1. Область техники.
Изобретение относится к области машиностроения и материаловедения и может быть использовано для улучшения эксплуатационных свойств поверхностей изделий из металлов и их сплавов, и найти применение, в частности, в транспортном машиностроении и других отраслях, где требуется высокая износостойкость рабочих поверхностей деталей, образующих, например, пары трения с сопряженными деталями. Одним из современных путей упрочнения рабочих поверхностей является создание оксидных поверхностных слоев, исключающее последующую механическую обработку.
Предшествующий уровень техники.
Известен способ упрочнения деталей с помощью поверхностной термообработки, например лучом лазера. В процессе воздействия концентрированными источниками энергии происходит быстрый нагрев (время нагрева 10-3...10-6 с) поверхностного слоя металла с последующим интенсивным охлаждением его путем отвода тепла, как в объем металла, так и в окружающую среду. Высокая скорость нагрева и охлаждения поверхностного слоя металла (104... 108 К/с) способствует формированию дисперсной кристаллической структуры, изменению концентраций легирующих элементов (углерода, азота), а также высокой плотности дислокации в результате чего происходит упрочнение поверхностного слоя (Сафонов А.Н. Основные направления эффективного использования лазерной техники для термической обработки сплавов.//МиТОМ. 1997, 7 с.2-6).
Лазерный метод термообработки достаточно дорог и его следует применять в тех случаях, когда другие методы практически не могут быть использованы, например при обработке поверхностей сложной конфигурации, при трудностях подвода тепла к зоне обработки. Высокая отражательная способность алюминиевых сплавов при лазерной обработке (до 75%) делает способ лазерного упрочнения для них нецелесообразным.
Нагрев упрочняемой поверхности может быть осуществлен разогретым газовым потоком. При этом из-за малых коэффициентов теплопередачи от газа к поверхности детали прогрев будет осуществляться медленно и градиент изменения температуры по толщине слоя будет невысоким в сравнении с прогревом лазерным лучом. В результате поверхностная термообработка будет неэффективной.
Известны также способы поверхностного упрочнения деталей путем напыления на них покрытий из различных порошковых материалов газопламенным или газоплазменным методами. В этих случаях используется энергия газового или газоплазменного потока, транспортирующего разогретый порошок на упрочняемую поверхность детали. Использование высокой температуры нагрева порошка и поверхности детали, высокой скорости (выше звуковой) газового потока вместе с частицами порошка дает возможность образовывать покрытия на деталях из различных, в том числе и жаропрочных, материалов
(Поляк М. С. Технология упрочнения. Технологические методы упрочнения, "Л.В.М. - СКРИПТ", М., 1995, с.12-18).
Недостатком способов упрочнения путем напыления на них покрытий из различных порошковых материалов газопламенным или газоплазменным методами на детали с точными геометрическими размерами является необходимость последующей механической обработки.
Известно, что упрочнение вентильных металлов и их сплавов можно осуществить путем оксидирования поверхностного слоя, например, методом микродугового оксидирования. При этом на поверхности создается керамический слой, толщиной до 100 мкм, обладающий высокой твердостью, износостойкостью, жаростойкостью, высокими электроизоляционными характеристиками.
Недостатками известных технологий оксидирования являются: высокая энергоемкость, низкая производительность (толщина слоя наращивается со скоростью 1-2 мкм в минуту), недостаточная адгезионная прочность образуемых покрытий, (отслоение покрытий из-за большой разности коэффициентов линейного расширения материала основы и самого покрытия).
Сходство газотермических способов упрочнения с заявленным способом заключается в близости их конструктивной реализации: наличие газового или газоплазменного распылителя, подвод к нему мелкодисперсного порошка от специальных питателей, направленность потока разогретого газа и порошка на поверхность упрочняемой детали. Образуемое на поверхности детали покрытие по мере роста его толщины теплоизолирует поверхность детали, в результате чего снижается скорость нагрева и поверхностная температура детали. В то же время за счет образуемого покрытия интенсивно растет толщина прогретого слоя. Все это приводит к уменьшению скорости нагрева и охлаждения поверхностного слоя и делает невозможным эффективное термическое упрочнение поверхности основного материала детали под покрытием.
Раскрытие сущности изобретения.
Задача настоящего изобретения состоит в разработке относительно неэнергоемкого способа получения качественного упрочненного поверхностного слоя, не требующего дополнительной механической обработки.
Сущность заявленного технического решения заключается в том, что поверхности металлов и их сплавов подвергают быстрому нагреву и последующему охлаждению поверхностного слоя, причем поверхностный нагрев упрочняемой поверхности осуществляют трением об обрабатываемую поверхность разогретого газа и твердых частиц мелкодисперсного порошка, которые разгоняют высокоскоростным потоком плазмы или газа, и направляют на поверхность таким образом, чтобы практически исключить адгезию частиц к материалу, в частности, под острым углом.
При упрочнении поверхностей вентильных материалов и их сплавов в состав газовой струи вводят кислород и/или азот, а в случае стальных поверхностей - углерод и/или азот.
В состав порошка вводят частицы антиадгезивных по отношению к материалу упрочняемой детали добавок.
Более подробно процесс создания оксидного слоя согласно предлагаемому техническому решению происходит следующим образом. При касании твердой частицы, движущейся под острым углом к упрочняемой поверхности с высокой скоростью, поверхность за счет трения о нее частиц разогревается, механически очищается от пассивирующей пленки и окисляется присутствующим в окружающей среде кислородом. Так как реакция окисления алюминия экзотермическая, то поверхностный разогрев резко увеличивается, причем градиент температуры по глубине в описываемом процессе значительно превышает градиенты температуры других процессов теплопередачи (при лазерном упрочнении, газоплазменном или газопламенном напылении, а также детонационном напылении). После удара частицы о поверхность она отскакивает от нее, не мешая следующим частицам усилить механо-термически-окислительный процесс в области этой точки.
При упрочнении использовался газовый поток с температурой у поверхности детали 800oС скорость которого составляла 600-650 м/с, в качестве твердых частиц использовалась смесь порошков никеля (75%), графита (25%). Массовые доли частиц в потоке 0,3. Упрочняемый материал - чугун для изготовления штампов марки ХФ. После упрочнения твердость образцов на поверхности повысилась с НВ 210-250 до твердости HRCэ 61. Износостойкость упрочненных образцов в паре трения с образцами из Стали 10 возросла более, чем в 8 раз. Толщина упрочненного слоя составила 30-50 мкм, скорость создания упрочненной поверхности 5 см2/с.
При упрочнении вентильных материалов или сплавов в результате описанного процесса на поверхности образуется глубокий оксидный слой с плавным переходом от металла к смеси металла с его окисью, переходящей в структуру, состоящую почти полностью из оксида упрочняемого металла.
Поверхностная пластическая деформация (сдвиговая и в направлении по нормали к поверхности), вызванная силами трения и нормального давления при ударе, высокая температура тонкого поверхностного слоя глубиной до 30-50 мкм, непрерывное очищение поверхности от пассивирующей пленки приводят к резкому повышению скорости диффузии оксида в глубь металла, что обеспечивает скорость образования оксидного слоя до 1-2 мкм/с.
Отскок частиц от упрочняемой поверхности обеспечивают за счет отклонения вектора скорости частиц от нормали к поверхности (более, чем на 30o), а также за счет выполнения антиадгезионных мероприятий. К ним относятся отказ от активации упрочняемой поверхности, выбор материала частиц (он не должен быть склонен к "схватыванию" с упрочняемым материалом), либо использование смеси частиц из различных материалов, образующих противоадгезионную композицию. Примером может служить смесь порошка из оксида алюминия и порошка графита.
При падении частиц порошка на поверхность под острым углом они отражаются от поверхности и не образуют защитного покрытия. В результате следующие частицы потока также взаимодействуют с чистой поверхностью детали и за счет процесса трения и упругопластичного взаимодействия значительную часть кинетической энергии (более 50%) передают поверхности.
На протяжении всего времени упрочнения одной детали на ее поверхности создаются условия быстрого поверхностного нагрева и последующего охлаждения (104. .. 108 К/с) за счет отвода тепла в тело детали, то есть условия поверхностной термообработки. В качестве мелкодисперсного порошка могут быть использованы композиции металлических, неметаллических и керамических порошков, отвечающие требованиям высокой термической стойкости и антиадгезионности по отношению к обрабатываемой поверхности. Так как порошки играют роль инертного тела и служат только для переноса и преобразования энергии (кинетической у частиц в тепловую на поверхности), то они могут быть составлены из сравнительно дешевых материалов, таких как окись алюминия, карбиды и нитриды кремния, базальты, графиты. Размеры частиц порошка могут быть приняты равными 30 - 300 мкм.
Упрочнение вентильных материалов имеет ряд принципиальных особенностей. При нагреве трением, кроме фазовых превращений, в вентильных материалах в поверхностном слое при наличии кислорода активно протекает окислительный процесс с образованием оксидов материала детали. Оксидный слой обладает высоким электрическим сопротивлением, низкой теплопроводностью и более высокой, чем основной материал, износостойкостью и задиростойкостью. Важным фактором, сопутствующим процессу образования оксидного упрочняющего слоя, является практическая неизменность геометрических размеров детали.
Пример 1.
При упрочнении поверхности образца из алюминиевого сплава использовался воздушный поток со скоростью 2000-2500 м/с, содержащей смесь порошков Al2O3 (90%) и графита (10%). Температура воздушной струи составляла 300-350oС, продолжительность воздействия - 20 с. Микротвердость оксидированных участков составила 6-8 ГПа. Износостойкость упрочненных образцов в паре трения с образцами из стали 10 возросла более чем в 20 раз. Толщина упрочненного слоя составила 30-40 мкм, скорость создания упрочненной поверхности 1,5 мкм/с. На фиг.1 показан оксидированный слой образца из алюминиевого сплава.
Пример 2.
Упрочняемый материал - чугун для изготовления штампов марки ХФ При упрочнении поверхности использовался газовый поток с температурой у поверхности детали 800oС, скорость которого составляла 1400-1650 м/с, в качестве твердых частиц использовалась смесь порошков никеля (75%), графита (25%). Массовые доли частиц в потоке 0,3. После упрочнения твердость образцов на поверхности повысилась с НВ 210-250 до твердости HRCэ 61. Износостойкость упрочненных образцов в паре трения с образцами из "Стали 10" возросла более чем в 8 раз. Толщина упрочненного слоя составила 30-50 мкм, скорость создания упрочненной поверхности 5 см2/с.
Пример 3
Были упрочнены торцевые поверхности шатунов, изготовленных из титанового сплава ВТ22.
Использовался гетерогенный поток, содержащий кислород, азот, порошок из частиц карбида и борида хрома, графит. Размер частиц порошка 50-200 мкм, скорость потока - 2000-2500 м/с, температура потока у поверхности детали составляла 500-600oС. Полученный упрочненный слой из оксида и нитрида титана имел глубину 10-15 мкм.
При этом упрочнение позволило предотвратить "схватывание" торцевых поверхностей шатуна при его оборотах до 11000 об/мин.
Промышленная применимость.
На фиг. 1 представлен образец из алюминиевого сплава АК10М2Н с упрочненным поверхностным слоем. Увеличение снимка х500. Серые включения - кремний (Si), светлое поле - Al, темные образования - оксид алюминия (Аl2O3). Максимальная глубина образования оксидных включений составляет 35 мкм.
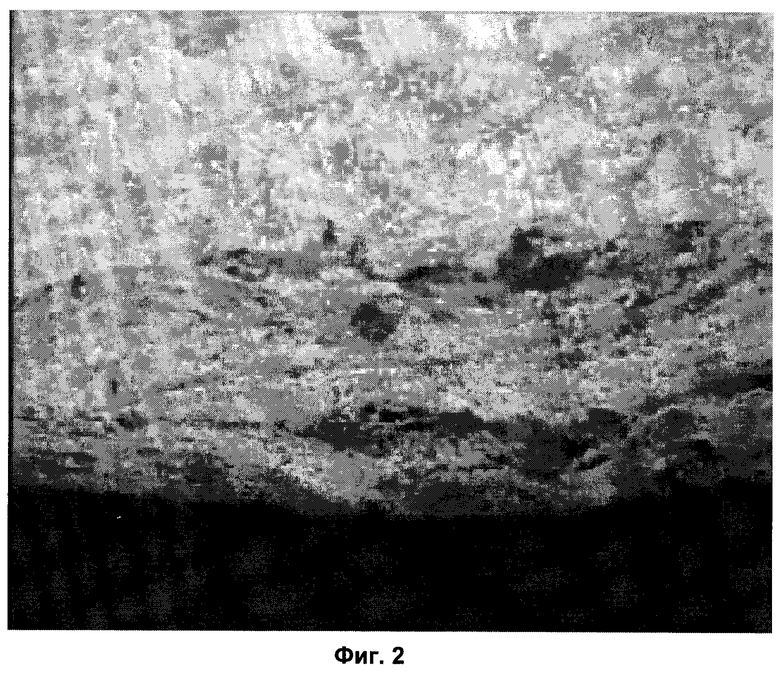
На фиг.2 изображен микрошлиф образца из сплава АК10М2Н.
Упрочненный слой образован при тех же режимах, что и для образца на фиг. 1, за исключением длительности непрерывного воздействия на обрабатываемый участок поверхности. В данном случае воздействие газовой струи с твердыми частицами осуществлялось циклически, так как образец вращался с частотой 500 об/мин и совершил за время обработки 20 оборотов. Упрочненный участок имеет вид слоеного пирога.
В основном материале (сплаве АК10М2Н) образовалось много включений в виде "волокон" и пятен. Толщина упрочненного слоя составляет 30 - 35 мкм.
Особенностью этого упрочненного металлокерамического слоя является повышенная износостойкость при почти неизменной в сравнении с основным материалом теплопроводностью.
Упрочненная поверхность, полученная предложенным способом, не требует дополнительной механической доводки после упрочнения, т.к. размер детали после упрочнения практически остается неизменным, образование покрытия идет внутрь тела упрочняемого материала.
Преимущества предлагаемой технологии по сравнению с известными:
- высокая производительность (скорость нарастания покрытий выше в 20-60 раз);
- возможность создания качественного тонкого упрочненного слоя с хорошей адгезией с основным материалом. Адгезионная прочность упрочненного слоя (покрытия) соизмерима с прочностью основного материала, так как (см. фиг.1) покрытие образовано путем процесса "принудительной" диффузии. Диффузионная зона составляет несколько десятков мкм (на фиг.1 она составляет 35 мкм), и переход от сплошного участка с покрытием к основному металлу происходит плавно, т.е. покрытие не образует корки с резкой границей. В известных технологиях переходная диффузионная зона незначительна, поэтому всегда сохраняется опасность отслоения покрытия при механической нагрузке на детали и термоциклировании, так как механические и физические свойства материала покрытия и основы, как правило, резко отличаются друг от друга. Особенно это характерно для металлокерамических покрытий на металлах;
- низкая энергоемкость процесса упрочнения в результате сокращения потерь от теплоотвода внутрь детали за счет высокой скорости процесса;
- возможность повторного использования порошков, играющих роль рабочего тела;
- возможность местного упрочнения рабочих поверхностей детали без последующей механической обработки;
Кроме того, возможность управления градиентом температур путем регулирования параметров гетерогенного потока дает новые возможности для формирования структуры и свойств сплавов с упрочненной поверхностью.
Предложенный способ может найти применение при создании износостойких поверхностных слоев, например, на деталях из алюминиевых сплавов, работающих в режиме граничного трения, в частности на поршнях и гильзах цилиндров двигателей внутреннего сгорания, рабочих деталях компрессорного оборудования, подшипниках и т.п.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОВЕРХНОСТНОЕ ОКСИДНОЕ ИЗНОСОСТОЙКОЕ СМАЗОЧНОЕ ПОКРЫТИЕ (ВАРИАНТЫ) И СПОСОБ ФОРМИРОВАНИЯ ПОВЕРХНОСТНОГО ОКСИДНОГО ИЗНОСОСТОЙКОГО СМАЗОЧНОГО ПОКРЫТИЯ | 2009 |
|
RU2430994C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЮБОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2003 |
|
RU2227088C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 2002 |
|
RU2234382C2 |
| Способ получения износостойкого покрытия | 2020 |
|
RU2753636C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ НА ОСНОВЕ АЛЮМИНИЯ И ОКСИДА ИТТРИЯ НА СИЛУМИН | 2018 |
|
RU2676122C1 |
| Способ внедрения в поверхностный слой углеродистых конструкционных сталей карбидов и оксидов тугоплавких металлов комбинированным пластическим деформированием | 2018 |
|
RU2704345C1 |
| Способ получения композиционного самосмазывающегося керамического покрытия на деталях из вентильных металлов и их сплавов | 2023 |
|
RU2807788C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2002 |
|
RU2232925C2 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2541325C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСО-КОРРОЗИОННОСТОЙКОГО ГРАДИЕНТНОГО ПОКРЫТИЯ | 2013 |
|
RU2551037C2 |
Изобретение относится к металлургии, в частности к способу упрочнения, и может быть использовано для улучшения эксплуатационных свойств поверхностей изделий из металлов и их сплавов в транспортном и других отраслях промышленности. Способ включает создание высокоскоростного потока плазмы или газа, подачу в него порошкообразного материала. Высокоскоростной поток плазмы или газа и порошкообразного материала направляют на поверхность под острым углом, исключающим адгезию порошкообразного материала с упрочняемой поверхностью и обеспечивающим отражение частиц порошка от упрочняемой поверхности. Такая обработка является менее энергоемкой и не требует дополнительной механической обработки. 2 з.п.ф-лы, 2 ил.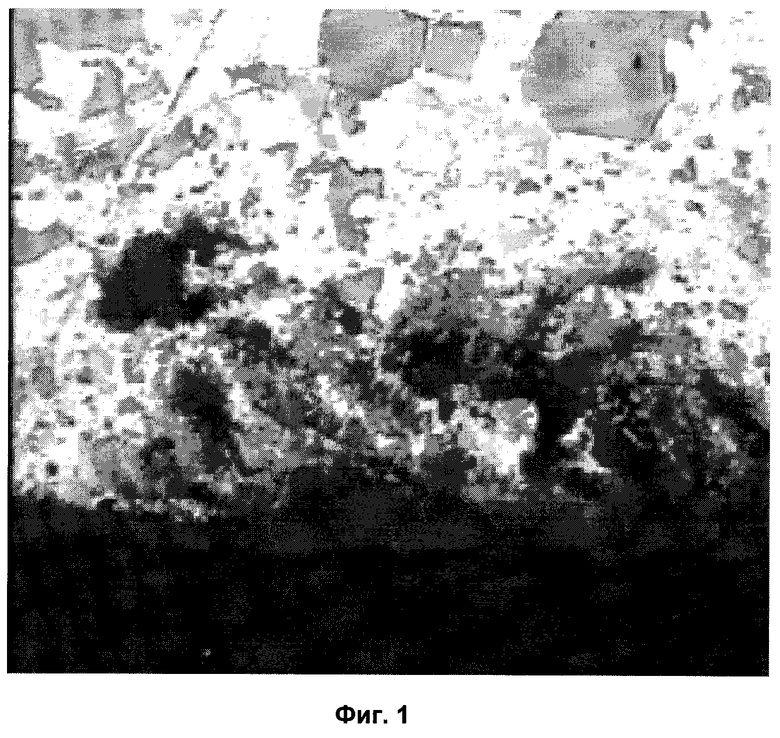
| SU 770260 A1, 20.05.1997 | |||
| Способ увеличения стойкости рессорных листов | 1948 |
|
SU80083A1 |
| Способ упрочнения поверхности металлических изделий | 1991 |
|
SU1765207A1 |
| САФОНОВ А.Н | |||
| Основные направления эффективного использования лазерной техники для термической обработки сплавов | |||
| - МиТОМ, 1997, №7, с.2-6 | |||
| ПОЛЯК М.С | |||
| Технология упрочнения | |||
| Технологические методы упрочнения | |||
| - М.: Л.В.М.-СКРИПТ, 1995, с.12-18. | |||

