Изобретение относится к металлообработке, а именно к обработке поверхностно-пластическим деформированием (ППД), и может быть использовано для накатывания шлицевых и зубчатых профилей на валах.
Известно устройство для продольного многопроходного накатывания “глухих” профилей [1], состоящее из накатной головки, размещенных в нем роликов с возможностью вращения на осях в ползунах, где с помощью клиньев, установленных между накатной головкой и ползунами, ролики подаются в радиальном направлении под каждый прямой ход накатной головки. Длину хода контролируют с помощью двух переключателей, закрепленных на штанге. С первым переключателем взаимодействует флажок, неподвижно закрепленный на корпусе накатной головки. Со вторым переключателем взаимодействует флажок, закрепленный на корпусе накатной головки с возможностью установочного перемещения.
Данное устройство имеет следующие недостатки: ролики на осях вращения располагаются жестко, не имея возможности самоустановки фронтальной части по накатываемой поверхности, что снижает точность изготовления профиля; кроме того, фронтальная часть роликов представляет собой цилиндр, ограниченный по основаниям коническими поверхностями, а линии пересечений поверхностей являются режущими кромками профиля, то есть основной причиной появления высоких контактных напряжений в зоне пластических деформаций, из-за чего существенно снижается долговечность роликов.
Цель изобретения - повышение точности получаемого профиля и долговечности роликов.
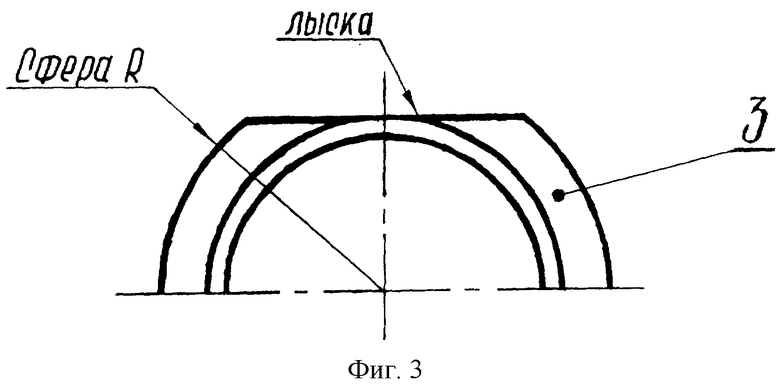
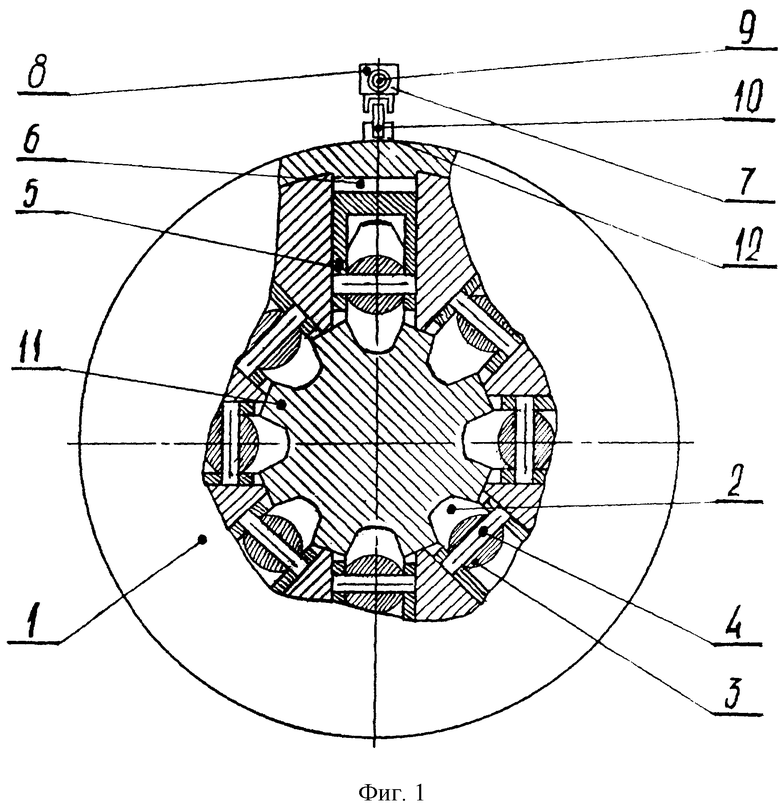
Цель достигается тем, что между внутренними поверхностями роликов и осей устанавливают опорные кольца, а сопрягаемые поверхности роликов и опорных колец выполняют по сферам одного радиуса. На внешней сферической поверхности опорных колец с противоположных сторон снимают по две плоские лыски. Фронтальную часть рабочего профиля роликов выполняют тороидальной.
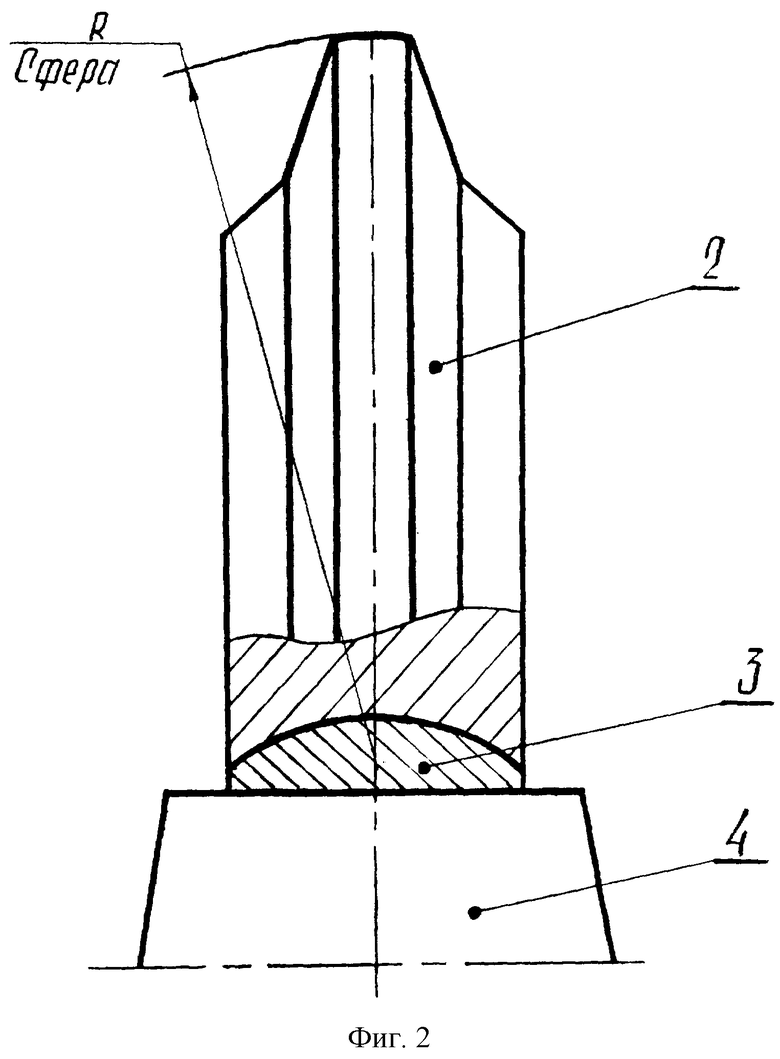
На фиг.1 представлен общий вид накатной головки; на фиг.2 - взаимное расположение ролика, опорного кольца и оси (увеличено); на фиг.3 - опорное кольцо (увеличено).
Устройство состоит из накатной головки 1, размещенных в нем роликов 2 на опорных кольцах 3. Ролики 2 установлены с возможностью вращения на опорных кольцах 3, причем опорные кольца зафиксированы на осях 4 в ползунах 5. С помощью клиньев 6, установленных между накатной головкой и ползунами, ролики 2 подаются в радиальном направлении под каждый прямой ход накатной головки 1. Длину хода контролируют с помощью переключателей 7 и 8, закрепленных на штанге 9. С переключателем 7 взаимодействует флажок 10, неподвижно закрепленный на корпусе накатной головки 1. С переключателем 8 взаимодействует флажок 12, закрепленный на корпусе накатной головки 1 с возможностью установочного перемещения.
Устройство работает следующим образом. Заготовку 11 располагают концентрично накатной головке 1 так, что ролики 2 охватывают заготовку и деформируют ее с усилием при каждом прямом проходе. В процессе деформирования заготовки 11 ролики 2 вращаются на опорных кольцах 3, неподвижно установленных на осях 4, и за счет сферических поверхностей сопряжении роликов с опорными кольцами происходит их самоцентрирование, что уменьшает неоднородность ППД. Тороидальные поверхности фронтальных частей роликов, устраняя локальные зоны резания, существенно снижают величины удельных контактных напряжений в рабочей зоне, повышают долговечность, облегчают самоустановку по накатываемой поверхности, способствуя уменьшению неоднородности ППД, что существенно снижает величины относительных нелинейностей накатываемого профиля. Первый прямой ход накатной головки 1 с роликами 2 осуществляют на длину от переключателя 7 до переключателя 8, закрепленных на штанге 9. С переключателем 7 взаимодействует неподвижный флажок 10, жестко закрепленный на корпусе накатной головки 1. При достижении флажком 12 переключателя 8 подается сигнал на реверс накатной головки 1, и она совершает обратный ход в исходное положение до переключателя 7. Затем с помощью клиньев 6, воздействующих на ползуны 5, осуществляют радиальное перемещение роликов 2 под второй прямой ход и перемещают флажок 12 в направлении прямого хода на необходимую величину. Далее выполняют второй прямой ход накатной головки 1 с роликами 2 до переключателя 8, подающего сигнал на реверс для ее возврата в исходное положение до переключателя 7. После завершения нескольких прямых ходов накатной головки 1 получают накатанный профиль необходимой формы.
Предлагаемое устройство позволяет роликам в процессе продольного многопроходного накатывания профилей на валах самоустанавливаться по накатываемой поверхности за счет опорных колец, устанавливаемых между роликами и осями, и их сферических сопрягаемых поверхностей одного радиуса, уменьшает неоднородность ППД. Применение тороидальной формы фронтальной части роликов, устраняя локальные зоны резания, существенно снижает величины удельных контактных напряжений в зоне деформации, повышая стойкость роликов, облегчает их самоустановку по накатываемой поверхности, способствуя уменьшению неоднородностей ППД, что снижает величину относительной нелинейности боковых поверхностей накатываемого профиля.
Источники информации
1. Авт. св. №1655639, В 21 Н 5/00, Бюл. №22 от 15.06.91.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОГО МНОГОПРОХОДНОГО НАКАТЫВАНИЯ ПРОФИЛЕЙ | 2002 |
|
RU2234997C1 |
| СПОСОБ ПРОДОЛЬНОГО МНОГОПРОХОДНОГО ВОССТАНОВЛЕНИЯ ШЛИЦЕВЫХ И ЗУБЧАТЫХ ПРОФИЛЕЙ НА ВАЛАХ | 2011 |
|
RU2468880C1 |
| СПОСОБ ПРОДОЛЬНОГО МНОГОПРОХОДНОГО НАКАТЫВАНИЯ ПРОФИЛЕЙ НА ВАЛАХ | 2003 |
|
RU2240196C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЛИЦЕВЫХ И ЗУБЧАТЫХ ПРОФИЛЕЙ НА ВАЛАХ | 2019 |
|
RU2729271C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЛИЦЕВЫХ И ЗУБЧАТЫХ ПРОФИЛЕЙ НА ВАЛАХ | 2019 |
|
RU2728135C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЛИЦЕВЫХ И ЗУБЧАТЫХ ПРОФИЛЕЙ НА ВАЛАХ | 2019 |
|
RU2738717C1 |
| ПЛАНЕТАРНАЯ ГОЛОВКА | 1999 |
|
RU2162786C2 |
| "Способ продольного многопроходного накатывания "глухих" профилей" | 1989 |
|
SU1655639A1 |
| УСТРОЙСТВО ДЛЯ ПОВЫШЕНИЯ ТОЧНОСТИ ШЛИЦЕВЫХ ПРОФИЛЕЙ НА ВАЛАХ ПРИ ХОЛОДНОМ ПЛАСТИЧЕСКОМ ДЕФОРМИРОВАНИИ | 2011 |
|
RU2468879C1 |
| Способ продольного многопроходного накатывания профилей | 1990 |
|
SU1745400A1 |
Изобретение относится к металлообработке поверхностно-пластическим деформированием и может быть использовано для накатывания шлицевых и зубчатых профилей на валах. В устройстве для продольного многопроходного накатывания профилей на валах, между внутренними опорными поверхностями роликов и их осями устанавливают опорные кольца, причем сопрягаемые поверхности выполняют по сферам одного радиуса, на внешней сферической поверхности опорных колец с противоположных сторон снимают по две плоские лыски, а фронтальную часть рабочих профилей роликов выполняют сферической. Обеспечивается повышение точности получаемого профиля и долговечности роликов. 3 ил.
Устройство для продольного многопроходного накатывания профилей на валах, состоящее из накатной головки, размещенных в нем роликов с возможностью вращения на осях в ползунах, установленных между головкой и ползунами клиньев, неподвижно закрепленных на штанге над головкой двух переключателей и двух закрепленных на корпусе накатной головки флажков, первый из которых закреплен жестко, а второй - с возможностью установочного перемещения, отличающееся тем, что между внутренними опорными поверхностями роликов и их осями устанавливают опорные кольца, причем сопрягаемые поверхности выполняют по сферам одного радиуса, на внешней сферической поверхности опорных колец с противоположных сторон снимают по две плоские лыски, а фронтальную часть рабочих профилей роликов выполняют тороидальной.
| "Способ продольного многопроходного накатывания "глухих" профилей" | 1989 |
|
SU1655639A1 |
| RU 94025728 А, 10.05.1997 | |||
| RU 94037648 А, 20.04.1997 | |||
| СН 609261 А, 28.02.1979 | |||
| DE 1287549 A, 23.01.1969. | |||

