Изобретение относится к области обработки металлов давлением, в частности, к изготовлению полых изделий - трубных заготовок, изделий типа “стакан” и т.п. из тугоплавких металлов и сплавов.
Известен способ изготовления полых изделий, включающий прошивку нагретой сплошной заготовки холодным сердечником с последующим удалением сердечника (авт. свид. СССР №304031, кл. В 21 С 23/22, 1970).
Недостатком известного способа является его сложность, обусловленная необходимостью удаления стержня механической обработкой из-за свариваемости сердечника с оболочкой, а также невозможность повторного использования стержня.
Наиболее близким к заявленному техническому решению является способ получения полых изделий из тугоплавких металлов и сплавов путем внедрения холодного стального стержня с утолщенной частью, покрытой смазкой, в нагретую сплошную заготовку с последующим удалением стержня (авт. свид. СССР №1055554, кл. В 21 С 23/22, 1981).
Известный способ предусматривает внедрение сердечника неутолщенным концом; утолщенный конец сердечника выполняют с диаметром, равным диаметру сплошной заготовки.
Недостатком известного способа являются высокая трудоемкость и повышенный расход материалов, обусловленные невозможностью удаления стержня из изделия без механической обработки, при которой весь материал стержня, а также часть тугоплавкого материала (заготовки) идут в отходы.
Задачей настоящего изобретения является разработка способа, позволяющего снизить трудоемкость изготовления полых изделий и расход материалов.
Для достижения поставленной задачи в способе получения полых изделий из тугоплавких металлов и сплавов путем внедрения холодного стального стержня с утолщенной частью, покрытого смазкой, в нагретую сплошную заготовку с последующим удалением стержня утолщенную часть выполняют съемной и с диаметром 1,03-1,08 диаметра стержня. При этом в качестве технологической смазки используют графитодисульфидомолибденовую смазку при следующем содержании компонентов, мас.%:
Коллоидальный графит 60-75
Чешуйчатый графит 18-26
Дисульфид молибдена 7-14
а стержень используют с резьбой на боковой поверхности, шаг которой равен 1...3 мм.
При внедрении стержня наличие утолщения предлагаемого диаметра на его переднем конце обеспечивает сохранение резьбы и смазки на боковой поверхности стержня. Это, наряду со съемностью утолщения, позволяет стержень удалять либо осевым перемещением, либо вывинчиванием, что значительно упрощает процесс изготовления полых изделий /стаканов, трубных заготовок и т.д./ и снижает расход материалов, т.к. стержень может быть использован повторно.
Смазка предлагаемого состава обеспечивает возможность вывинчивания стержня несмотря на то, что резьба обжимается металлом заготовки при ее разпрессовке и из-за уменьшения размеров при охлаждении.
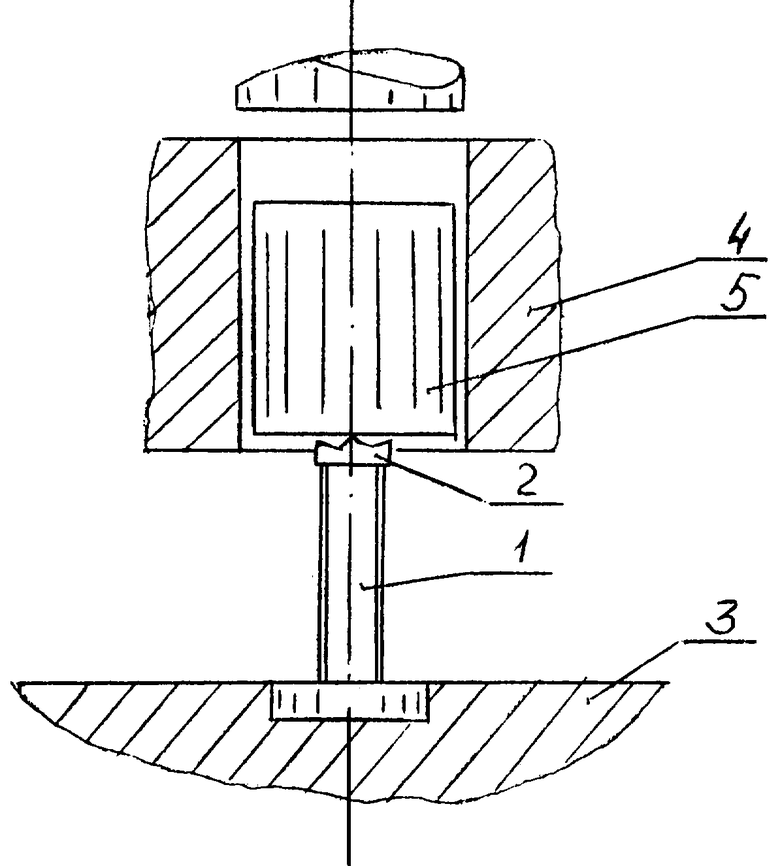
На чертеже показана схема устройства, в котором осуществляется способ согласно изобретению.
Стальной стержень 1 с резьбой на боковой поверхности, слоем смазки и со съемным утолщением 2 на переднем торце устанавливается в специальном подпоре 3 под контейнером 4 вдоль его оси.
Нагретую сплошную заготовку 5 из тугоплавкого металла или сплава помещают в контейнер 4 и усилием рабочего органа 6 пресса напрессовывают на холодный стальной стержень 1, осуществляя внедрение последнего в заготовку.
Полученную заготовку затем закрепляют в шпинделе токарного станка и выкручивают стержень /зафиксированный от вращения/ при вращении шпинделя в случае выполнения на нем резьбы. Если утолщение 2 остается на дне полого изделия, его удаляют либо механической обработкой, либо вытравливанием или любым другим методом.
Заготовка может быть прошита и насквозь, тогда извлечение утолщенной части 2 не требуется.
Роль утолщения 2 аналогична роли калибрующего наконечника пуансона при обратном выдавливании. Отличие от процесса обратного выдавливания состоит в том, что при напрессовке заготовки 5 на стержень 1 первая подвижна относительно контейнера 4. Это отличие обуславливает незначительный перекос заготовки при напрессовке. При этом стержень 1 заклинивается в полости заготовки 5. Кроме того, в связи с тем, что при внедрении стержня 1 наружная поверхность заготовки 5 свободна, а внутренняя - контактирует с утолщением 2 стержня 1, течение периферийных слоев заготовки опережает течение центральных. Это приводит к натеканию металла на стержень 1. Заклиниванию стержня 1 в полости заготовки способствует также уменьшение диаметра полости из-за остывания слитка. Каждый из указанных факторов недостаточен для предотвращения свободного извлечения стержня, однако, когда они действуют вместе, извлечение стержня возможно только вывинчиванием, т.е. при наличии резьбы.
Диаметр утолщенной части 2 стержня 1 должен составлять 1,03…1,08 диаметра стержня 1. В случае, если этот диаметр меньше 1,03 диаметра стержня, то при внедрении стержня слой смазки нарушается, резьба деформируется. В этом случае извлечь стержень из заготовки вывинчиванием не удается.
Если диаметр утолщенной части больше 1,08 диаметра стержня, то для предотвращения ее деформации в процессе внедрения необходимо увеличивать высоту этой утолщенной части, кроме того, повышается трудоемкость и сложность извлечения утолщенной части, повышается расход материалов.
Если резьба на стержне выполнена с шагом менее 1,0 или более 3,0 мм, то удалить стержень вывинчиванием не удается из-за увеличения сил трения /даже при наличии смазки/.
Смазка представляет собой смесь водного коллоидального препарата графита /60-75 мас.%/, чешуйчатого графита /18-26 мас.%/ и дисульфида молибдена /7-14 мас.% /.
Коллоидальный графит представляет собой водную дисперсию частиц графита со средним размером зерна до 1-3 мкм при содержании графита не менее 21 мас.% /например, марка В-1 ОСТ 6-08-429-74/.
Чешуйчатый графит имеет размер зерна до 200 мкм. Смазку готовят смешиванием расчетного количества чешуйчатого графита и дисульфида молибдена с получением густой пасты.
Коллоидальный графит в составе смазки обеспечивает хорошую адгезию слоя смазки к материалу стержня благодаря заполнению микронеровностей на его поверхности частицами графита. Дисульфид молибдена, повышая фрикционные свойства смазки /после испарения воды/, обеспечивает возможность вывинчивания стержня из заготовки. Чешуйчатый графит служит загустителем смазки и обеспечивает наряду с низким коэффициентом трения сохранение резьбы на стержне при его внедрении в заготовку, препятствуя смятию резьбы при распрессовке заготовки.
При содержании дисульфида молибдена менее 7,0% затрудняется вывинчивание стержня из заготовки, а при содержании более 14% происходит смятие резьбы, что также не позволяет извлечь стержень вывинчиванием.
При содержании чешуйчатого графита менее 18% происходит смятие резьбы при распрессовке заготовки, а при содержании чешуйчатого графита более 26% повышается прочность высушенного слоя смазки, что также не позволяет вывернуть стержень.
При содержании водного коллоидального препарата графита менее 60% снижается адгезия смазки, что затрудняет нанесение ее на резьбу стержня и вызывает отекание смазки с резьбы стержня при вдавливании в заготовку, что не позволяет удалить стержень вывинчиванием. При содержании коллоидального графита более 75% снижается вязкость смазки, что затрудняет нанесение слоя необходимой толщины. В результате происходит либо смятие резьбы /при повышении содержания дисульфида молибдена/, либо ее заклинивание /при повышении содержания чешуйчатого графита/.
Пример конкретного выполнения способа.
Заготовки из молибдена марки МЧВП диаметром 125 мм и высотой 230 мм нагревали до температуры 1300°С в камерной печи в атмосфере водорода в течение 1 часа и выдавливали из контейнера на холодный стержень диаметром 82,5 мм из стали 40 со съемным утолщением, метрической резьбой на боковой поверхности и слоем смазки при вышеупомянутом соотношении компонентов.
Полученные изделия зажимали в патроне токарного станка, фиксировали стержень и вращением патрона свинчивали стакан.
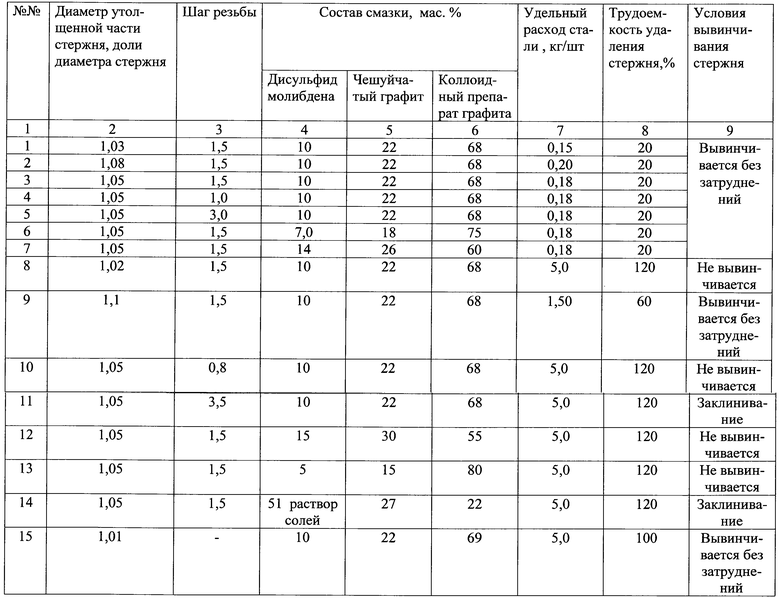
В таблице приведены условия осуществления процесса и полученные результаты.
При остывании прошитой заготовки /с размерами, указанными в примере/ диаметр отверстия уменьшается на 0,7 мм. В результате разница между диаметрами отверстия и стержня 1 должна составить 5,9 мм. Однако диаметр отверстия не соответствует диметру съемного утолщения, т.к. при внедрении стержня в заготовку течение металла в периферийных зонах заготовки и в центральных существенно различаются, а именно: скорость течения металла в периферийных участках образующейся трубы превышает скорость течения металла вблизи внутренней поверхности трубы из-за того, что наружная поверхность трубы в данном процессе свободна, а внутренняя поверхность в процессе образования контактирует с боковой поверхностью утолщения, т.е. на наружной поверхности отсутствуют силы трения, а на внутренней - они присутствуют.
В результате этого диаметр прошитого отверстия становится меньше диаметра утолщения. В случае, если диаметр утолщения составляет 1,08 диаметра стержня, т.е. 89,1 мм, то диаметр становится 86 мм, т.е. разница - 3,5 мм, а не 5,9 мм. В связи со значительной длиной полученной трубной заготовки /440 мм/ перекос стержня на 0,23 уже приведет к заклиниванию стержня в заготовке. В случае, если диаметр утолщения составляет 1,03 диаметра стержня, т.е. 85 мм, то диаметр отверстия становится уже равным диаметру стержня, т.е. 82,5 мм, происходит обжатие стержня стенками трубы. В этом случае смазка, расположенная между выступами резьбы /особенно в центральной части трубной заготовки/, находится в условиях всестороннего сжатия, не выдавливаясь при обжатии материалом заготовки стержня, в результате чего последний без затруднения вывинчивается из прошитого изделия.
Как видно из данных, приведенных в таблице, только выполнение предлагаемых условий проведения процесса обеспечивает возможность осуществления извлечения стержня вывинчиванием, т.е. упрощение процесса с одновременным уменьшением расхода материала /см. пп.1-7/.
По сравнению с прототипом /п.15/ трудоемкость извлечения стержня снижается на 80%, удельный расход стали - на 95% /п.14 - процесс со смазкой-прототипом/.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКОСПЛАВНЫХ ТРУБ | 1999 |
|
RU2168382C1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ | 2014 |
|
RU2570403C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СМАЗОЧНОГО СТЕРЖНЯ | 2004 |
|
RU2271385C1 |
| АНТИФРИКЦИОННОЕ ТВЕРДОСМАЗОЧНОЕ ПОКРЫТИЕ | 2023 |
|
RU2820998C1 |
| СМАЗКА ДЛЯ ЛУБРИКАЦИИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 1994 |
|
RU2065484C1 |
| Смазка для горячей обработки металлов давлением | 1983 |
|
SU1117309A1 |
| СМАЗОЧНЫЙ СТЕРЖЕНЬ | 2008 |
|
RU2388635C2 |
| СМАЗКА ДЛЯ ПОДШИПНИКОВ ШАРОШЕЧНЫХ ДОЛОТ | 1969 |
|
SU234280A1 |
| АНТИФРИКЦИОННАЯ КОМПОЗИЦИЯ | 2010 |
|
RU2452745C1 |
| Способ изготовления стержневых деталей | 1985 |
|
SU1311828A1 |
Изобретение относится к области обработки металлов давлением, в частности к изготовлению полых изделий - трубных заготовок, изделий типа “стакан” и т.д. из тугоплавких металлов и сплавов. Сущность: в способе получения полых изделий из тугоплавких металлов и сплавов путем внедрения холодного стального стержня с утолщенной частью, покрытого смазкой, в нагретую сплошную заготовку с последующим удалением стержня утолщенную часть выполняют съемной и с диаметром 1,03-1,08 диаметра стержня, при этом в качестве технологической смазки используют графитодисульфидомолибденовую смазку при следующем содержании компонентов, мас.%: коллоидальный графит 60-75; чешуйчатый графит 18-26; дисульфид молибдена 7-14. Изобретение обеспечивает снижение трудоемкости изготовления изделий и расхода материалов.1 з.п. ф-лы, 1 табл., 1 ил.
Коллоидальный графит 60-75
Чешуйчатый графит 18-26
Дисульфид молибдена 7-14
| Способ изготовления составной заготовки для производства труб | 1981 |
|
SU1055554A1 |
| Способ получения полых изделий из разнородных материалов | 1990 |
|
SU1726180A1 |
| RU 94011013 A1, 10.08.1996 | |||
| УСТРОЙСТВО ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ ТРУБ И ЕГО ПЕРЕДНЯЯ ВТУЛКА | 1998 |
|
RU2146977C1 |
| Орудие для осветления лесных культур | 1982 |
|
SU1091883A1 |
| Способ лечения инфильтративных и диссеминированных форм туберкулеза легких | 1976 |
|
SU1097332A1 |
