Настоящее изобретение относится к способам очистки выхлопного газа производства азотной кислоты от оксидов азота с одновременным термохимическим нагревом газового потока для его подготовки в качестве рабочего тела турбины и может быть использовано в азотной промышленности.
Известен способ очистки выхлопного газа производства азотной кислоты от оксидов азота, который осуществляют после рекуперации в турбине энергии выхлопного газа, предварительно нагретого в теплообменнике до температуры 670-730°С. Для этого выхлопной газ смешивают с аммиаком и полученную газовую смесь при температуре 270-290°С подают на алюмованадиевый катализатор марки АВК-10 [RU 2026812, 1995, С 01 В 21/40]. На этом катализаторе происходит селективное восстановление оксидов азота до азота и воды при исходном соотношении NН3 : NОх=(1,1-1,15):1 [см. эти цифры в книге М.Бонне, Н.Д.Заичко, М.М.Караваев и др. Производство азотной кислоты в агрегатах большой единичной мощности, под редакцией В.М.Олевского, М., Химия, 1985, с.54]. Содержание NOx в очищенном газе не превышает 0,005 об.%. Основные недостатки этого способа заключаются в перерасходе NН3 на очистку и в его повышенном содержании в очищенном газе (0,01-0,015 об.%) из-за высокого исходного соотношения NH3:NOx. Кроме того, в очищенном газе могут образовываться нитриты и нитраты аммония, увеличивающие взрывоопасность процесса [см. об этом в предыдущей ссылке].
Известен способ очистки выхлопного газа производства азотной кислоты от оксидов азота путем смешения выхлопного газа с аммиаком и подачи полученной газовой смеси при температуре 310°С на алюмоцинкмедный катализатор марки АМЦ, на котором происходит вышеупомянутое селективное восстановление оксидов азота до азота и воды. Затем очищенный газ, содержащий оксиды азота и аммиак соответственно менее 0,005 и 0,01-0,015 об.%, смешивают с метаном и осуществляют термохимический нагрев (″термохимический нагрев" - нагрев с помощью тепла химических реакций [Я.Н.Герасимов, В.П.Древинг, Е.Н.Еремин и др. Курс физической химии, т.1, под редакцией Я.Н.Герасимова, М., ″Госхимиздат″, 1963, с.56]) газового потока до температуры 780°С путем окисления метана на алюмоникелевом катализаторе марки ГИАП - 2. Полученное таким образом рабочее тело подают в газовую турбину [SU 1835156, 1995, С 01 В 21/40]. Данный способ обладает всеми недостатками предыдущего способа-аналога и, кроме того, из-за введения операции окисления метана в очищенном газе может присутствовать монооксид углерода, являющийся вредной примесью, выбросы которой загрязняют атмосферу.
Известен способ очистки любого выхлопного газа от оксидов азота путем смешения выхлопного газа с аммиаком и подачи полученной газовой смеси при температуре 250-600°С на катализатор, содержащий цеолит типа USY или Beta или ZSM-20 с соотношением SiО2:Al2О3=(10-30): 1-70-99,9 мас.% и промотор в виде соединений Cu или Fe в пересчете на металл - 0,1-30 мас.%. На этом катализаторе происходит селективное восстановление оксидов азота до азота и воды при практически стехиометрическом исходном соотношении NH3:NОx=1:1 [US 4961917, 1990, B 01 J 8/00, С 01 В 21/00, нац. кл. 423/239].
Данный способ в значительной мере свободен от вышеописанных недостатков, присущих вышеуказанным способам-аналогам, однако он не может быть применен в качестве единственного способа для очистки выхлопного газа производства азотной кислоты, поскольку имеет недостаточную степень превращения NOx в N2, находящуюся в интервале 85-93% (см таблицу II в описании пат. US). Так при содержании NOx в выхлопном газе отечественного агрегата азотной кислоты АК-72, равном 0,105 об.% [см. с.248 книги, приведенной в описании первого способа-аналога], концентрация NOx в очищенном газе по способу пат. US составит 0,00735-0,01575 об.%, что существенно выше нормированной санорганами величины, не превышающей 0,005 об.%. Следовательно, при использовании способа по данному патенту в производстве азотной кислоты требуется дополнительная доочистка газового потока. Другой недостаток этого известного способа при использовании его в производстве азотной кислоты заключается в окислении на вышеуказанном катализаторе некоторой части метана, содержащегося в выхлопном газе этого производства, с образованием вредного газа - монооксида углерода.
Увеличение температуры газового потока во всех вышеуказанных способах-аналогах вследствие его термохимического нагрева по реакциям восстановления NOх незначительно и не превышает 10-15°С, что недостаточно для подготовки рабочего тела и требует установки дополнительных теплообменников (способы-аналоги №№1, 3) или каталитического реактора (способ-аналог №2).
Наиболее близким к настоящему изобретению по технической сущности, назначению и достигаемому результату является способ очистки выхлопного газа производства азотной кислоты, включающий смешение выхлопного газа с метаном и подачу полученной газовой смеси на два слоя катализаторов, на которых осуществляют восстановление оксидов азота с одновременным, осуществляемым преимущественно на одном из слоев термохимическим нагревом газового потока для его подготовки в качестве рабочего тела [М.Бонне, Н.Д.Заичко, М.М.Караваев и др. Производство азотной кислоты в агрегатах большой единичной мощности, под редакцией В.М.Олевского, М., Химия, 1985, с.90-98, 214-223]. Выхлопной газ имеет температуру 400-550°С и концентрацию кислорода, лежащую в весьма узких пределах - 2,4-2,7 об.%. Термохимический нагрев газового потока до температуры 690-780°С осуществляют преимущественно на гранулированном палладированном катализаторе первого слоя марки АПК-2, содержащем ~2 маc.% палладия, распределенного в α-Al2О3 [о преимущественном нагреве газового потока на катализаторе первого слоя см. вышеуказанную книгу, с.141, второй абзац снизу]. В качестве катализатора второго слоя используют гранулированный α-Al2О3. На этих катализаторах, размещенных в одном реакторе, происходит восстановление остаточных оксидов азота до азота и воды при исходном соотношении CH4:O2=0,51-0,52. Одновременно образуются монооксид и диоксид углерода, а также малые примеси других газов. Очищенный газ, содержащий не более 0,005 об.% NOx, используют в качестве рабочего тела в газовой турбине. Основными недостатками этого способа являются:
- повышенные затраты на очистку газа-восстановителя - метана, обусловленные необходимостью поддерживать исходное соотношение CH4:O2 на 2-4% выше стехиометрического значения, равного 0,5;
- жесткая зависимость между содержанием кислорода в выхлопном газе и температурой очищенного газа (необходимость поддержания концентрации O2 в узких пределах), что существенно усложняет управление и эксплуатацию стадии очистки выхлопного газа и агрегата азотной кислоты в целом;
- высокая стоимость катализатора АПК-2 [в отечественных агрегатах азотной кислоты УКЛ-7 и АК-72, описанных в вышеуказанной книге, используются соответственно 3 т АПК-2 (~ 60 кг Pd) и 8 т АПК-2 (~160 кг Pd)];
- наличие в очищенном газе вредной примеси - монооксида углерода до 0,14 об.%.
Основные технические задачи, на решение которых направлено настоящее изобретение, заключаются в достижении требуемых санитарных норм по концентрации оксидов азота в очищенном газе (NOx не более 0,005 об.%) с минимально необходимыми затратами газа-восстановителя - аммиака и в обеспечении возможности модернизации действующих агрегатов азотной кислоты путем замены ныне применяемого способа-прототипа на предлагаемый способ очистки выхлопного газа с наименьшими капитальными вложениями и затратами времени по сравнению с применением для замены всех других известных в настоящее время способов очистки, в частности, вышеописанных способов-аналогов (см. об этом в последнем абзаце настоящего описания).
Дополнительно решаются следующие технические задачи:
- упрощение управления и эксплуатации стадии очистки и агрегата азотной кислоты в целом за счет ликвидации жесткой зависимости между концентрацией кислорода в выхлопном газе и температурой очищенного газа
- рабочего тела (концентрация кислорода в предлагаемом способе может колебаться в весьма широком интервале от 2,4 до 4 об.%, в то время как в способе-прототипе этот интервал весьма узок 2,4-2,7 об.%);
- ликвидация в очищенном газе вредной примеси - монооксида углерода, существенное уменьшение концентрации аммиака в этом газе;
- исключение дорогостоящего палладированного катализатора АПК - 2 и, следовательно, снижение капитальных вложений в стадию очистки и ее себестоимости.
Данные технические задачи решаются в предлагаемом способе очистки выхлопного газа производства азотной кислоты от оксидов азота, включающем смешение выхлопного газа с метаном и подачу полученной газовой смеси на два слоя катализаторов, на которых проводят восстановление оксидов азота с одновременным, осуществляемым преимущественно на одном из слоев термохимическим нагревом газового потока для его подготовки в качестве рабочего тела. При этом метан или газовую смесь предварительно смешивают с аммиаксодержащим газом или с аммиаком, являющимся газом-восстановителем, и восстановление оксидов азота преимущественно проводят на катализаторе первого слоя, а термохимический нагрев газового потока преимущественно осуществляют на катализаторе второго слоя посредством окисления на нем метана. В качестве катализатора первого слоя используют вещество следующего состава, мас.%: цеолит типа Fe ZSM-5, включающий 0,3-1,6 маc.% Fе2О3, - 75-82,9, СаО - 0,1-3 и SiO2 - 17-22, или вещество, содержащее, мас.%: цеолит типа USY или Beta или ZSM-20 с отношением SiО2:Аl2О3=(10-30):1 - 70-99,9 и промотор в виде соединений Cu и Fe в пересчете на металл - 0,1-30, а в качестве катализатора второго слоя применяют вещество следующего состава, маc.%: Ni в пересчете на NiO - 24-29, Cu в пересчете на Cu - 9-12 и цемент - остальное, или в вещество, содержащее в восстановленной форме, мас.%: ZnO - 66-68, Сr2О3 - 30-32, графит с ZnCrО4 - 1,8-3, СrО3 - 0,1, WО3 - 0,05-0,1. Термохимический разогрев газового потока осуществляют до температуры 620-790°С.
Отличительные признаки способа по настоящему изобретению состоят в том, что метан или газовую смесь предварительно смешивают с аммиаксодержащим газом или с аммиаком, являющимся газом-восстановителем, и восстановление оксидов азота преимущественно проводят на катализаторе первого слоя, а термохимический нагрев газового потока преимущественно осуществляют на катализаторе второго слоя посредством окисления на нем метана.
Дополнительные отличительные признаки настоящего изобретения заключаются в том, что в качестве катализатора первого слоя используют вещество следующего состава, мас.%: цеолит типа Fe ZSM-5, включающий 0,3-1,6 маc.% Fе2О3, - 75-82,9, CaO - 0,1-3,0 и SiО2 - 17-22, или вещество, содержащее, мас.%: цеолит типа USY или Beta или ZSM-20 с соотношением SiО2 : Аl2О3 - (10-30):1 - 70-99,9 и промотор в виде соединений Cu или Fe в пересчете на металл - 0,1-30, а в качестве катализатора второго слоя применяют вещество следующего состава, мас.%: Ni в пересчете на NiO - 24-29, Сu в пересчете на СuО - 9-12 и цемент - остальное, или вещество, содержащее в восстановленной форме, мас.%: ZnO - 66-68, Сr2О3 - 30-32, графит с ZnCrO4 - 1,8-3, CrО3 - 0,1, WO3 - 0,05-0,1. Термохимический нагрев газового потока осуществляют до температуры 620-790°С.
Настоящее изобретение соответствует условию петентоспособности - "новизна", поскольку из уровня техники не удалось найти технического решения, существенные признаки которого полностью совпадали бы со всеми признаками, имеющимися в независимом пункте формулы настоящего изобретения. Настоящее изобретение соответствует условию патентоспособности - "изобретательский уровень", поскольку из уровня техники не удалось найти технического решения, отличительные признаки которого обеспечивали выполнение таких же основных технических задач, на решение которых направлено настоящее изобретение. Отличительные признаки предлагаемого способа обеспечивают также выполнение и вышеуказанных дополнительных задач, однако, их выполнение не соответствует условию патентоспособности "изобретательский уровень", поскольку данные задачи выполняют также отличительные признаки способов-аналогов №№1 и 2.
Сущность изобретения поясняется примерами.
Пример 1. Выхлопной газ в количестве 87,6 нм3/ч отбирают из действующего производства азотной кислоты. Он имеет абсолютное давление 0,6 МПа, температуру 490°С и содержит, об.%: NOx - 0,11, О2 - 3,5 и N2 - остальное. Метан в количестве 0,56 нм3/ч смешивают с аммиаком, расход которого составляет 0,097 нм3/ч. Смесь метана с аммиаком затем смешивают с выхлопным газом и направляют в пилотный реактор с рабочим диаметром 0,15 м. Исходное соотношение NH3:NOx в газовом потоке практически приближается к стехиометрическому и составляет (1-1,01):1. В реакторе размещены друг за другом по ходу газового потока два слоя катализаторов. Катализатор первого слоя имеет следующий состав, мас.%: цеолит типа Fe ZSM-5, включающий 0,3 маc.% Fе2О3, - 75, CaO - 3 и SiО2 - 22. В качестве катализатора второго слоя применяют 4,4 л катализатора в виде таблеток, который имеет следующий состав, маc.%: Ni в пересчете на NiO - 24, Cu в пересчете на CuO - 9 и цемент - остальное. Восстановление оксидов азота аммиаком до азота и воды преимущественно проводят на катализаторе первого слоя, на котором конвертируется ~95% от исходного количества NOх. При этом температура газового потока возрастает на 12°С. Часть метана на катализаторе первого слоя окисляется, поэтому в газовом потоке после катализатора первого слоя содержится около 0,014 об.% СО. Термический нагрев газового потока до температуры 705°С преимущественно осуществляют на катализаторе второго слоя посредством окисления на нем метана. Одновременно на этом катализаторе происходит доочистка газового потока от остаточных оксидов азота и его очистка от монооксида углерода, образовавшегося после катализатора первого слоя. В этом случае в качестве газов-восстановителей NOx выступают остаточный аммиак и монооксид углерода. Очистка от монооксида углерода происходит путем образования диоксида углерода как по реакции восстановления NOx, так и по реакции окисления СО. Таким образом, наличие СО в очищенном газовом потоке после катализатора первого слоя в предлагаемом способе является его преимуществом, а не недостатком, как в способе-аналоге №3 при использовании его для очистки выхлопного газа производства азотной кислоты. Очищенный газ в качестве рабочего тела возвращают в производство азотной кислоты. Основные результаты, полученные в этом и последующих примерах, сведены в таблицу.
Пример 2. Очистку осуществляют так же, как в примере 1, со следующими отличиями. Температура выхлопного газа 400°С; расход метана 0,477 нм3/ч; выхлопной газ смешивают с метаном, а затем полученную газовую смесь смешивают с аммиаксодержащим газом - танковыми газами, имеющими расход 0,314 нм3/ч. Состав танковых газов: NH3 - 32, Н2 - 32, СН4 - 22,8, N2 - 10,9 и Ar - 2,3 об.%. Состав катализатора первого слоя, мас.%: цеолит типа Fe ZSM-5, включающий 1,6 мас.% Fe2O3, - 82,9, CaO - 0,1 и SiO2 - 17; состав катализатора второго слоя, мас.%: Ni в пересчете на NiO - 29, Cu в пересчете на CuO - 12 и цемент остальное. Температура очищенного газа 620°С.
Пример 3. Очистку осуществляют так же, как в примере 1, со следующими отличиями. Температура выхлопного газа 550°С; расход природного газа 0,663 нм3/ч; состав катализатора первого слоя, мас.%: цеолит типа USY с отношением SiO2:Al2O3=10:1 - 70 и промотор в виде Fе2О3 в пересчете на Fe - 30; состав катализатора второго слоя в восстановленной форме, мас.%: ZnO - 66, Сr2О3 - 32, графит с ZnCrО4 - 1,85, СrО3 - 0,1, WО3 - 0,05. Температура очищенного газа 790°С.
Пример 4. Очистку осуществляют так же, как в примере 1, но с другими составами катализаторов: состав катализатора первого слоя, мас.%: цеолит типа Beta с отношением SiO2:А12О3=30:1-99,9 и промотор в виде Fе2О3 в пересчете на Fe - 0,1; состав катализатора второго слоя в восстановленной форме, мас.%: ZnO - 68, Сr2О3 - 30, графит с ZnCrО4 - 1,8, СrО3 - 0,1, WО3 - 0,1.
Пример 5. Очистку осуществляют так же как в примере 1, но с другими составами катализаторов: состав катализатора первого слоя, мас.%: цеолит типа ZSM-20 с отношением SiO2:Аl2О3=15:1-85 и промотор в виде CuO в пересчете на Cu - 15; состав катализатора второго слоя в восстановленной форме, мас.%: ZnO - 66, Сr2О3 - 30,8, графит с ZnCrО4 - 3, СrО3 - 0,1, WO3 - 0,1.
Пример 6. Очистку проводят в отечественном агрегате азотной кислоты УКЛ-7 мощностью 355 тНNО3/сут [см. об этом агрегате с. 90-98 вышеприведенной книги М.Бонне и др.]. Выхлопной газ этого агрегата перед стадией его очистки от оксидов азота имеет расход 45880 нм3/ч, абсолютное давление 0,6 МПа, температуру 490°С и содержит в об.%: NOx - 0,11, О2 - 3, СО - 0,015, N2 - остальное. Этот газ перед реактором очистки смешивают с 375 нм3/ч метана, а затем полученную смесь смешивают с аммиаком, расход которого составляет 51 нм3/ч. При этом обеспечивается практически стехиометрическое соотношение NH3:NOx=(1-1,01):1. В реакторе по ходу газового потока друг за другом размещены два слоя катализаторов. В качестве катализатора первого слоя используют блоки сотового катализатора, выполненного из кордиерита с нанесенным на его поверхность каталитическим веществом следующего состава, мас.%: цеолит типа USY с отношением SiO2:Аl2О3=10:1 - 98-99 и промотор в виде Fe2O3 в пересчете на Fe - 1-2. Блоки выполнены в виде призм с квадратными основаниями размером 150×150 мм. Призмы имеют каналы квадратного сечения 3×3 мм. Объем этого катализатора 3,45 м3. В качестве катализатора второго слоя применяют 3 м3 катализатора в виде цилиндрических таблеток 6х6 мм, который имеет состав, описанный в примере 1. Восстановление оксидов азота аммиаком до азота и воды преимущественно проводят на катализаторе первого слоя, на котором конвертируется 93-95% от исходного количества NOx. При этом температура газового потока возрастает на 12-15°С. Часть метана на катализаторе первого слоя окисляется до монооксида углерода, который, прибавляясь к монооксиду углерода в выхлопном газе, увеличивает его содержание в газовом потоке после катализатора первого слоя до 0,012 об.%. Термохимический нагрев газового потока до температуры 695°С преимущественно осуществляют на катализаторе второго слоя посредством окисления на нем метана. Одновременно на этом катализаторе происходит доочистка газового потока от остаточных оксидов азота и очистка от монооксида углерода. В этом случае в качестве газов-восстановителей NOx выступают остаточный аммиак и монооксид углерода. Очистка от монооксида углерода происходит путем образования диоксида углерода как по реакции восстановления NOx, так и по реакции окисления СО. Таким образом, наличие СО в очищенном газовом потоке после катализатора первого слоя в предлагаемом способе является его преимуществом, а не недостатком, как в способе-аналоге №3 при использовании его для очистки выхлопного газа производства азотной кислоты. Очищенный газ в качестве рабочего тела подают на турбину компрессора ГТТ - 3.
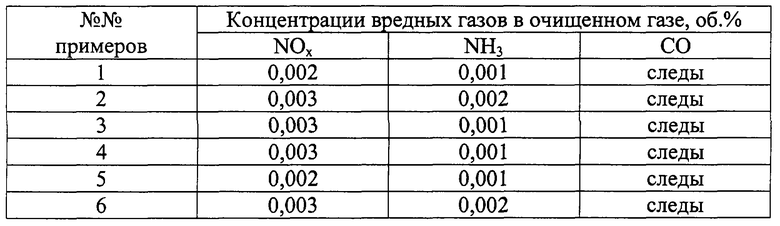
На основе анализа результатов примеров №№1-6 можно констатировать, что в предлагаемом способе очистки выхлопного газа производства азотной кислоты обеспечивается требуемая по санитарным нормам очистка (содержание NOx в очищенном газе менее 0,005 об.%) при исходном соотношении NH3:NOx, приближающемся к стехиометрическому значению, равному 1, т.е. практически реализуется очистка с минимально необходимыми затратами аммиака в качестве газа-восстановителя. Этому способствует наличие в газовом потоке после катализатора первого слоя монооксида углерода, который на катализаторе второго слоя так же, как и остаточный аммиак, выступает в роли газа-восстановителя и увеличивает степень конверсии оксидов азота до азота.
Проведенные нами расчеты капитальных вложений и затрат времени на модернизацию отечественного агрегата азотной кислоты АК-72 мощностью 1150 тНNO3/сут [см. об этом агрегате с. 214-223 вышеуказанной книги М.Бонне и др.] путем замены на стадии очистки ныне используемого способа-прототипа на предлагаемый способ показали, что капитальные вложения для этого необходимы в сумме примерно 438 тыс. долларов США (включая затраты на катализаторы), и затраты времени на модернизацию составляют 3 дня. Модернизация же агрегата АК-72 с использованием для замены стадии очистки способа-прототипа на любой из вышеуказанных способов-аналогов требует капитальных вложений около 1180 тыс. долларов США и 3-х месяцев на ее проведение.
Предлагаемый способ позволяет также упростить управление и эксплуатацию стадии очистки за счет возможности поддержания концентрации кислорода в выхлопном газе в весьма широких пределах 2,4-4 об.%. В очищенном газе, полученном при реализации предлагаемого способа, содержится весьма малое количество аммиака, и практически отсутствует монооксид углерода.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА НЕКОНЦЕНТРИРОВАННОЙ АЗОТНОЙ КИСЛОТЫ | 2005 |
|
RU2296706C1 |
| СИСТЕМА ОЧИСТКИ ВЫБРОСОВ С КАТАЛИЗАТОРАМИ TWC И КАТАЛИЗАТОРАМИ SCR-HCT | 2015 |
|
RU2689059C2 |
| СПОСОБ ПОЛУЧЕНИЯ НЕКОНЦЕНТРИРОВАННОЙ АЗОТНОЙ КИСЛОТЫ | 1990 |
|
SU1835156A3 |
| СПОСОБ УДАЛЕНИЯ ОКСИДОВ АЗОТА | 2003 |
|
RU2320400C2 |
| СПОСОБ ОЧИСТКИ ГАЗОВ ОТ ОКСИДОВ АЗОТА | 1992 |
|
RU2042406C1 |
| СПОСОБ ОЧИСТКИ ОТХОДЯЩИХ ГАЗОВ ОТ ОКСИДОВ АЗОТА | 1995 |
|
RU2088316C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОГО СЕЛЕКТИВНОГО КАТАЛИТИЧЕСКОГО ВОССТАНОВЛЕНИЯ NO УГЛЕВОДОРОДАМИ, СИСТЕМА ВЫХЛОПА ДЛЯ ОБРАБОТКИ NO И УСТРОЙСТВО | 2007 |
|
RU2442638C2 |
| СПОСОБ ПОЛУЧЕНИЯ НЕКОНЦЕНТРИРОВАННОЙ АЗОТНОЙ КИСЛОТЫ | 1992 |
|
RU2026812C1 |
| СПОСОБ УДАЛЕНИЯ ОКСИДОВ АЗОТА ИЗ ГАЗА | 2020 |
|
RU2809651C2 |
| СОДЕРЖАЩИЙ МАРГАНЕЦ ДИЗЕЛЬНЫЙ КАТАЛИЗАТОР ОКИСЛЕНИЯ | 2014 |
|
RU2683771C1 |
Изобретение относится к области очистки выхлопного газа производства азотной кислоты от оксидов азота и может применяться в азотной промышленности. Способ включает смешение выхлопного газа с метаном и подачу полученной газовой смеси на два слоя катализаторов, на которых проводят восстановление оксидов азота с одновременным, осуществляемым преимущественно на одном из слоев термохимическим нагревом газового потока для его подготовки в качестве рабочего тела, при этом метан или газовую смесь предварительно смешивают с аммиаксодержащим газом или с аммиаком, являющимся газом-восстановителем, и восстановление оксидов азота преимущественно проводят на катализаторе первого слоя, а термохимический нагрев газового потока преимущественно осуществляют на катализаторе второго слоя посредством окисления на нем метана. Изобретение позволяет уменьшить капитальные затраты приблизительно в 2,7 раза, время на модернизацию - в 30 раз, расходы аммиака - на 10-15%. 2 з.п. ф-лы, 1 табл.
| БОННЕ М | |||
| и др | |||
| Производство азотной кислоты в агрегатах большой единичной мощности | |||
| М.: Химия, 1985, с.214-223 | |||
| СПОСОБ ПОЛУЧЕНИЯ НЕКОНЦЕНТРИРОВАННОЙ АЗОТНОЙ КИСЛОТЫ | 1990 |
|
SU1835156A3 |
| СПОСОБ ОЧИСТКИ ОТРАБОТАВШИХ ГАЗОВ | 1996 |
|
RU2108140C1 |
| Способ очистки сточных вод производствадРОжжЕй OT ВзВЕшЕННыХ ВЕщЕСТВ | 1979 |
|
SU829581A1 |
| US 4737345 A1, 12.04.1988 | |||
| US 4806320 A1, 21.02.1989 | |||
| US 5213779 A1, 25.05.1993. | |||

