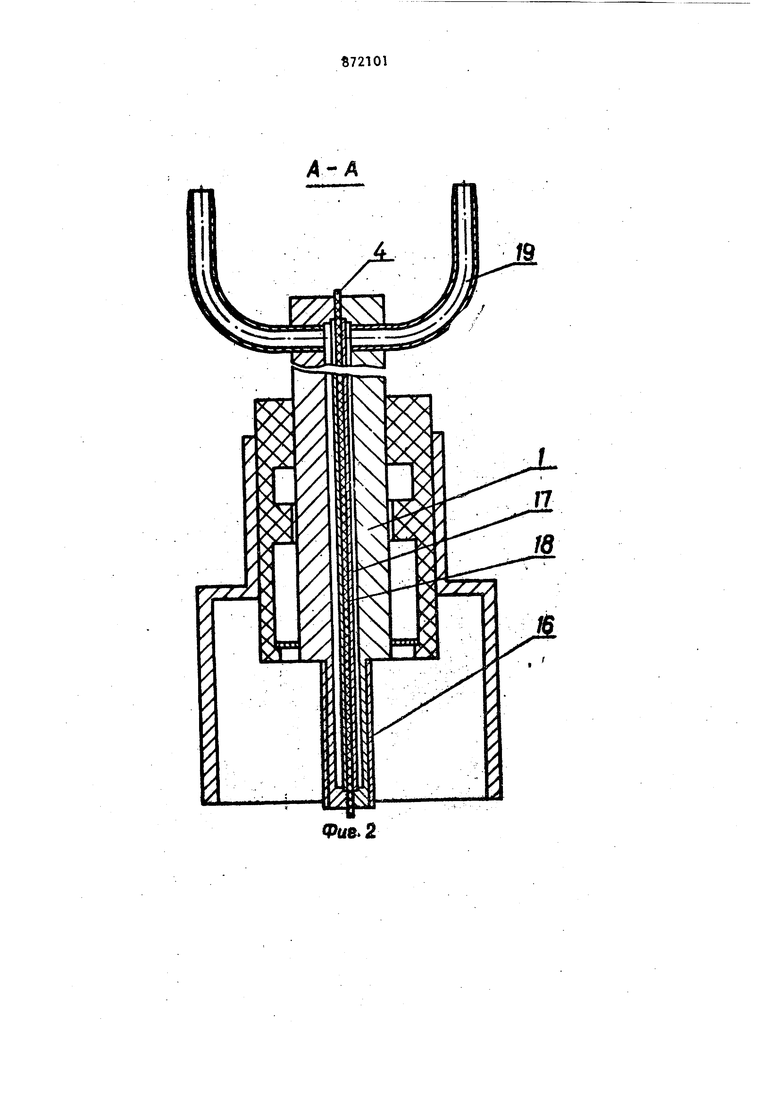
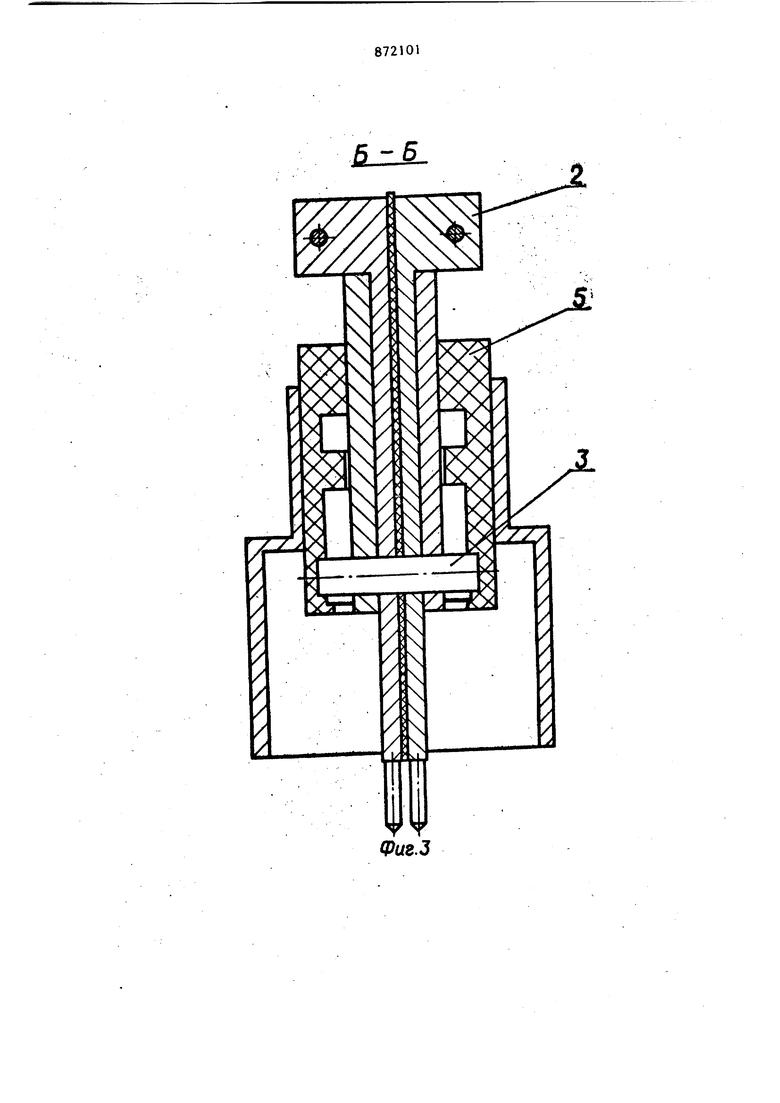
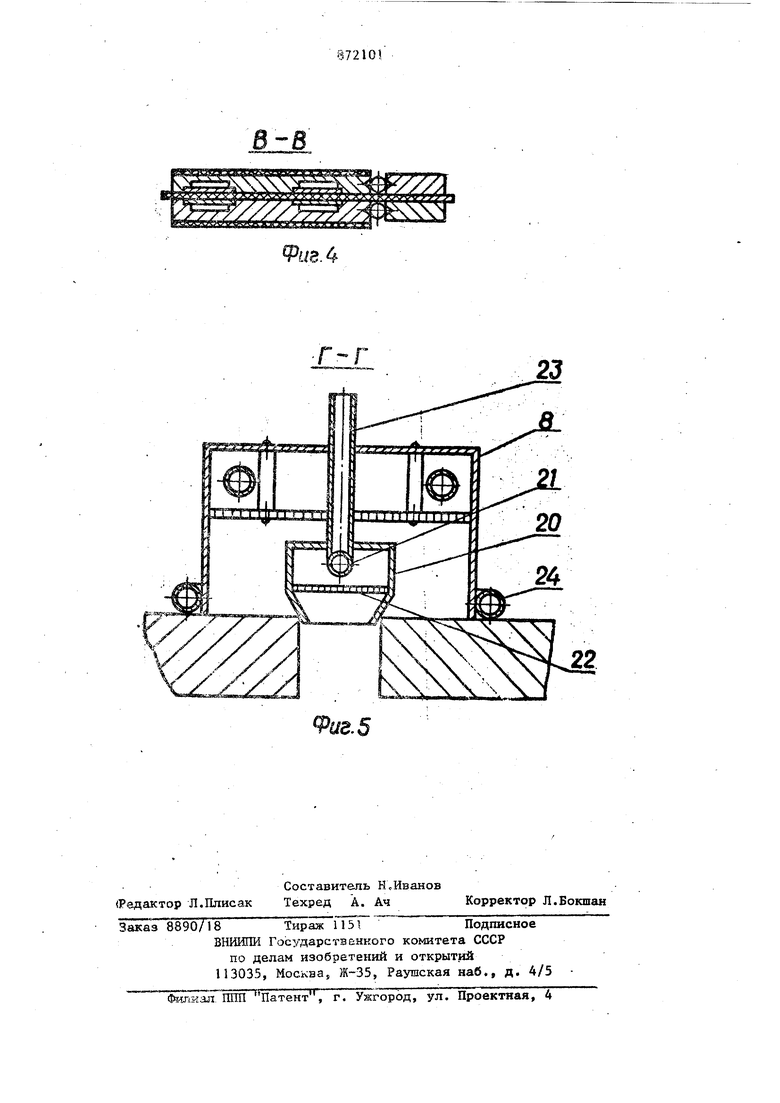
что в устройстве для двухдуговой сварки в среде защитных газов, содержащем изолированные и водоохлаждаемые электрододержатели с неплавлящимкся электродами, установленньми в плоскости, перпенднкулярной на правлению сварки, и запрггную камеру каяздый электрододержатель выполнен в виде плоского клещевого захвата, подвижная губка которого установлена с возможностью поворота в плоскости зажима электрода, а зав(нтная камера снабжена дополнительньм соплом, выполненным в виде перевернутой трапеции. На фиг. 1 изображено устройство для двухдуговой сварки, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1, на фиг, 3- разрез Б-Б на фиг. 1 на фиг, 4- разрез В-В на. фиг. i на фиг, 5- разрез Г-Г на фиг. 1.. Устройство содержит.два однотипных электрододержателя, выполненных в виде плоских клещевых захватов, каждый из которых состоит из корпуса 1 и рычага 2, закрепленного на оси 3, а электрододержатели разделевы между собой изоляционной пластиной 4. Оба электрододержателя установлены в изоляторе 5, внутри которого выполнены каналы для прохода защитного газа. Выходное отвер стие по периметру электрододержателей закрыто сеткой 6.В верхней част нйГолятора 5 установлена газоподводящая трубка 7 Защитная камера 8 представляет собой водоохлаждаемый кожух, имеющий две полости, од1Га из которьпс имеет окно для установки с возможностью перемещения изолятора ,5 с электрододержател1Ц«1, а другая полость кожуха в верхней части име газоподводную трубку 9 и экран 10 с отверстиями, а в нижней части до полнительное сопло 11. Наплавляющийся электрод 12 зажа мезвду корпусом 1 и рычагом 2 электрододержателя при помощи пружины 13, которая расположена на резьбе стяжки 14. Нижняя часть корпуса 1 с наружной стороны закрыта изоляторами 16. В корпусе I злектрододержателявыполнен канал 17 У-образной формы, закрытый пластиной 18. Верхние-части канала 17 снабже ны штуцерами 19. Дополнительное сопло 11 выполнено в виде перевернутой трапеции и состоит из корпуса 20, газораспределительной трубки 21, сеткнрассекателя 22. Дополнительное соп ло 11 подвешено на стойках 23, одна из которых является газоподводом и может перемещаться вверх и вниз относительно кожуха защитной камеры 8. Кожух защитной камеры имеет систему водоохлаходения 24. . Для работы устройство устанавливается так, XJTO узкая часть злектрододержателей и концы электродов входят в щелевую разделку, а защитная камера лежит на изделии. Охлаждающая вода подводится через штуцер 19 и проходит по каналу 17, охлалздая корпус электрододержателк и в особенности его нижнюю часть, соприкасающуюся с неплавящимся электродсм. Кожух защитной камеры 8 во время;работы устройства охлаждается водой, проходящей по трубкам охлаждения 24. Сварочные дуги возбуждаются между каждым электродом и изделием и образуют широкую зону дугового разряда В эту зону подается присадочный материал. Защита зоны сварки и неплавящихся электродов выполняется с помо- , щью защитного газа, пропускаемого чере) каналы, расположенные по : периметру изолятора 5, и распределительную сетку 6. . По мере заполнения разделки электрододержатели перемещают вверх относительно корпуса кожуха, выводя электроды из разделки. Защита остывающего сварного шва и зоны термического влияния осуществляется газом, проходящим только через дополнительное сопло 11 (малый расход газа). После выдвижения электродов из щели, т.е. при сварке последних слоев, защитный газ подается как через дополнительное сопло 11, так и через газораспределительную систему заощтной камеры полный расход газа). Чтобы вынуть неплавящийся электрод из электрододержателя или передвинуть его вдоль оси необходимо дри помощи гайки 15 сжать пружину 13, установленную на стяжке 14. По известным способам производительность при сварке высокопрочных сталей по щелевому зазору толщиной до 60 мм составляет 7-8 кг направленного металла в час. С применением изобретения производительность сварки составит 11,5-12,5 кг титана в час. Таким образом, учитывая разницу в удельном весе титана и сталей производительность процесса с применением изобретения увеличивается в три раза. При этом, соответственно, во столько же раз уменьшается расход аргона. Общий экономический.эффект составляет 18-20 р. на калщый п. м ива при средней толщине 50 мм.
Формула изобретения
Устройство для двухдуговой сварки в защитных газах преимущественно химически активных и тугоплавких метал лов, содержащее изолированные и водоохладдаемые электрододержатели с , неплавящимися электродами, установленными в плоскости, перпендикулярной направленню сварки, и защитную камеру, отличающееся тем, что, с целью увеличения про721016
изводительности при сварке в щелевую разделку и повышения качества сварных соединений при сокращении расхода защитного газа, каждый электро5 додержатель выполнен в виде плоского клещевого захвата; подвижная губка которого установлена с возможностью поворота в плоскости зажима электрода, а защитная камера снабжена допоя Q нительным соплом, выполненным в виде перевернутой трапеции.
Источники информации,, принятые во внимание при экспертизе 15 1. Helm Hein Z. Narrow-Ctap eln Verfahren fUr die Dlckblechschwe iBung. IndustrIe-AnzeIger.
Д - А
UJ
Фиг.З
Г-Г
