Изобретение относится к области обработки металлов давлением и может быть использовано при накатывании шлицевых и зубчатых профилей на валах.
Известно устройство, применяемое для продольного многопроходного накатывания шлицевого профиля на валах, содержащее верхнюю и нижнюю траверсы, одна из которых несет жесткий центр с базовым торцом, а другая - подвижный центр для зажима и центрирования накатываемого вала [Ю.Г.Проскуряков, А.И.Осколков, А.С.Торхов и др. Обработка деталей без снятия стружки. Барнаул, 1972. - 176 с. (стр.49, 3 абзац сверху; стр.56, 4 абзац сверху; стр.60, 2 абзац сверху)]. Траверсы между собой стянуты тремя симметрично расположенными относительно оси центров направляющими штоками, несущими накатную роликовую головку.
Данное устройство имеет следующий недостаток: базовый торец центра является жестким упором, не позволяющим компенсировать погрешности предварительной обработки заготовки (неперпендикулярность опорного торца заготовки, отклонение заходного конуса и отклонение центровых отверстий).
Техническим результатом изобретения является повышение геометрической точности профилей на валах при холодном пластическом деформировании.
Указанный технический результат при осуществлении изобретения достигается тем, что базовый торец жесткого центра снабжают подвижным упором, оборотную сторону которого выполняют сферической с возможностью поворота упора с заготовкой относительно оси центров в любом направлении при каждом рабочем ходе накатной роликовой головки.
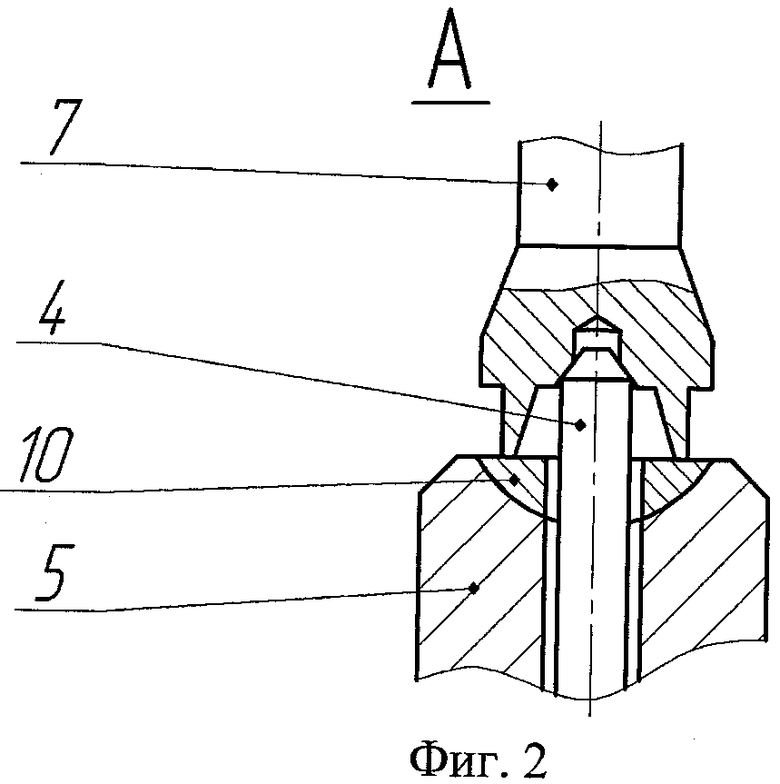
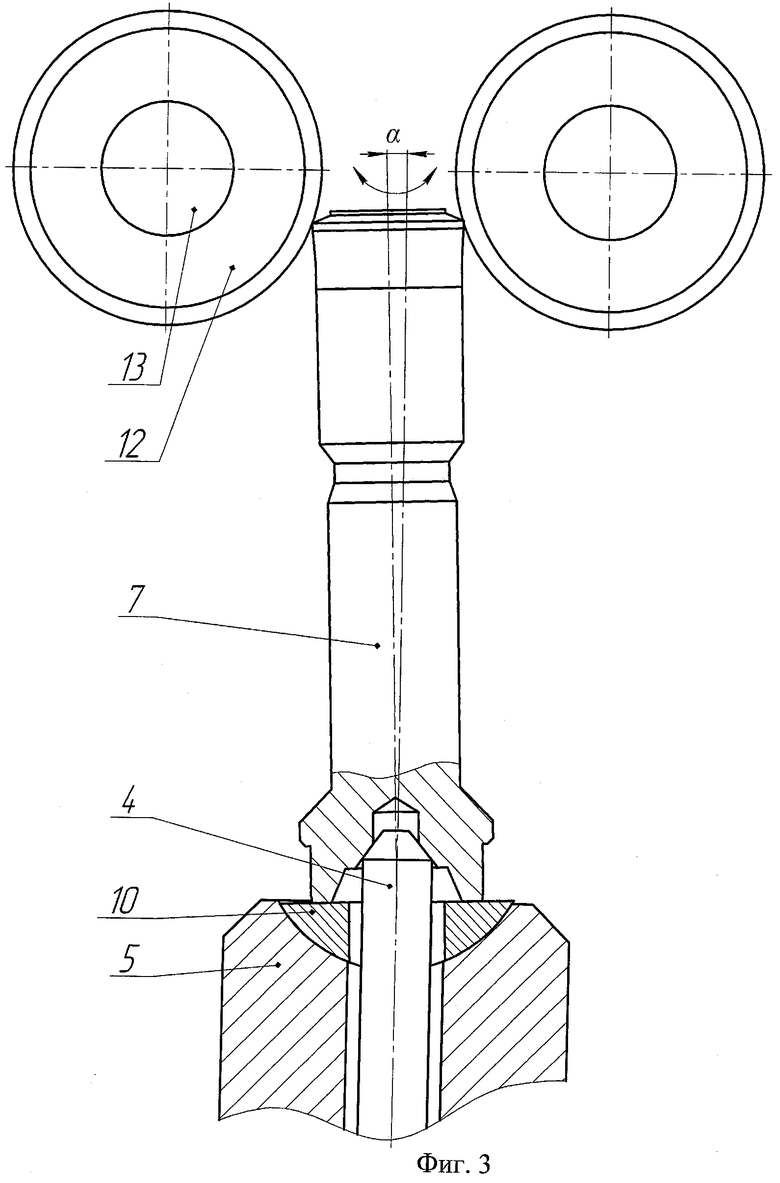
На фиг.1 представлен общий вид устройства, на фиг.2 - взаимное расположение центра и базового торца жесткого центра с подвижным упором (вид А), на фиг.3 - схема поворота заготовки при накатывании.
Устройство 1 содержит две траверсы: верхнюю 2 и нижнюю 3, одна из которых несет жесткий центр 4 с базовым торцом 5, а другая - подвижный центр 6 для зажима заготовки 7 (фиг.1). Траверсы между собою стянуты тремя симметрично расположенными относительно оси центров направляющими штоками 8, несущими накатную роликовую головку 9. Базовый торец жесткого центра снабжен подвижным упором 10, оборотная сторона которого выполнена сферической. Упор 10 с заготовкой 7 (фиг.2) имеет возможность поворота относительно оси центров в любом направлении при каждом рабочем ходе накатной роликовой головки 9.
Накатная роликовая головка состоит из бандажа 11, внутри которого расположены накатные ролики 12 на осях 13, установленные с упором на втулку 14 и клинья 15 радиального сведения роликов.
Устройство работает следующим образом. Заготовку 7 располагают концентрично накатной головке в центра 4, 6. Подвижный упор 10, на который устанавливается основание заготовки, за счет оборотной стороны сферической формы позволяет заготовке 7 в момент касания ее роликами 12 поворачиваться в любом направлении (фиг.3) относительно оси центов, совмещая ось симметрии заготовки с осью симметрии накатной роликовой головки 9, тем самым исправляя погрешности предварительной обработки заготовки (неперпендикулярность опорного торца заготовки, отклонение заходного конуса и отклонение центровых отверстий). Это способствует при рабочих проходах накатной роликовой головке 9, охватить заготовку свободно вращающимися роликами 12 на осях 14 на одинаковую глубину по всему диаметру и осуществить профилирование шлицев по всей длине накатываемого участка. При деформировании момент трения подвижного упора 10 относительно базового торца 5 больше момента трения заготовки 7 относительно упора 10 за счет больших усилий деформирования и упор находится в неподвижном состоянии. За счет этого глубина внедрения роликов 12 в заготовку 7 становится равномерной на всей длине шлицев. Обратный ход накатной головки холостой. Для последующего рабочего деформирующего прохода накатной головки клинья 13, воздействуя на оси 14 накатных роликов 12, осуществляют их радиальное сближение. После завершения нескольких прямых ходов накатной головки получают накатанный профиль необходимой формы и глубины как по диаметру заготовки, так и на всей длине профиля шлиц.
Наличие жесткого центра, базовый торец которого снабжен подвижным упором, дает возможность повороту заготовке при неточном изготовлении опорных поверхностей (неперпендикулярность опорного торца заготовки, отклонение заходного конуса и отклонение центровых отверстий) и совместить ось симметрии заготовки с осью симметрии накатной роликовой головки, что позволяет равномерно охватить заготовку свободно вращающимися роликами на осях на одинаковую глубину по всему диаметру.
Выполнение оборотной стороны подвижного упора сферической с возможностью поворота упора с заготовкой относительно оси центров позволяет совместить оптическую ось заготовки и роликовой головки и накатать одинаковый полный профиль шлицев на полную глубину внедрения роликов в заготовку на всей длине шлицев независимо от погрешностей предварительной обработки заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ НАКАТЫВАНИЯ ШЛИЦ1-Н | 1972 |
|
SU350553A1 |
| СПОСОБ ПРОДОЛЬНОГО МНОГОПРОХОДНОГО ВОССТАНОВЛЕНИЯ ШЛИЦЕВЫХ И ЗУБЧАТЫХ ПРОФИЛЕЙ НА ВАЛАХ | 2011 |
|
RU2468880C1 |
| Станок для накатывания резьб на пустотелых заготовках | 1986 |
|
SU1470408A1 |
| Устройство для продольного накатывания профилей | 1983 |
|
SU1164953A2 |
| Станок для продольного накатывания профилей | 1976 |
|
SU768527A1 |
| СПОСОБ НАКАТЫВАНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННОЙ РЕЗЬБЫ | 2004 |
|
RU2252101C1 |
| НАКАТНАЯ ГОЛОВКА | 1995 |
|
RU2076786C1 |
| РЕЗЬБОНАКАТНОЙ СТАНОК | 2000 |
|
RU2220019C2 |
| Устройство для холодной продольной раскатки цилиндрических изделий | 1977 |
|
SU911815A1 |
| УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОГО МНОГОПРОХОДНОГО НАКАТЫВАНИЯ ПРОФИЛЕЙ НА ВАЛАХ | 2002 |
|
RU2234996C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано для накатывания шлицевых и зубчатых профилей на валах. Устройство содержит верхнюю и нижнюю траверсы, одна из которых несет жесткий центр с базовым торцом, а другая - подвижный центр для зажима заготовки. Траверсы между собой стянуты тремя симметрично расположенными относительно оси центров направляющими штоками, несущими накатную роликовую головку. Базовый торец жесткого центра содержит подвижный упор, оборотная сторона которого выполнена сферической, с возможностью поворота относительно оси центров в любом направлении при каждом рабочем ходе накатной роликовой головки. Использование предложенного устройства позволит повысить геометрическую точность профилей на валах. 3 ил.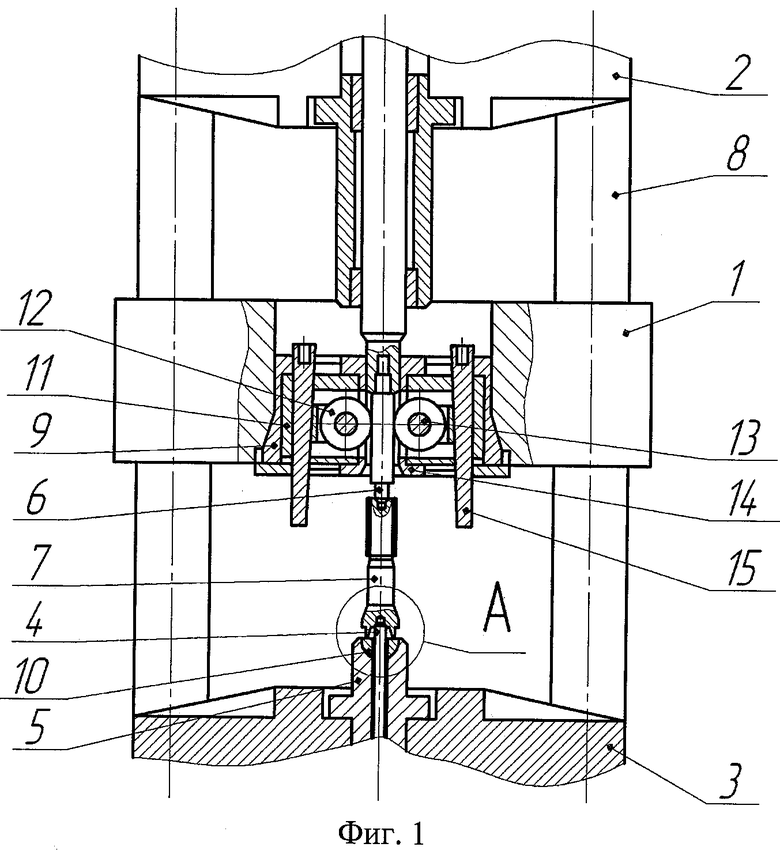
Устройство для накатывания шлицевых профилей на валах холодным пластическим деформированием, содержащее верхнюю и нижнюю траверсы, одна из которых несет жесткий центр с базовым торцом, а другая - подвижный центр для зажима заготовки, причем траверсы между собой стянуты тремя симметрично расположенными относительно оси центров направляющими штоками, несущими накатную роликовую головку, отличающееся тем, что базовый торец жесткого центра снабжен подвижным упором, оборотная сторона которого выполнена сферической с возможностью поворота упора с заготовкой относительно оси центров в любом направлении при каждом рабочем ходе накатной роликовой головки.
| ПРОСКУРЯКОВ Ю.Г | |||
| и др | |||
| Обработка деталей без снятия стружки | |||
| - Барнаул: Алтайское книжное изд-во, 1972, с.49-60 | |||
| УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОГО МНОГОПРОХОДНОГО НАКАТЫВАНИЯ ПРОФИЛЕЙ | 2002 |
|
RU2234997C1 |
| Способ холодного накатывания шлицев и станок для его осуществления | 1984 |
|
SU1237288A1 |
| DE 3619631 A1, 17.12.1987 | |||
| DE 1287549 В, 23.01.1969. | |||

