Изобретение относится к ультразвуковой дефектоскопии сварных соединений изделий и может быть использовано в различных отраслях промышленности для обеспечения качества продукции.
Качество сварных соединений контактно-стыковой сварки оболочек твэлов АЭС с концевыми деталями во многом определяется нормируемой шириной сварного шва, которая не должна быть менее 1,5 толщины оболочки. Кроме того, важна информация о типе и местоположении дефектов в литой зоне шва.
Известен ультразвуковой (УЗ) способ контроля сварных соединений (Дубинин Г. В. , Пронякин В. Т. Способ контроля качества сварных соединений с подкладными планками. авт. св. N 920520, БИ N 14, 1982, с. 170). Контроль по этому способу осуществляется по эхо-методу. УЗ колебания вводятся и принимаются двумя преобразователями, один из которых излучает УЗ колебания по нормали к поверхности шва, другой - под углом. Сигналы, отраженные от дефектов, обрабатываются так, что сигнал помехи не проходит на регистратор. Одновременно имеется возможность регистрировать края сварного шва на внутренней поверхности оболочки по так называемым W-кривым, регистрируемым на ультразвукограммах.
Этим способом выявляются поры и непровары в электронно-лучевых сварных швах, а также возможна оценка глубины проплавления шва.
Существенным недостатком этого способа является невозможность измерения ширины контактно-стыковых сварных швов, так как на этих швах не формируется W-кривая.
Наиболее близким по технической сущности к заявленному ультразвуковому способу является выбранный в качестве прототипа УЗ способ измерения ширины шва магнитной и диффузионной сварки, согласно которому сканируют УЗ пучком поперек сварного шва и регистрируют амплитуду отраженного сигнала от внутренней поверхности оболочки (Borloo E. E., An ultrasonic technique for the inspection of magnetic and explosiv welds, using a facsimile recording system. Non Destr. Test. v. 6 (1973), N 1, p. 25-28 и Крауткремер Й., Крауткремер Г. , Ультразвуковой контроль материалов (справочник), М.: Металлургия, 1991, с. 557, рис. 28,38).
При контроле этим способом твэл вращается вокруг своей оси, преобразователь (ПЭП) совершает возвратно-поступательное движение поперек сварного шва, координаты ПЭП и амплитуда отраженного сигнала от внутренней поверхности оболочки твэла обрабатываются блоком логики.
На фиг.1 схематично представлена конструкция магнитной сварки твэла, где 1 - оболочка; 2 - сварной шов; 3 - концевая деталь; П - сигнал, отраженный от внешней поверхности оболочки; D - сигнал, отраженный от внутренней поверхности оболочки; I; II; IlIа; IIIб - положения ПЭП соответственно перед сварным швом, над швом, за швом и над концевой деталью.
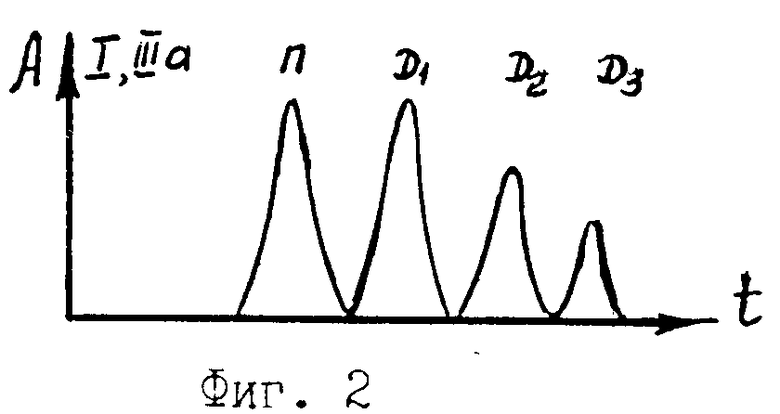
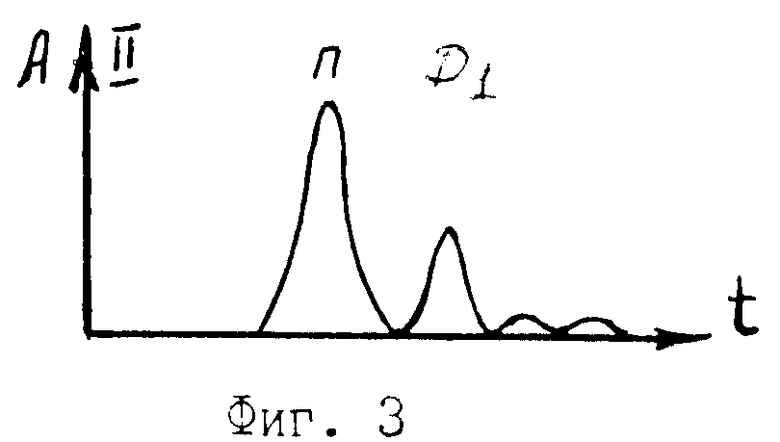
На фиг. 2 изображены принимаемые сигналы в положениях ПЭП I и IIIа. На фиг. 3 и 4 изображены принимаемые сигналы в положениях II и IIIб. На фиг.2-4 обозначены: A - амплитуда сигнала; D1,2,3 - сигналы, отраженные от внутренней поверхности оболочки; П - сигналы, отраженные от внешней поверхности оболочки и концевой детали.
Для магнитной сварки, когда ПЭП расположен перед и за швом (положения I и IIIа) сигналы аналогичны, если правый край шва не касается стыка оболочки с концевой деталью. Для положения IIIб сигнал D отсутствует (фиг.4).
Края сварного шва определяются по уменьшению амплитуды отраженного сигнала D1 от внутренней поверхности оболочки в местах ее приварки к концевой детали (фиг. 3). В результате на регистраторе получают УЗ черно-белое изображение проекции сварного шва, что позволяет по изображению оценить ширину шва и наличие дефектов.
Если правый край шва доходит до стыка оболочки с концевой деталью, то сигнал D1 отсутствует. На ультразвукограмме изображение шва и концевой детали сливаются.
В этом случае определить правый край шва по сигналам невозможно и, следовательно, измерить ширину шва возможно только по местоположению конца оболочки, что приводит при относительно большом допуске на размер (приблизительно 0,3 мм) концевых деталей к увеличению до недопустимых значений ошибки измерения ширины шва. Кроме того, нет информации о глубине залегания дефектов.
Существенным недостатком этого способа является невозможность точного определения края контактно-стыкового сварного шва на концевой детали.
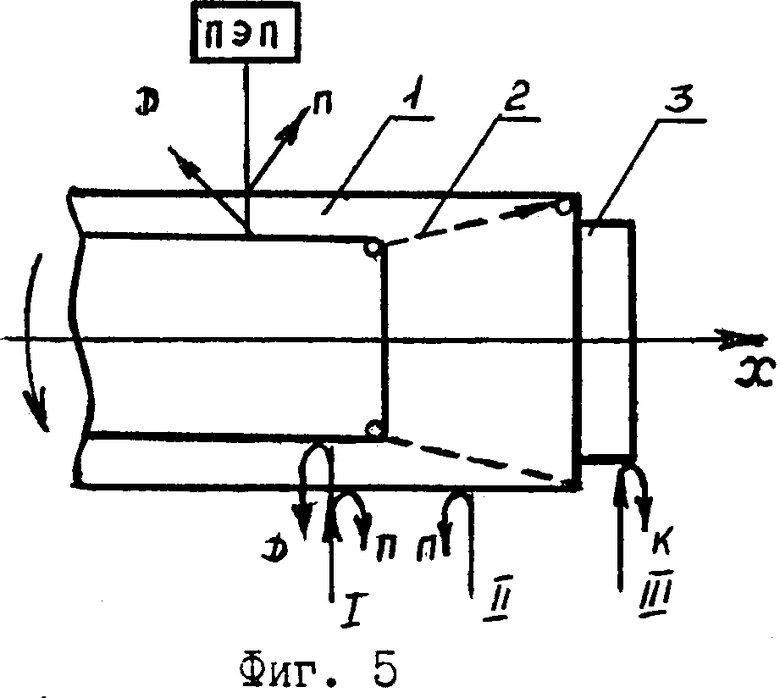
На фиг. 5 схематично представлена конструкция контактно-стыковой сварки твэлов, где 1 - оболочка твэла; 2 - сварной шов; 3 - концевая деталь; П - сигнал, отраженный от внешней поверхности оболочки; D - сигнал, отраженный от внутренней поверхности оболочки; К - сигнал, отраженный от поверхности концевой детали; I,II,III - положения ПЭП соответственно перед сварным швом, над швом, за швом и над концевой деталью.
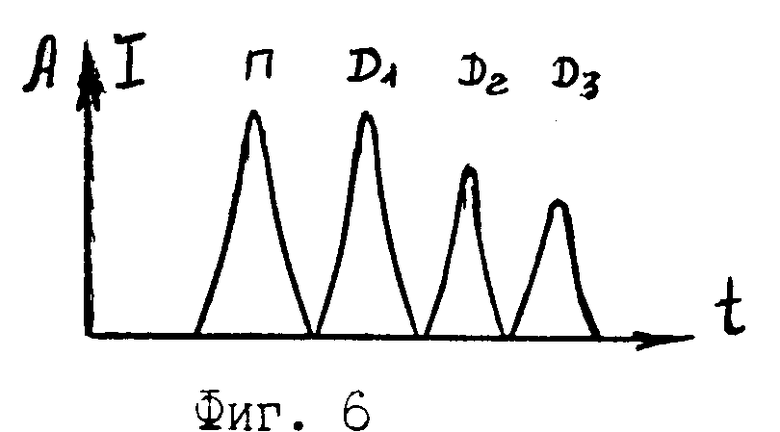
На фиг.6-8 изображены формы сигналов, принимаемых ПЭП в положениях I, II и III. Видно, что в положениях II и III для контактной сварки нет сигнала D, по которому можно определить правый край шва.
Основной технической задачей прелагаемого изобретения является повышение надежности и информативности контроля, а также уменьшение погрешности измерения ширины шва контактно-стыковой сварки. Поставленная задача решается тем, что сканируют ультразвуковым пучком по профилю изделия поперек сварного шва, регистрируют эхо-сигналы и координаты, обрабатывают данные на компьютере и получают ультразвуковое изображение проекции сварного шва, отличающееся тем, что один край сварного шва определяют по появлению отраженного сигнала от поверхности концевой детали, а второй край сварного шва определяют по уменьшению в 1,5 - 2,5 раза сигнала, отраженного от внутренней поверхности оболочки изделия, заносят в память компьютера значения амплитуд и время прихода отраженных сигналов, по которым реконструируют ультразвуковое изображение проекции сварного шва и сечения сварного шва, по которому определяют ширину сварного шва.
Совместное использование в предлагаемом УЗ способе измерения ширины сварного шва известных и отличительных признаков позволяет получить новый технический результат, заключающийся в повышении надежности и информативности контроля, а также в уменьшении погрешности измерения.
Сопоставительный анализ с прототипом показывает, что заявленный способ имеет отличие и соответствует критерию "новизна".
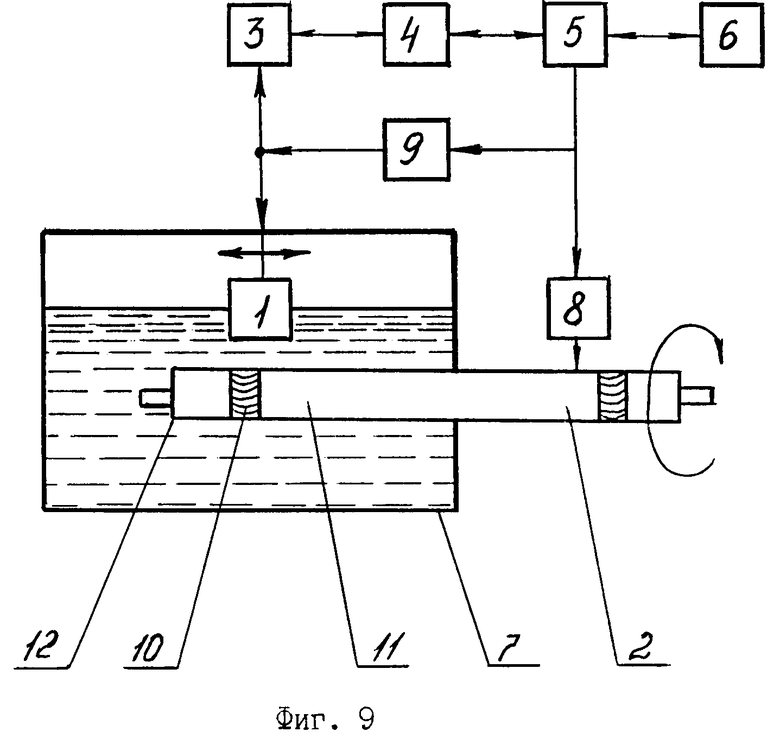
Функциональная схема способа контроля может быть реализована, например, путем сканирования сварного шва по схеме, приведенной на фиг.9, где 1 - совмещенный УЗ преобразователь; 2 - контролируемое изделие; 3 - УЗ дефектоскоп; 4 - блок согласования; 5 - ПЭВМ; 6 - принтер; 7 - ванна; 8 и 9 - шаговые двигатели; 10- сварной шов; 11 - околошовная зона; 12 - концевая деталь.
Способ УЗ измерения ширины шва осуществляется следующим образом.
Контролируемое изделие помещают в ванну с водой 7. Электрические импульсы с дефектоскопа 3 поступают на ультразвуковой преобразователь 1, совершающий возвратно-поступательное движение поперек сварного шва 10 от шагового двигателя 9 по командам с ПЭВМ 5. Ультразвуковые импульсы с преобразователя 1 попадают на поверхность оболочки изделия 2, где возбуждаются упругие колебания, которые отражаются в околошовной зоне от внутренней поверхности оболочки. В зоне сварки эти импульсы отражаются от поверхности дефектов, в зоне концевой детали 12 - от внешней поверхности концевой детали, диаметр которой несколько меньше диаметра оболочки. Изделие приводят во вращение от шагового двигателя 8, управляемого ПЭВМ 5.
Быстродействующая компьютерная обработка принимаемых сигналов с учетом координат позволяет реконструировать в реальном времени двухмерное цветное изображение проекции сварного соединения и дефектов, а также УЗ изображение сечения шва по дефектным местам, которое позволяет оценивать расположение дефектов по поперечному сечению сварного шва, а также глубину запрессовки концевой детали в оболочку.
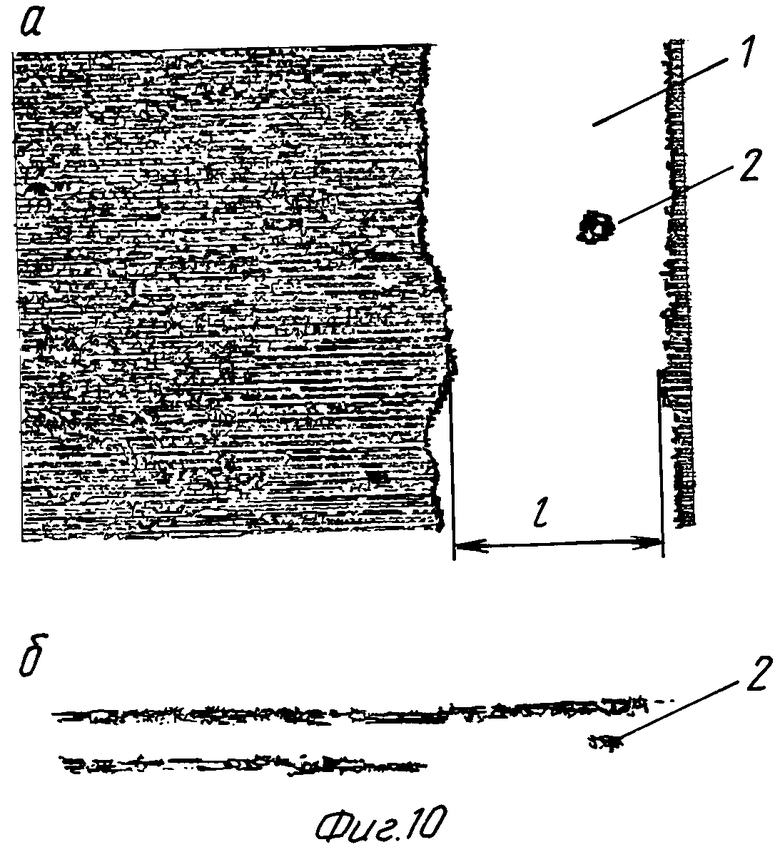
Предложенный способ проверен на контактно-стыковых швах имитаторов твэлов диаметром 5 - 9 мм. В сварных швах наносились искусственные дефекты, а также изменялась ширина шва. Результаты экспериментов подтвердили возможность измерения ширины шва с точностью приблизительно 0,1 мм на имитаторах твэлов диаметром 5 - 9 мм. Дефекты по границе сварного шва выявлялись, если их площадь превышала размеры 0,2 х 0,2 мм. На фиг.10 представлено УЗ изображение дефектного шва, где а - изображение развертки сварного шва (С-сканирование); б - изображение сечения сварного шва (В- сканирование); 1 - сварной шов шириной l; 2 - дефект диаметром 0,4 мм.
Использование предлагаемого ультразвукового способа измерения ширины контактно-стыковых сварных швов обеспечивает по сравнению с существующими способами новый технический результат, состоящий в:
а) повышении надежности и информативности контроля, что особенно важно в атомной промышленности; б) уменьшении погрешности измерения ширины сварных швов в 1,5-2 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТВЭЛ ЯДЕРНОГО РЕАКТОРА | 1997 |
|
RU2124767C1 |
| УЛЬТРАЗВУКОВОЙ СПОСОБ КОНТРОЛЯ ИЗДЕЛИЙ И МАТЕРИАЛОВ | 1999 |
|
RU2179313C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЛИННОМЕРНЫХ ВЫСОКОТЕМПЕРАТУРНЫХ ПРОВОДНИКОВ | 1997 |
|
RU2124773C1 |
| ТВЭЛ, СПОСОБ ИЗГОТОВЛЕНИЯ ТВЭЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2082574C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО ТЕНЕВОГО КОНТРОЛЯ НЕЗАПОЛНЕННОСТИ КОМПЕНСАТОРА СЕРДЕЧНИКА ТВЭЛОВ ДИСПЕРСИОННОГО ТИПА | 1997 |
|
RU2128834C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЛИННОМЕРНЫХ ВЫСОКОТЕМПЕРАТУРНЫХ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ | 1997 |
|
RU2124775C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЛИННОМЕРНЫХ ВЫСОКОТЕМПЕРАТУРНЫХ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ | 1997 |
|
RU2124772C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЛИННОМЕРНЫХ ВЫСОКОТЕМПЕРАТУРНЫХ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ | 1997 |
|
RU2124774C1 |
| СПЛАВ НА ОСНОВЕ НИКЕЛЯ И ЕГО ВАРИАНТ | 1995 |
|
RU2089642C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ ПО УЛЬТРАЗВУКОВЫМ ИЗОБРАЖЕНИЯМ | 2002 |
|
RU2256172C2 |



Качество сварных соединений во многом определяется шириной сварного шва и наличием дефектов. Определение этих параметров на сварных швах твэлов и пэлов проводится ультразвуковым (УЗ) способом, при котором УЗ пучком сканируют поперек сварного шва, регистрируют эхо-сигнал и координаты, обрабатывают данные на компьютере и получают УЗ изображения проекции сварного шва, один край сварного шва определяют по появлению отраженного сигнала от поверхности концевой детали, а второй край сварного шва определяют по уменьшению в 1,5 - 2,5 раза сигнала, отраженного от внутренней поверхности оболочки, при этом в память компьютера заносят значения амплитуд и время прихода отраженных сигналов, по которым реконструируют УЗ изображения проекции сварного шва и сечения сварного шва, по которому определяют ширину сварного шва. Использование ультразвукового способа измерения ширины сварных швов обеспечивает новый технический результат, состоящий в повышении надежности и информативности контроля, а также уменьшение погрешности измерения ширины сварных швов в 1,5 - 2 раза. 10 ил.
Способ ультразвукового контроля ширины сварного шва изделий с концевыми деталями, заключающийся в том, что сканируют ультразвуковым пучком по профилю изделия поперек сварного шва, регистрируют эхо-сигнала и координаты, обрабатывают данные на компьютере и получают ультразвуковые изображения проекции сварного шва, отличающийся тем, что один край сварного шва определяют по появлению отраженного сигнала от поверхности концевой детали, а второй край сварного шва определяют по уменьшению в 1,5 - 2,5 раза сигнала, отраженного от внутренней поверхности оболочки изделия, заносят в память компьютера значения амплитуд и время прихода отраженных сигналов, по которым реконструируют ультразвуковое изображение проекции сварного шва и сечения сварного шва, по которому определяют ширину сварного шва.
| SU, авторское свидетельство, 920520, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Крауткемер Й., Крауткремер Г | |||
| Ультразвуковой контроль материалов | |||
| Справочник | |||
| М.: Металлургия, 1991, с.557, рис | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |

