Изобретение относится к обработке металлов давлением и может быть использовано при накатывании различных профилей.
Цель изобретения - повышение качества изделия за счет увеличения точности геометрических размеров профиля.
На чертеже изображена схема реализации способа продольного многопроходного накатывания профилей.
Способ осуществляется следующим образом.
Заготовку 1 устанавливают в центрах 2 и после ее зажима гидравлически осуществляют многопроходное накатывание профиля роликами 3, установленными в ползушках 4 головки 5. Подбивку на проход (подача профилированными ролика 3 к центру заготовки 1 на определенную величину для последующего формирования профиля) проводят клиньями 6 при взаимодействии со штырями при положении головки 5 в одном из крайних верхних положений. Различное положение головки 5 и ее переключение с прямого на обратный ход осуществляют бесконтактными переключателями типа БВК. Выбивку клиньев 6 (возврат их в исходное состояние) осуществляют нижними упорами при положении головки 5 в крайнем 5 нижнем положении.
Контроль изгиба вала осуществляют контактными датчиками 7 по внутренней поверхности накатанных шлицев на каждом из проходов сразу же за перемещающимися роликами 3.
10
с
При значении продольного изгиба вала f 0.05-0.15 мм осуществляется смещение головки 5 с роликами 3 в сторону выпуклости вала гидроклиньев 8. Граничные значения продольного изгиба обусловлены тем. что при величине продольного изгиба менее 0,05 мм его невозможно исправить, это объясняется недостаточной жесткостью системы и ее упругими свойствами. Значение продольного изгиба f 0.15 мм наиболее приемлемо для станков такого типа и накатываемых на них заготовок, а величина продольного изгиба более 0,15 мм превысит достаточное смещение головки, т.е. качество накатываемых деталей будет низким.
При изменении направления изгиба изделия в процессе накатывания производится смещение головки 5 с роликами 3 по одному из необходимых вариантов приня 4 СЛ О О
той последовательности смещения гидроклиньев 6.
При этом клинья 6, имеющие угол наклона к вертикали, являются сопрягаемыми деталями между головкой 5 и бандажем силового привода. При этом три гидроклина 8 обеспечивают шесть радиальных возвратно-поступательных перемещений головки 5 по следующей последовательности:
1.+ а, - Ь, - с; - а, + Ь, +с;
2.+ а, + о,-с; -а,- Ь, + с;
3.+ Ь, -с, -а; -Ь, + с, + а;
4.+ Ь, + с, -а; - Ь, -с, + а;
5.+ с, -а, -Ь;-с, + а, + Ь;
6.+с, + а, -Ь; -с, -а, + Ь;
где а, Ь, с - гидроклинья смещения головки. указывает движение головки к центру (клин движется вниз); знак - указывает движение головки от центра (клин движется вверх). Перемещение клина а связано с вегидроличиной зависимостью а
tga
клинья Ь, с - на рисунке не показаны.
Пример. Накатано три партии изделий по 20 шт. в каждой партии из сталей 45, 18ХГТ и 20ХНВА соответственно. Выбранные стали в состоянии поставки отличаются различной между собой неоднородностью деформации в холодном состоянии и различной точностью получаемых профилей.
Заготовку устанавливали в центры станка и после ее зажима гидравлически производили первый проход. Продольный изгиб изделия замеряли в процессе накатывания
сразу же за перемещающимися роликами. При превышении продольного изгиба вала f 0,05 мм головку с роликами смещали в направлении, противоположном изгибу, по одной из принятых последовательностей на
величину f при смещении клина на величину
а , Меньшее значение продольного
tg a
изгиба вала, чем f 0,05 мм не исправляется. Это объясняется недостаточной жестко- стью системы и ее упругими свойствами.
Формула изобретения Способ продольного многопроходного накатывания профилей, включающий деформацию цилиндрической заготовки профилированными роликами, установленными в накатной головке, внедрением их в поверхность заготовки при многократном их радиальном и осевом перемещении, отличающ и и с я тем, что, с целью повышения качества изделия за счет увеличения точности геометрических размеров профиля, в процессе накатывания заготовку перемещают в направлении, противоположном направлению
продольного изгиба.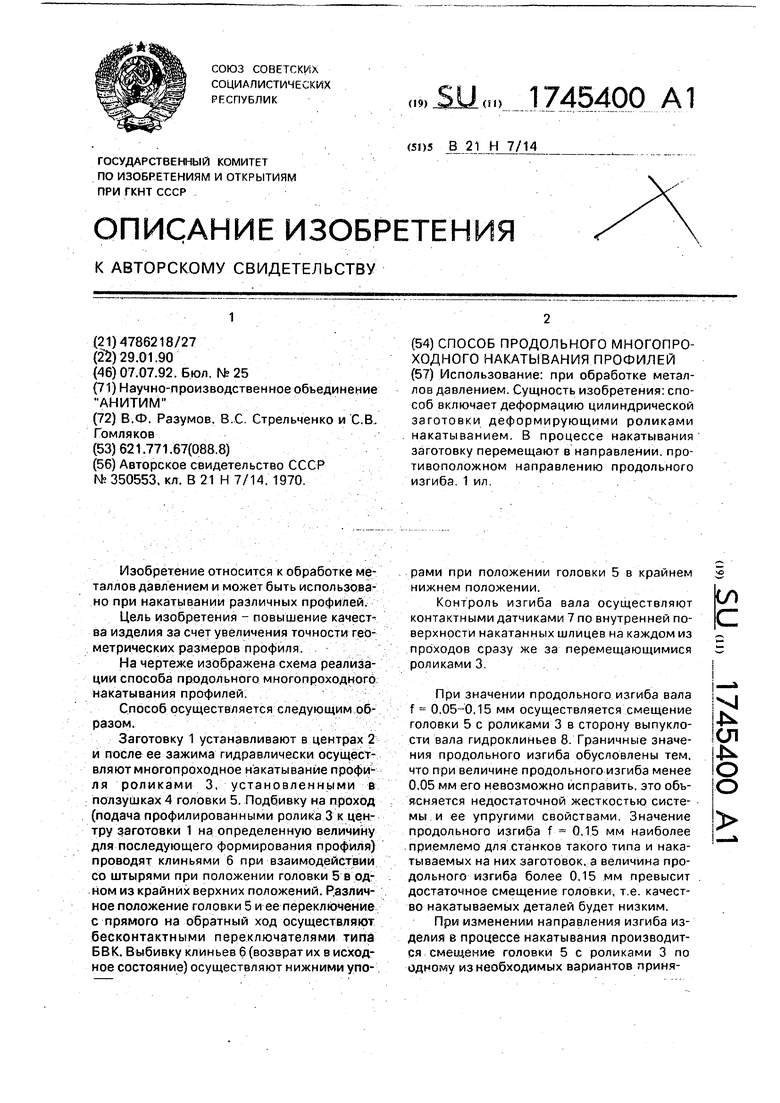

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОДОЛЬНОГО МНОГОПРОХОДНОГО НАКАТЫВАНИЯ ПРОФИЛЕЙ НА ВАЛАХ | 2003 |
|
RU2240196C1 |
| УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОГО МНОГОПРОХОДНОГО НАКАТЫВАНИЯ ПРОФИЛЕЙ НА ВАЛАХ | 2002 |
|
RU2234996C1 |
| УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОГО МНОГОПРОХОДНОГО НАКАТЫВАНИЯ ПРОФИЛЕЙ | 2002 |
|
RU2234997C1 |
| Способ изготовления сборных деталей | 1990 |
|
SU1764922A1 |
| Станок для продольного накатывания профилей | 1976 |
|
SU768527A1 |
| УСТРОЙСТВО ДЛЯ ПОВЫШЕНИЯ ТОЧНОСТИ ШЛИЦЕВЫХ ПРОФИЛЕЙ НА ВАЛАХ ПРИ ХОЛОДНОМ ПЛАСТИЧЕСКОМ ДЕФОРМИРОВАНИИ | 2011 |
|
RU2468879C1 |
| Способ накатывания осесимметричных профилей | 1975 |
|
SU770632A1 |
| СПОСОБ ПРОДОЛЬНОГО МНОГОПРОХОДНОГО ВОССТАНОВЛЕНИЯ ШЛИЦЕВЫХ И ЗУБЧАТЫХ ПРОФИЛЕЙ НА ВАЛАХ | 2011 |
|
RU2468880C1 |
| СПОСОБ ФОРМИРОВАНИЯ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2019352C1 |
| "Способ продольного многопроходного накатывания "глухих" профилей" | 1989 |
|
SU1655639A1 |
Использование: при обработке металлов давлением. Сущность изобретения: способ включает деформацию цилиндрической заготовки деформирующими роликами накатыванием. В процессе накатывания заготовку перемещают в направлении, противоположном направлению продольного изгиба. 1 ил.
| СТАНОК ДЛЯ НАКАТЫВАНИЯ ШЛИЦ1-Н | 0 |
|
SU350553A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
