Изобретение относится к неразрушающим методам контроля качества сварных швов, а именно к ультразвуковому контролю герметизирующих сварных швов тепловыделяющего элемента ядерных реакторов типа ВВЭР-1000, ВВЭР-440, в котором сварные швы выполняются контактно-стыковой сваркой (КСС-2) и электронно-лучевой сваркой (ЭЛС).
Известен способ ультразвукового контроля сварного шва контактно-стыковой сварки заглушки к оболочке тепловыделяющего элемента, включающий прозвучивание в диаметральном направлении остросфокусированным ультразвуковым лучом сварного соединения, приемку ультразвуковых импульсов при вращении тепловыделяющего элемента и перемещении излучателя и приемника ультразвуковых импульсов в осевом направлении зоны сварного соединения тепловыделяющего элемента, запись результатов контроля и определение протяженности участка сплавления в направлении оси тепловыделяющего элемента (“Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов”. /Под ред. Ф.Г.Решетникова, кн.2, М.: Энергоатомиздат, 1995 г., с.274-276 и рис.21.12. Схемы ультразвукового контроля сварного соединения, выполненного контактно-стыковой сваркой КСС-2).
Недостатком способа является отсутствие возможности обнаружения пор в области линии продолжения внутренней поверхности и непроваров, определяемых длиной линии продолжения внутренней поверхности.
Наиболее близким по технической сущности и достигаемому результату является способ-прототип ультразвукового контроля сварного шва по патенту РФ №2158031 “Способ ультразвукового контроля сварного шва контактно-стыковой сварки заглушки к оболочке тепловыделяющего элемента”, МПК G 21 С 17/07, 21/00, 2000 г., включающий прозвучивание ультразвуковым лучом сварного соединения, приемку ультразвуковых импульсов при дискретном повороте тепловыделяющего элемента и при построчно возвратно-поступательном перемещении излучающего и приемного пьезоэлектрических преобразователей в осевом направлении зоны сварки тепловыделяющего элемента, запись результатов контроля и определение протяженности участка сплавления в направлении оси тепловыделяющего элемента.
Недостатком способа является отсутствие возможности обнаружения пор в области линии продолжения внутренней поверхности и непроваров, определяемых длиной линии продолжения внутренней поверхности.
Задачей изобретения является выявление непроваров, пор, микропор, длины зоны сплошности и повышение надежности их обнаружения.
Задача решается тем, что способ контроля качества сварных швов тепловыделяющего элемента заключается в излучении ультразвукового сигнала, его приеме и анализе, согласно формуле изобретения ультразвуковой сигнал преобразователя падает нормально к наружной поверхности тепловыделяющего элемента и поверхности шва при перемещении его вдоль образующей и регистрируют эхо-сигналы от наружной и внутренней поверхности оболочки и в области линии продолжения внутренней поверхности оболочки по времени, длительности и протяженности наблюдения.
Указанная совокупность признаков является новой и обладает изобретательским уровнем, так как использование способа позволяет оценивать качество герметизирующих сварных соединений оболочки с заглушками тепловыделяющих элементов, выполненных электронно-лучевой сваркой и контактно-стыковой сваркой (КСС-2), за счет выявленных непроваров, пор, микропор и длину зоны сплошности и повышения надежности их обнаружения за счет ввода ультразвукового сигнала нормально к поверхности оболочки и сварного шва и дополнительного использования эхо-сигналов от поднутрения заглушки для электронно-лучевой сварки и донного сигнала для контактно-стыковой сварки (КСС-2).
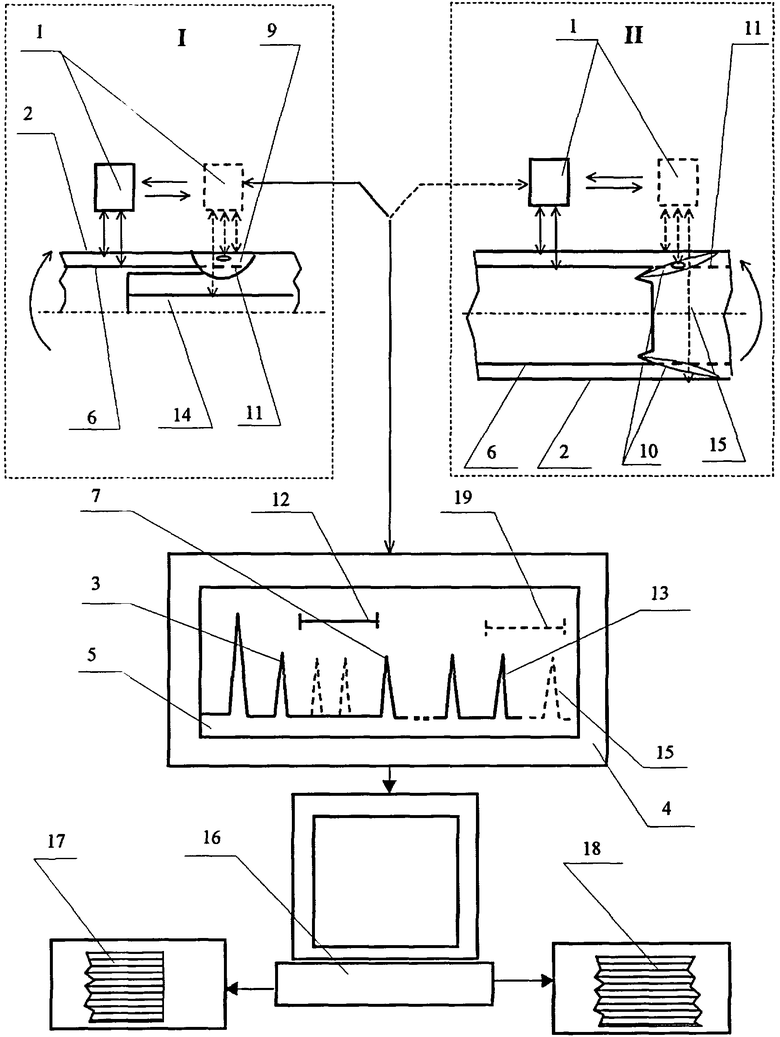
На чертеже представлена схема реализации способа контроля качества сварного шва тепловыделяющего элемента, в которой I - схема сканирования сварного шва первой заглушки, выполненного электронно-лучевой сваркой, II - схема сканирования сварного шва второй заглушки, выполненного контактно-стыковой сваркой (КСС-2).
Способ реализуется следующим образом.
Твэл подается в иммерсионную ванну механизма вращения. После установки твэла на позиции контроля и получения сигналов исходного состояния по команде персонального компьютера начинается возвратно-поступательное перемещение пьезоэлектропреобразователя (ПЭП) вдоль оси твэла и последующим поворотом твэла на заданный угол после каждого перемещения, причем персональный компьютер запоминает текущую координату перемещения ПЭП и угол поворота твэла.
Одновременно запускается генератор зондирующих импульсов, соединенный с ПЭП, и ультразвуковые сигналы, возбуждаемые ПЭП, прозвучивают оболочку твэла и его сварное соединение. Эхо-сигналы, отражаемые от поверхностей твэла и несплошностей, принимаются ПЭП и усиливаются в усилителе для последующей обработки в персональном компьютере и наблюдения на экране электронно-лучевой трубки дефектоскопа.
Пример выполнения способа
Ультразвуковые колебания, возбуждаемые фиксирующим пьезоэлектрическим, например фокусирующим, преобразователем 1, через иммерсионную жидкость падают нормально к наружной поверхности 2 оболочки твэла. Отраженные от наружной поверхности 2 эхо-сигналы 3 регистрируются ультразвуковым дефектоскопом 4 и на экране электронно-лучевой трубки (ЭЛТ) 5 наблюдают эхо-сигналы 3. Ультразвуковые колебания, прошедшие в материал оболочки, отражаются от внутренней поверхности 6. Отраженные эхо-сигналы от внутренней поверхности 6 регистрируют ультразвуковым дефектоскопом 4 и на экране ЭЛТ наблюдают эхо-сигналы 7.
Длительность строб-импульса 12 дефектоскопа 4 устанавливают между сигналами 3 и 7. При перемещении пьезоэлектрического преобразователя 1 вдоль образующей твэла регистрируются эхо-сигналы 3 и 7 ультразвуковым дефектоскопом 4 и запоминают синхронно с перемещением в памяти ПК 16.
При переходе на сварное соединение продолжается регистрация эхо-сигналов 3, установленная длительность строб-импульса 12 обеспечивает регистрацию дефектов в сварном соединении 9 или 10 выше линии 11 продолжения внутренней поверхности. Амплитуда и ширина эхо-сигналов, попавших в строб-импульс 12 определяет дефекты: поры, непровары, а протяженность времени наблюдения сигнала определяет размер дефекта. По окончании перемещения так называемой “строки” твэл поворачивают на заданный угол и перемещение ПЭП производят вновь, это повторяют до завершения полного поворота твэла на угол 360°С. Эхо-сигнал каждой строки запоминают. После исчезновения эхо-сигнала 7 от внутренней поверхности 6 начинается отсчет протяженности сплошности, так как в сварном шве при отсутствии непровара происходит прием эхо-сигналов вторым строб-импульсом 19, установленным в определенном месте. Для сварного соединения 9 ЭЛС в месте 3-го отражения эхо-сигнала 7 появляется эхо-сигнал 13, отраженный от поверхности 14 поднутрения, что несет дополнительную информацию о качестве сварного соединения: наличие его информирует об отсутствии непровара, а прерывание - о наличии пор, для сварного соединения 10 КСС-2 - эхо-сигнал 15, отраженный от противоположной поверхности заглушки. Наличие его информирует о качестве сварного соединения и его протяженности, а прерывание - о наличии непроваров и микропор.
Таким образом, применение данного способа позволяет повысить качество контроля и, следовательно, надежность тепловыделяющего элемента.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНЫХ РЕАКТОРОВ | 2006 |
|
RU2338277C2 |
| СПОСОБ УЛЬТРАЗВУКОВОГО ИЗМЕРЕНИЯ ШИРИНЫ СВАРНОГО ШВА ИЗДЕЛИЙ С КОНЦЕВЫМИ ДЕТАЛЯМИ | 1996 |
|
RU2115921C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2246771C2 |
| УСТРОЙСТВО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ АВТОМАТИЧЕСКОЙ ЛИНИИ | 1999 |
|
RU2187103C2 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2003 |
|
RU2244356C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 2008 |
|
RU2381881C2 |
| СПОСОБ КОНТРОЛЯ И РАЗБРАКОВКИ СВАРНЫХ ШВОВ ОБОЛОЧЕК С ЗАГЛУШКАМИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2001 |
|
RU2194315C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2550745C2 |
| СПОСОБ И УСТРОЙСТВО ПОДГОТОВКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА К ГЕРМЕТИЗАЦИИ | 2003 |
|
RU2268511C2 |
Способ контроля качества сварных швов тепловыделяющего элемента предназначен для использования в области ядерной энергетики. Способ заключается в излучении ультразвукового сигнала. Ультразвуковой сигнал пьезоэлектропреобразователя падает нормально к наружной поверхности тепловыделяющего элемента и поверхности сварного шва при перемещении его вдоль образующей. Производят регистрацию эхо-сигналов от наружной и внутренней поверхности оболочки и сварного шва в области линии продолжения внутренней поверхности оболочки по времени. Обеспечивается выявление непроваров, пор, микропор, длины зоны сплошности и повышение надежности их обнаружения. 1 ил.
Способ контроля качества сварных швов тепловыделяющего элемента, заключающийся в излучении ультразвукового сигнала, его приеме и анализе, отличающийся тем, что ультразвуковой сигнал пьезоэлектропреобразователя подают нормально к наружной поверхности тепловыделяющего элемента и поверхности сварного шва при перемещении его вдоль образующей и регистрируют эхо-сигналы от наружной и внутренней поверхности оболочки и сварного шва в области линии продолжения внутренней поверхности оболочки по времени, длительности и протяженности наблюдения.
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНОГО ШВА КОНТАКТНО-СТЫКОВОЙ СВАРКИ ЗАГЛУШКИ К ОБОЛОЧКЕ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 1998 |
|
RU2158031C2 |

