Изобретение относится к прокатному производству и может быть использовано в качестве механизма установки нижних валков рабочих клетей широкополосных и листовых станов.
Известен механизм установки валков (аналог), включающий вертикальные передачи винт-гайка с установкой гаек в нижних поперечинах станин рабочей клети для перемещения по высоте подушек нижнего валка (см. А.А.Королев. Механическое оборудование прокатных и трубных цехов. М., “Металлургия”, 1987 г., с. 92-93, рис.II.30).
Недостатком аналога является передача полного усилия прокатки и веса комплекта верхнего и нижнего валков на винтовые пары, что приводит к быстрому износу резьбового соединения, снижению надежности и выходу из строя механизма установки валков.
Наиболее близким техническим решением (прототипом) является механизм установки валков, включающий горизонтальные винтовые передачи, установленные в подвижных клиньях, расположенных между подушками нижнего валка и нижними поперечинами станин (см. А.Ф.Финкель, П.П. Ипатов. Технологическое оборудование заводов черной металлургии. М.: Металлургия, 1982 г., с. 254, рис.133). В прототипе устранен недостаток аналога в части расположения передач винт-гайка, которые в прототипе расположены горизонтально с установкой гаек в подвижных клиньях. Это позволяет снизить нагрузку на винтовые передачи, повысить долговечность резьбового соединения винт-гайка и надежность механизма установки валков. Однако и прототип обладает существенным недостатком, заключающимся в том, что гайки в клиньях закреплены жестко и клинья непосредственно сопряжены своими контактными поверхностями с подушками нижнего валка и нижними поперечинами станин. При износе контактных поверхностей возникают перекосы клиньев вместе с гайками относительно винтов, что приводит к интенсивному износу резьбового соединения и быстрому выходу его из строя, снижению надежности механизма, увеличению простоев и сокращению производительности прокатного стана. Из-за различного износа клиньев, подушек и нижних поперечин станин со стороны привода и перевалки возникают относительные перекосы верхнего и нижнего валков в вертикальной плоскости, что приводит к образованию поперечной разнотолщинности, волнистости и снижению качества прокатываемых полос.
Целью настоящего изобретения является повышение надежности механизма установки валков, сокращение простоев, повышение производительности прокатного стана и качества прокатываемых полос.
Поставленная цель достигается тем, что винтовые передачи с подвижными клиньями смонтированы на общей подвижной в вертикальном направлении плитовине, на которую опираются подушки нижнего валка, нижней поверхностью плитовина взаимодействует с верхними горизонтальными плоскостями подвижных клиньев, которые своими нижними наклонными плоскостями опираются на неподвижные клинья, закрепленные на нижних поперечинах станин, подвижные клинья расположены симметрично относительно оси рабочей клети с уклоном их наклонных плоскостей в сторону этой оси, винт установлен в двух боковых радиальных и двух центральных радиально-упорных подшипниках, закрепленных снизу на плитовине, и проходит через отверстия в подвижных клиньях, по обе стороны от центральных подшипников на винте выполнены правая и левая резьбы, на которых в торцевых расточках подвижных клиньев установлены гайки с радиальным зазором между их наружной цилиндрической поверхностью и внутренней поверхностью расточек, торцевые поверхности гаек выполнены сферическими одинакового радиуса, описанными из разных центров, лежащих на оси гаек, и этими поверхностями гайки взаимодействуют со сферическими поверхностями такого же радиуса упорных колец, установленных в дне расточек, и крышек, закрепленных на торцах подвижных клиньев, при этом гайки установлены между упорными кольцами и крышками с осевым зазором, на наружной цилиндрической поверхности гаек и внутренней цилиндрической поверхности расточек выполнены полуцилиндрические пазы с большим их числом на гайках, которое является кратным меньшему числу пазов в расточках, в противоположных пазах гаек и расточек установлены бочкообразные ролики, в крышках выполнены отверстия, через которые проходят питатели, установленные в резьбовых отверстиях на торцах гаек, соединенных с каналами для подачи смазки к резьбовым соединениям винта с гайками.
Изобретение поясняется чертежами, на которых изображены:
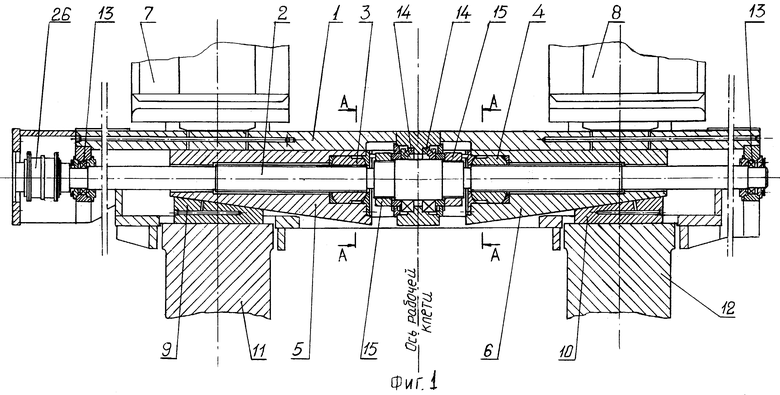
Фиг.1. Механизм установки валков.
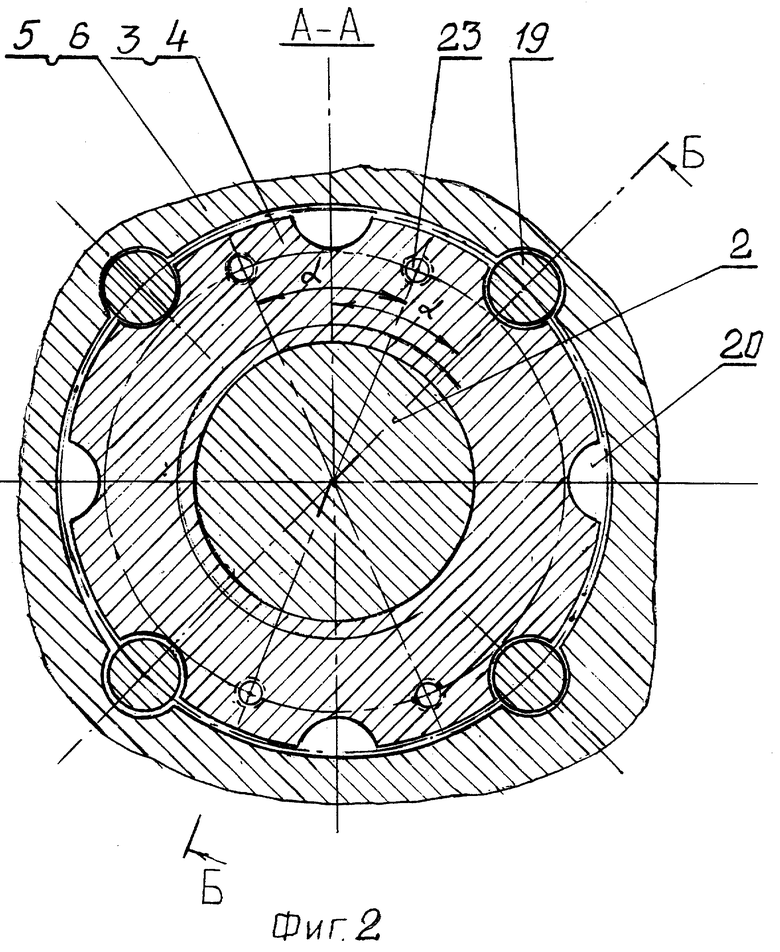
Фиг.2. Разрез по А-А на фиг.1 и 3.
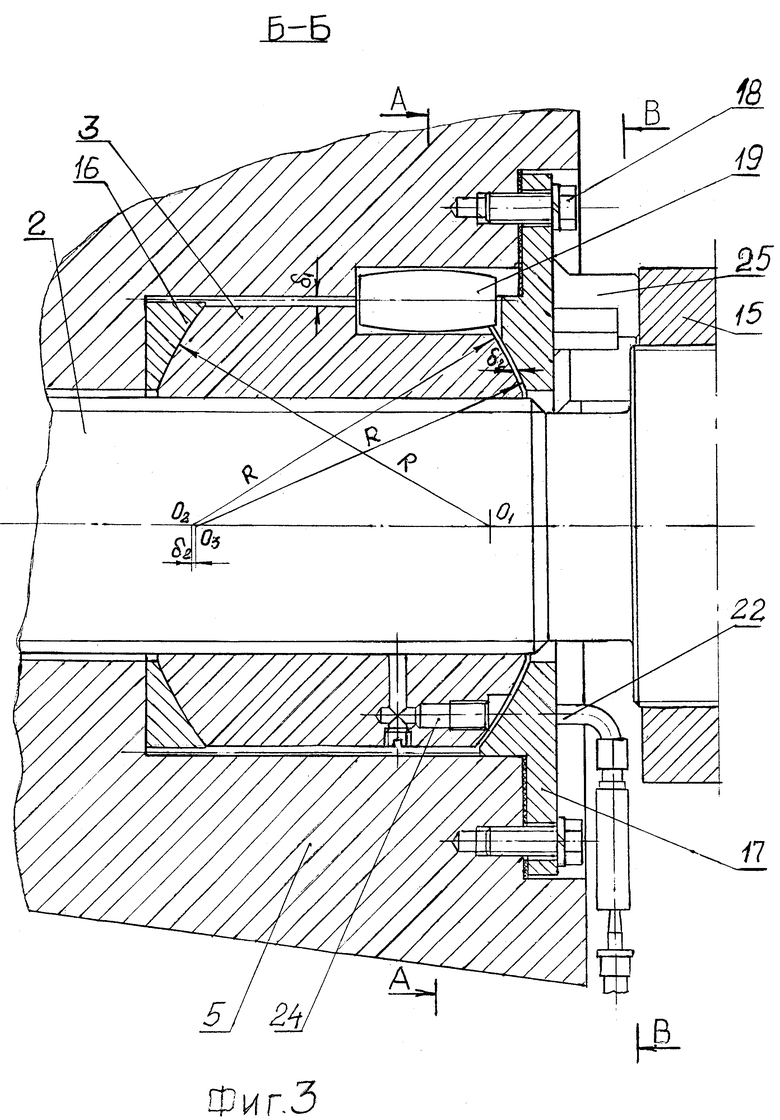
Фиг.3. Разрез по Б-Б на фиг.2.
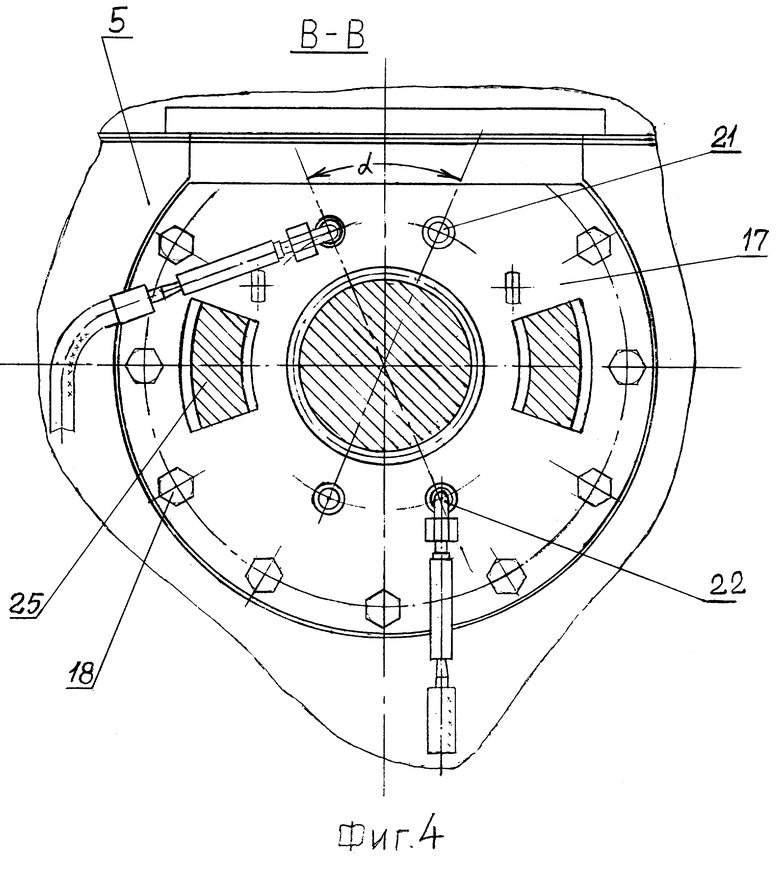
Фиг.4. Разрез по В-В на фиг.3.
Механизм установки валков смонтирован на общей подвижной в вертикальном направлении плитовине 1 и включает горизонтальные винтовые передачи, состоящие из винта 2 и гаек 3, 4, установленные в подвижных клиньях 5, 6. На плитовину опираются подушки 7, 8 нижнего валка (рабочего или опорного в зависимости от типа рабочей клети). Нижней поверхностью плитовина взаимодействует с верхними горизонтальными плоскостями подвижных клиньев, которые своими нижними наклонными плоскостями опираются на неподвижные клинья 9, 10, закрепленные на нижних поперечинах станин 11, 12. Подвижные клинья расположены симметрично относительно оси рабочей клети с уклоном их наклонных плоскостей в сторону этой оси.
Винт 2 установлен в двух боковых радиальных подшипниках 13 и двух центральных радиально-упорных подшипниках 14, корпуса которых закреплены снизу на плитовине 1 и проходит через отверстия в подвижных клиньях 5, 6. Центральные подшипники в осевом направлении зафиксированы на винте гайками 15 через дистанционные кольца. По обе стороны от посадочного места под центральные подшипники на винте выполнены правая и левая резьбы, на которых в торцевых расточках подвижных клиньев установлены гайки 3 и 4. Гайки установлены с радиальным зазором δ1 между их наружной цилиндрической поверхностью и внутренней цилиндрической поверхностью расточек (см. фиг.3). Этот зазор необходим для возможности свободной самоустановки гаек в расточках без защемления.
Торцевые поверхности гаек выполнены сферическими со сферами одинакового радиуса R, описанными из разных центров O1 и O2, лежащих на оси гаек. Торцевыми поверхностями гайки взаимодействуют со сферическими поверхностями такого же радиуса упорных колец 16, установленных в дне расточек подвижных клиньев и крышек 17, закрепленных на их торцах болтами 18. Между сферическими поверхностями гаек, упорных колец и крышек выполнен осевой зазор δ2. Этот зазор обеспечивает взаимодействие гаек с опорными кольцами или крышками по этим поверхностям в зависимости от направления осевого усилия, действующего на гайку. При работе механизма центры O1 и O2 перемещаются в зависимости от контакта гаек 3, 4 с упорными кольцами 16 или крышками 17 на величину зазора δ2. Например, если гайка выходит из контакта с упорным кольцом и вступает в контакт с крышкой, то центр O2 ее сферической поверхности со стороны крышки смещается в положение O3 (см. фиг.3) и зазор открывается со стороны упорного кольца.
На наружной цилиндрической поверхности гаек 3, 4 и внутренней цилиндрической поверхности расточек в подвижных клиньях 5, 6 выполнены полуцилиндрические пазы, в которых установлены бочкообразные ролики 19. Число полуцилиндрических пазов 20 на гайках больше, чем на расточках подвижных клиньев, и является кратным числу пазов расточки, что необходимо для настройки положения гаек и клиньев при сборке механизма.
В крышках 17 выполнены отверстия 21 (см. фиг.4), через которые проходят питатели 22 для подачи смазки к резьбовым соединениям гаек 3, 4 с винтом 2. Смазка резьбовых соединений - пластичная автоматическая. Отверстия 21 выполнены попарно диаметрально противоположно для подачи смазки в верхнюю и нижнюю части резьбового соединения. Пары отверстий смещены на угол α равный угловому шагу полуцилиндрических пазов на гайке. Для подачи смазки на торцах выполнены два диаметрально расположенных со стороны крышки 17 резьбовых отверстия 23 (см. фиг.2), в которые вворачиваются питатели 22. При регулировке подачи смазки к различным участкам резьбового соединения благодаря равенству углового шага полуцилиндрических пазов на гайке углу α относительного смещении пар отверстий 21 на крышках 17 пары питателей могут быть установлены в одно из двух возможных положений на крышках 17.
Смазка к резьбовым соединениям от питателей 22 подается по каналам 24 как со стороны крышек 17, так и со стороны упорных колец 16, что обеспечивает надежную смазку соединений по всей их длине. Смазка контактных торцевых сферических поверхностей гаек 3, 4, крышек 17, упорных колец 16, роликов 19 и полуцилиндрических пазов на гайках и в расточках подвижных клиньев – закладная, что достаточно в связи с небольшими относительными смещениями смазываемых контактирующих поверхностей.
На крышках 17 выполнены упоры 25, которые предназначены для фиксированной установки подвижных клиньев 5, 6 в нижнем положении и исключения упора болтов 18 крепления крышек к клиньям в гайки 15 фиксации центральных подшипников 14.
Привод винта 2 односторонний и соединен с ним муфтой 26.
При настройке механизма клинья устанавливают в крайнее нижнее положение. При этом упоры 25 на крышках 17 обоих клиньев 5 и 6 должны находиться в контакте с гайками 15 фиксации центральных подшипников. Затем обратным вращением винта 2 отводят клинья и упоры 25 на некоторое расстояние от гаек 15, которое больше зазора между гайками 3, 4, упорными кольцами 16 и крышками 17.
В этом случае гайки 3, 4 находятся в контакте с кольцами 16 (как показано на фиг.3). Измеряют зазоры между упорами 25 и гайками 15. Если эти зазоры одинаковы, подъем клиньев 5, 6 происходит синхронно и механизм готов к работе. Если зазоры различны, изменяют положение одной из гаек 3 или 4 на винте 2 путем поворота ее в торцевой расточке подвижного клина на шаг полуцилиндрических пазов гайки с извлечением и последующей установкой роликов 19 в те же пазы в торцевой расточке и добиваются равенства указанных зазоров. Проверяют по уровню горизонтальность плитовины 1. Если горизонтальность не обеспечивается, ее достигают путем регулирования положения неподвижных клиньев 9 и 10 с помощью прокладок.
Установка валков в заданное положение по высоте, например на заданный уровень прокатки, достигается путем перемещения подвижных клиньев 4, 5 при вращении винта 2. При этом благодаря различному направлению резьбы в соединениях гаек 3, 4 с винтом при одностороннем его вращении происходит разнонаправленное горизонтальное перемещение клиньев с подъемом или опусканием плитовины 1 и подушек 7 и 8 с валком. Угол наклонных поверхностей клиньев принимается несколько больше угла трения с тем, чтобы надежно фиксировать заданное положение клиньев и соответственно валков при прокатке. В этом случае гайки 3, 4 торцевыми сферическими поверхностями сопряжены с упорными кольцами 16, а со стороны крышек 17 раскрываются зазоры δ2, как показано на фиг.3. Из-за небольшой разницы между углами наклонных клиновых поверхностей и трения нагрузка на резьбовые соединения и торцевые поверхности гаек 3, 4 оказывается небольшой, что способствует повышению их долговечности.
При необходимости понижения уровня валков привод включается на сближение клиньев 5, 6. При этом гайки 3, 4 практически остаются в контакте с упорными кольцами 16 благодаря действию на них горизонтальных составляющих усилий от веса механизма и валков с подушками. Однако в процессе эксплуатации могут быть случаи, когда сопротивление на контактных поверхностях подвижных клиньев 5, 6 с плитовиной 1 и неподвижными клиньями 9, 10 может оказаться больше указанных горизонтальных составляющих усилий от веса механизм и валков. В этих случаях при вращении винта 2 гайки 3, 4 перемещаются в поле зазора δ2 и в контакт вступают противоположные сферические торцевые поверхности гаек и крышек 17, а со стороны упорных колец 16 раскрываются зазоры.
Бочкообразные ролики 19 выполняют функцию шарнирных шпонок, удерживающих гайки 3, 4 в расточках подвижных клиньев при вращении винта 2. При этом между гайками и клиньями образуется пространственное шарнирное соединение, допускающее пространственные смещения гаек относительно клиньев. Величина этих смещений задается зазорами δ1 между цилиндрическими поверхностями расточек в клиньях и гаек и зазорами δ2.
Применение шарнирной фиксации исключает перекос гаек 3, 4 относительно винта 2 и защемления гаек в расточках подвижных клиньев, что существенно уменьшает интенсивность износа гаек и резьбового соединения и повышает их долговечность.
Использование общей плитовины 1, на которую опираются подушки валка, уменьшает износ и неравномерность износа клиновых поверхностей подвижных и неподвижных клиньев и также способствует повышению долговечности резьбового соединения и надежности механизма установки валков в целом. Благодаря этому сокращаются простои и увеличивается производительность прокатного стана. Кроме того, повышается точность установки подушек в рабочей клети со стороны привода к перевалки и уменьшаются относительные перекосы верхнего к нижнего валков в вертикальной плоскости, что снижает волнистость, поперечную разнотолщинность, повышает точность прокатки и качество прокатываемых полос.
Достоинством механизма также является отсутствие действия осевых нагрузок на подшипники, в которых установлен винт.
Осевые нагрузки, возникающие и резьбовых соединениях винта с гайками, взаимно уравновешиваются и не передаются на подшипники, что способствует повышению их долговечности и надежности механизма установки валков в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роликовая клеть | 1983 |
|
SU1135517A1 |
| Прокатная клеть | 1992 |
|
SU1834725A3 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1296247A1 |
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| ФОРМОВОЧНАЯ КЛЕТЬ | 2011 |
|
RU2476282C1 |
| Роликовая клеть | 1985 |
|
SU1258525A1 |
| Рабочая клеть прокатного стана | 1986 |
|
SU1378962A2 |
| Предварительно напряженная прокатная клеть | 1986 |
|
SU1389894A1 |
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1440570A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
Изобретение относится к прокатному производству и может быть использовано в качестве механизма установки нижних валков рабочих клетей широкополосных и листовых станов. Сущность: механизм установки валков включает горизонтальные винтовые передачи, установленные в подвижных клиньях, расположенных между подушками нижнего валка и нижними поперечинами станин. Винтовые передачи с подвижными клиньями смонтированы на общей подвижной в вертикальном направлении плитовине, на которую опираются подушки нижнего валка. Нижней поверхностью плитовина взаимодействует с верхними горизонтальными плоскостями подвижных клиньев, которые своими нижними наклонными плоскостями опираются на неподвижные клинья, закрепленные на нижних поперечинах станин. Подвижные клинья расположены симметрично относительно оси рабочей клети с уклоном их наклонных плоскостей в сторону этой оси. Винт установлен в двух боковых радиальных и двух центральных радиально-упорных подшипниках, закрепленных снизу на плитовине, и проходит через отверстия в подвижных клиньях. По обе стороны от центральных подшипников на винте выполнены правая и левая резьбы, на которых в торцевых расточках подвижных клиньев установлены гайки с радиальным зазором между их наружной цилиндрической поверхностью и внутренней поверхностью расточек. Торцевые поверхности гаек выполнены сферическими одинакового радиуса, описанными из разных центров, лежащих на оси гаек, и этими поверхностями гайки взаимодействуют со сферическими поверхностями такого же радиуса упорных колец, установленных в дне расточек, и крышек, закрепленных на торцах подвижных клиньев. Гайки установлены между упорными кольцами и крышками с осевым зазором. На наружной цилиндрической поверхности гаек и внутренней цилиндрической поверхности расточек выполнены полуцилиндрические пазы с большим их числом на гайках, которое является кратным меньшему числу пазов в расточках. В противоположных пазах гаек и расточек установлены бочкообразные ролики. В крышках выполнены отверстия, через которые проходят питатели, установленные в резьбовых отверстиях на торцах гаек, соединенных с каналами для подачи смазки к резьбовым соединениям винта с гайками. Изобретение обеспечивает повышение надежности механизма установки валков, сокращение простоев, повышение производительности стана и повышение качества прокатываемых полос. 4 ил.
Механизм установки валков, включающий горизонтальные винтовые передачи, установленные в подвижных клиньях, расположенных между подушками нижнего валка и нижними поперечинами станин, отличающийся тем, что винтовые передачи с подвижными клиньями смонтированы на общей подвижной в вертикальном направлении плитовине, на которую опираются подушки нижнего валка, нижней поверхностью плитовина взаимодействует с верхними горизонтальными плоскостями подвижных клиньев, которые своими нижними наклонными плоскостями опираются на неподвижные клинья, закрепленные на нижних поперечинах станин, подвижные клинья расположены симметрично относительно оси рабочей клети с уклоном их наклонных плоскостей в сторону этой оси, винт установлен в двух боковых радиальных и двух центральных радиально-упорных подшипниках, закрепленных снизу на плитовине, и проходит через отверстия в подвижных клиньях, по обе стороны от центральных подшипников на винте выполнены правая и левая резьбы, на которых в торцевых расточках подвижных клиньев установлены гайки с радиальным зазором между их наружной цилиндрической поверхностью и внутренней поверхностью расточек, торцевые поверхности гаек выполнены сферическими одинакового радиуса, описанными из разных центров, лежащих на оси гаек, и этими поверхностями гайки взаимодействуют со сферическими поверхностями такого же радиуса упорных колец, установленных в дне расточек, и крышек, закрепленных на торцах подвижных клиньев, при этом гайки установлены между упорными кольцами и крышками с осевым зазором, на наружной цилиндрической поверхности гаек и внутренней цилиндрической поверхности расточек выполнены полуцилиндрические пазы с большим числом на гайках, которое является кратным меньшему числу пазов в расточках, в противоположных пазах гаек и расточек установлены бочкообразные ролики, в крышках выполнены отверстия, через которые проходят питатели, установленные в резьбовых отверстиях на торцах гаек, соединенных с каналами для подачи смазки к резьбовым соединениям винта с гайками.
| ФИНКЕЛЬ А.Ф., ИПАТОВ П.П | |||
| Технологическое оборудование заводов черной металлургии | |||
| - М.: Металлургия, 1982, с.254, рис | |||
| Топочная решетка для многозольного топлива | 1923 |
|
SU133A1 |
| Гидромеханическое устройство установки рабочего валка | 1990 |
|
SU1733140A1 |
| Прокатная клеть с гидравлическим нажимным устройством | 1982 |
|
SU1126345A1 |
| Прокатная клеть кварто | 1991 |
|
SU1784304A1 |
| JP 2003112211 A, 15.04.2003 | |||
| Утяжелитель для обработки буровых растворов | 1983 |
|
SU1213060A1 |
