113
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления стержневых деталей с утолщением на одном конце, а также других ступенчатых сплошных деталей простого и фасонного сечения, например ступенчатых валов, осей, деталей со шлицами и др.
Цель изобретения - повышение производительности и снижение экономических затрат.
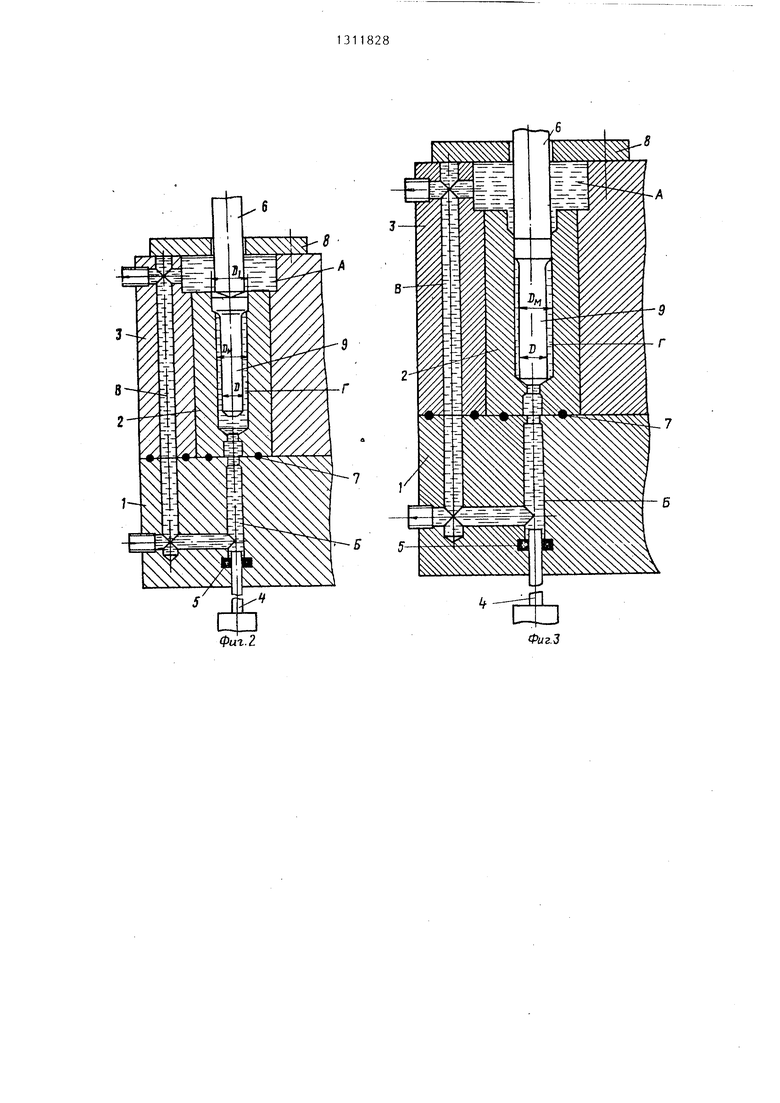
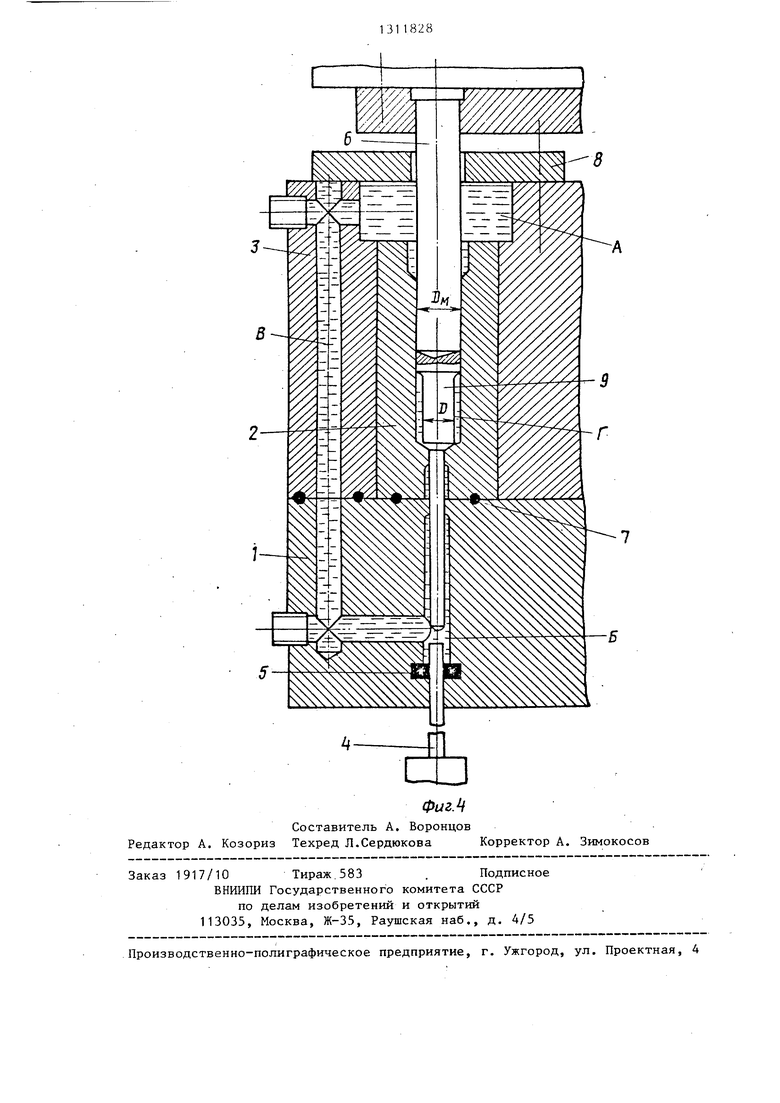
На фиг. 1 показаны переходы, обеспечивающие получение стержневых деталей путем отрезки исходной заготовки (ot), формообразования промежуточной заготовки (б) и окончательного формообразования детали прямым.выдавливанием (в), а также детали (вариант), когда заготовка выдавливается на- проход (г); на фиг. 2 - исходное положение промежуточной заготовки в матрице; на фиг. 3 - первая стадия окончательного формообразования детали редуцированием утолщенной части промежуточной заготовки; на фиг.4 - вторая стадия окончательного формообразования путем прямого выдавливания в матрице, заполненной рабочей жидкостью (смазочной средой).
Способ осуществляют следующим образом.
Исходную заготовку длиной 1 (фиг. 1а) получают отрезкой от прутка известным способом. После отжига и подготовки заготовки (фосфатирова- ние омыливание) выдавливанием и осадкой получают промежуточную заготовку - стержень с утолщением на одном конце и с коническим элементом на другом (фиг. 16). Окончательное формообразование детали осуществляют прямым выдавливанием в специальном штампе, в верхней части которого выполнена открытая полегать, заполненная рабочей жидкостью (смазочной средой) и соединенная с полостью матрица и нижней полостью штампа каналом как сообщающиеся сосуды (фиг. 2-4).
Штамп содержит плиту 1, матрицу 2 плиту 3, выталкиватель 4 с уплотнением 5, пуансон 6, уплотнения 7. В верхней части плиты 1 выполнена полость Л, заполненная рабочей жидкостью (смазочной средой), закрытая крышкой 8 и соединенная с атмосферой Полость А соединена с полостью матрицы и нижней полостью штампа Б каналом В как сообщающиеся сосуды. В ка82
честве рабочей жидкости могут быть использованы, например, касторовое масло, глицерин, консистентная смесь дисульфида молибдена или порошкообразного графита с минеральным маслом и др.
Заготовку 9 загружают в штамп через отверстие в 8, при этом она благодаря утолщению зависает в
матрице (фиг. 2). Далее включают
пресс на рабочий ход. Деформирование заготовки осуществляется в две стадии за один ход пресса. На первой стадии заготовка 9 проталкивается в
матрицу до упора конического элемента в матричную воронку (фиг. 3). При проталкивании заготовки в матрицу верхняя утолщенная часть ее редуцируется со степенью деформации 0,150,25. Таким образом, на первой стадии вьщавливания кольцевая полость Г между стенками матрицы 2 и заготовкой 9, заполненная смазочной средой, надежно запирается. Дальнейший ход ползуна вниз переводит процесс во вторую стадию - прямое выдавливание. На протяжении всего процесса выдавливания смазочная среда в кольцевом зазоре Г находится под действием давления.
достаточного для предотвращения осадки заготовки 9 в матрице 2, поэтому стенки матрицы и боковая поверхность заготовки разделены слоем смазки и потери на трение сводятся к минимуму.
35 Благодаря высокому давлению в кольцевом зазоре Г смазка принудительно подается в зону трения, что обеспечивает гидродинамический режим трения в процессе выдавливания.
40
Для надежного запирания среды размеры промежуточной заготовки определяют по соотношениям
45
D(0,95-0,98) D(1,15-1,25)
h, (0,5-1)D;
Ч
D-d 2tg4
D - диаметр исходной заготовки, мм;
D - диаметр утолщения промежу- точной заготовки, мм;
D - диаметр матрицы для прямого
выдавливания, мм; Ц - высота утолщения промежуточной заготовки, мм;
hj - высота конического элемента промьжуточной заготовки, мм; d - диаметр готовой детали, мм; 0 - угол раствора матричной воронки, град.
Пример, Из отожженных фосфа- с тированных заготовок диаметром мм и длиной мм из стали 15Х осадкой, и выдавливанием получают промежуточную заготовку (фиг. 16) с размерами D 11,3 мм; мм; мм; 0 90. Затем прямым вьщавливанием в штампе с диаметром матрицы Вд, 9,6мм (фиг. 4) получают деталь с размерами мм; мм. Выдавливание осуществляют на испытательной машине УИМ-50. Усилие прямого выдавливания по показанию силоизмерителя 9,2 тс.
Формула изобретения
1. Способ изготовления стержневых деталей, включающий получение исходной заготовки и прямое ее выдавливание в условиях гидродинамического режима трения, о тличающий- с я тем, что, с целью повышения производительности и снижения экономических затрат, перед прямым выдав- ливанием из исходной заготовки получают промежуточную заготовку в виде стержня с утолщением на одном конце и с коническим элементом на другом,
а 6
,
O
а прямое выд.авливание осуществляют в две стадии за один ход пресса в матрице, заполненной рабочей смазочной жидкостью, причем на первой стадии редуцируют утолщенную часть промежуточной загото.вки и запирают заполненную смазочной жидкостью кольцевую полость между матрицей и заготовкой, на второй стадии осуществляют окончательное выдавливание.
2. Способ по П.1, о тл и ч аю- щ и и с я тем,, что размеры промежуточной заготовки определяют по соотношениям
D(0,95-0,98) D,(1,15-1,25)
D-d
h,(0,5-1) D; h2
0
2 tgде D - диаметр исходной заготовки, мм;
D - диаметр утолщения промежуточной заготовку, мм; D - диаметр матрицы для прямого
вьщавливания, мм; h - высота утолщения промежуточной заготовки, мм; hj - высота конического элемента промежуточной заготовки,мм; d - диаметр готовой детали, мм; о - угол раствора матричной воронки, град.
Фиг.г
Фиг.З
Фиг.
Составитель А. Воронцов Редактор А. Козориз Техред Л.Сердюкова Корректор А. Зимокосов
,-.-.-..- -,..-.-..---..- .--..-- ---i™ -------- ---- -------- -- --.-- ---- - -- --- --- ------------™ Заказ 1917/10 Тираж.583 . Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для прямого выдавливания стержневых деталей | 1985 |
|
SU1311834A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК, ИМЕЮЩИХ СКВОЗНУЮ ПОЛОСТЬ И НАРУЖНУЮ ПОВЕРХНОСТЬ С ПЕРЕМЕННЫМ ВДОЛЬ ОСИ СЕЧЕНИЕМ | 2005 |
|
RU2308347C2 |
| Способ выдавливания стержневых деталей | 1985 |
|
SU1310058A1 |
| Штамп для выдавливания | 1983 |
|
SU1156792A1 |
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
| Способ изготовления оправки для прошивного стана | 2022 |
|
RU2791720C1 |
| СПОСОБ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С МАССИВНОЙ ГОЛОВКОЙ, СОДЕРЖАЩЕЙ ПОЛОСТЬ | 1991 |
|
RU2083312C1 |
| Способ штамповки стержневых деталей с головкой | 2023 |
|
RU2840861C2 |
| Способ многопозиционной штамповки полых деталей с кольцевым утолщением | 1983 |
|
SU1174145A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
Изобретение касается обработки металлов давлением. Цель изобретения - снижение экономических затрат и увеличение производительности. Перед прямым выдавливанием и исходной цилиндрической заготовки получают промежуточную заготовку - стержень с утолщением на одном конце и с коническим злементом на другом. Окончательное формообразование осуществляют в матрице, заполненной рабочей жидкостью (смазочной средой), в две стадии за один ход пресса. На первой стадии редуцируют утолщенную часть промежуточной заготовки и запирают кольцевую полость между матрицей и заготовкой, заполненную смазочной средой, на второй стадии прямым выдавливанием получают деталь. 1 з.п. ф-лы, 4 ил. (Л 00 to 00
| Штамп для прямого выдавливания | 1978 |
|
SU871980A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
