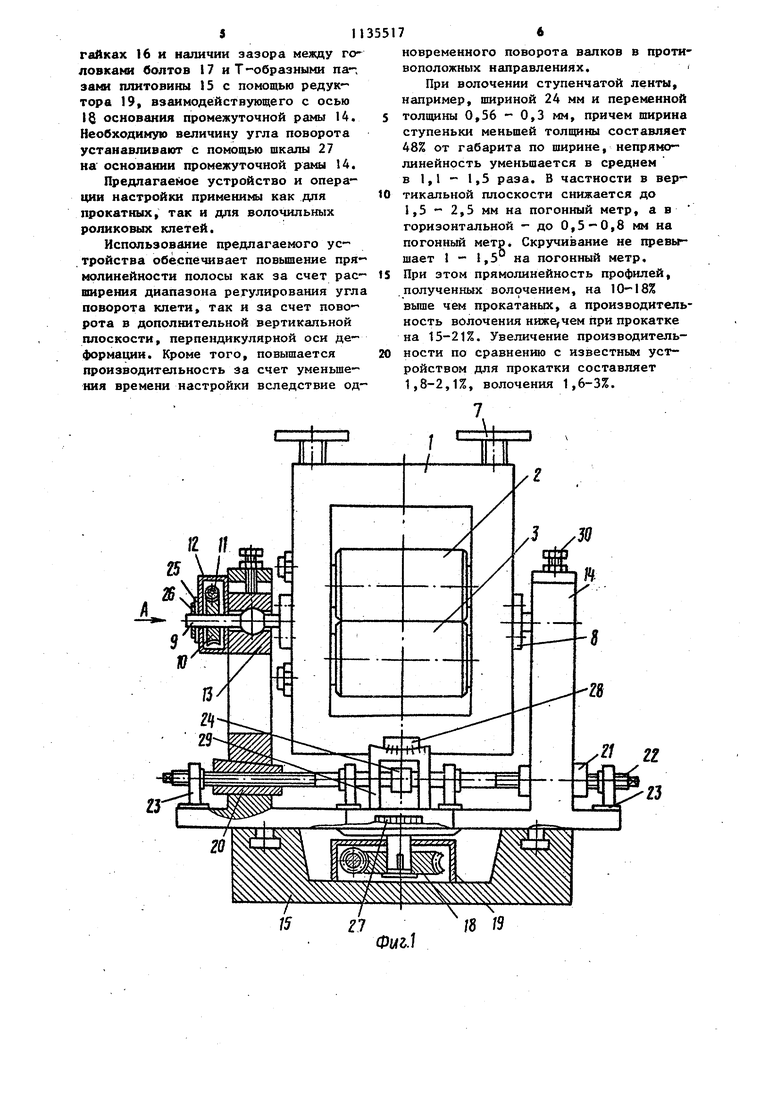
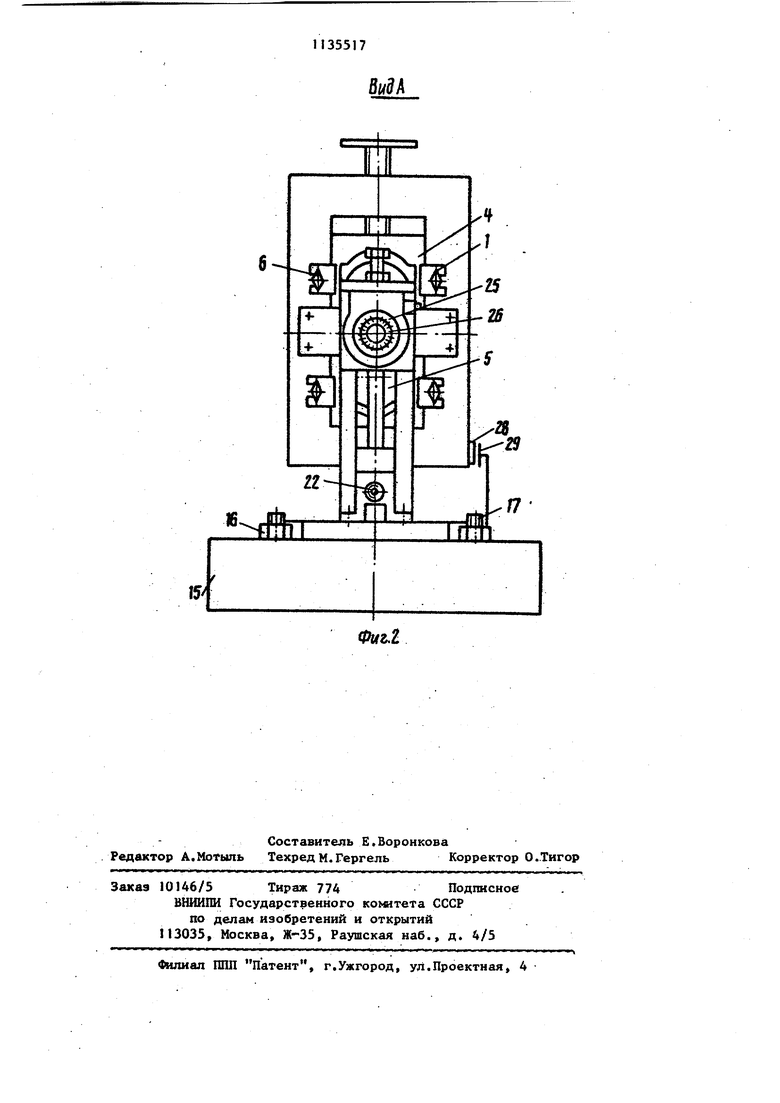
ро ел 111 Изобретение относится к волочильному и npOKaTHOhfy производству, в частности к роликовым клетям, пред назначенным для прозводства сортовых и листовых профилей. При прокате или волочении различных профилей, в частности фасонных профилей, различные условий трення в очаге деформации, структурная неод нородность материала, неравномерный коэффициент вытяжки по ширине калибра, различные по величине диаметры Гкатающие радиусы) рабочих валков и т.д. приводят к непрямолинейИости (изгибу и скручиванию) профиля, Известна роликовая клеть, включающая ролики различного диаметра, кинетически связанные между собой, За счет различного диаметра ролики получают различные окружные скороети, чем обеспечивается одновременность начала деформации по периметру калибра. Недостаток такой клети состоит в узком диапазоне регулирования прямолинейности полосы из-за ограничений в разности окружных скоростей валков с точки зрения их износа, калибровки и технологии, изготовления инстру мента, прочности и т.п. Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является роликовая клеть, содержащая станину со ср;едствами поворота в горизонтальной плос- кости и вертикальной плоскости, проходящей через ось деформации, установленную на плитовине и несущую подушки с роликами, механизмы осевой и радиальной регулировок роликов 2 В известном устройстве средства поворота станины в горизонтальной и вертикальной плоскостях выполнены Э виде размещенных между боковыми стенками плитовины и станины спаренных клиньев, один из ко/горых в каждой паре связан с приводным механизмом. Так как настройку клети для исклю чения непрямолинейности профиля про- изводят с помощью одного клинового устройства, то из-за наличия зазоров в кинематической цепи привода и погреш ности изготовления деталей поворот клети в горизонтальной плоскости при водит к изменению положения роликов в вертикальной плоскости, проходящей через ось дефомации, и наоборот. Огр 72 ничены по величине углы поворота и, кроме того, имеет место несовпадение оси поворота станины с роликами с осью калибра. Настройка угла поворота станины с роликами сложна и трудоемка, так как необходимо одновременно перемещать все четыре клина, что приводит к снижению производительности. Цель изобретения - повьппение прямолинейности полосы и повышение производительности путем сокращения времени на настройку клети. Указанная цель достигается тем, что в роликовой клети, содержащей станину со средствами поворота в горизонтальной плоскости и вертикальной плоскости, проходящей через ось деформации, установленную на плитовине и несущую подушки с роликами, механизмы осевой и радиальной регулировок роликов, средства поворота станины выполнею. в виде промеж точной рамы, основание которой установлено на плитовине с возможностью поворота в горизонтальной плоскости, при этом станина снабжена сферическими опорами, расположенными по обе стороны на горизонтальной оси клети в корпусах, опираю1дахся на основание промежуточной рамы через -клинья , размещенные в плоскости, перпендикулярной оси деформации. На фиг.1 изображена клеть с частичными разрезамиJ на фиг.2 - вид А на фиг.1. Роликовая клеть содержит станину 1, в прямоугольных расточках которой установлены ролики 2 и 3, смонтированные на подшипниках внутри поду- щек 4 и 5J В осевом направлении ролики 2 и 3 с подушками 4 и 5 перемещают с помощью устройства 6 осевой регулировки. Радиальное перемещение роликов 2 и 3 осуществляют посредством устройства 7 радиальной регулировки. На станине 1 клети по ее горизонтальной оси выполнены сферические опоры 8, расположенш 1е по обе стороны станины. По крайней мере одна из опор снабжена цилиндрическим хвостовиком 9, сопряженным с червячным колесом 10, входящим в зацепление с червяком 1. В свою очередь червяк 11 смонтирован в корпусе 12 редуктора, скрепленного с корпусом 13, в расточке которого установлена сферическая опора 8. Корпус 13 размещен в расточках промежуточной П-об- разной рамы 14 с возможностью пере- . мещения в плоскости, перпендикулярной оси деформации. Основание проме жуточной рамы 14 установлено на гши товине 15 и скреплено с ней при пом щи гаек 16 и болтов 17. Головки бол тов 17 взаимодействуют с кольцевыми Т-образными пазами плитовины 15. GOOCHO оси симметрии промежуточной рамы 14 смонтирована ось 18 с чер- колесом, входящим в зацепление с червяком редуктора 19, скреп. ленного с плитовиной 15. Корпусы 13, установленные в расточках промежуточной рамы 14, взаим действуют с клиньями 20 и 21, разме щенными в расточках промежуточной р мы 14 в плоскости, перпендикулярной оси диафрагмы. В клиньях 20 и 21 вы полнены резьбовые -отверстия, в кото рых смонтирован разъемный ходовой винт 22, снабженный опорами 23 и со динительной муфтой 24. Корпус редуктора 12, скрепленный с корпусом 13 сферической опоры 8, снабжен неподвижной шкалой 25, а цилиндрический хвостовик 9 - подвижной шкалой 26 угла поворота станины 1 в плоскости, проходящей через ось деформации. Величину угла поворота клети в горизонтальной плоскости определяют с помощью шкалы 27, установленной на основании промежуточной рамы 14, а в плоскости, перпендикулярной оси деформации - с помощью шкалы 28, закрепленной на станине . 1, и шкалы 29, закрепленной на основании промежуточной рамы 14. Болты 30 служат для выборки зазоров в цепи корпуса 13 - клинья 20 и 21. Настройку роликовой сети осуществляют следующим образом. Pai3Mep калибра, нарезанного на ро ликах, по высоте устанавливают путем изменения межцентрового расстояния между роликами 2 и 3 с помощью устройства 7 радиальной регулировки. В осевом направлении калибр настраивают посредством перемещения одного из роликов, например верхнего 2 , параллельно оси нижнего ролика 3 с помощью устройства 6 осевой регулировки. Эти две операции выполняют по известной последовательности и известными приемами. Непрямолинейность полосы уменьшается до требуемых значений путем поворота станины 1 с роликами 2 и 3 в горизонтальной и вертикальной плоскостях с целью обеспечения одновременности начала деформации по ширине калибра и длине очага деформации. В вертикальной плоскости роликовую клеть поворачивают с помощью червяка И, вращение от которого передается на червячное колесо 10, скрепленное со сферической опорой 8 станины 1 с прокатными роликами 2 и 3. Величину угла поворота определяют по шкалам 25 и 26. В вертикальной плоскости, перпендикулярной оси деформации, поворот клети осуществляют посредством клиньев 20 и 2I взаимодействующих через корпус 13 с установленными в нем сферическими опорами 8 со станиной 1 клети. При вращении ходового винта 22 за счет резьбового соединения с клиньями 20 и 21 последние синхронно перемещаются Ьараллельно осям роликов 2 и 3. При перемещении клиньев 20 и 21 влево расстояние от оси расточки корпуса 13 в правой стойке промежуточной рамы 14 до ее основания увеличивается, а аналогичное расстоя1ше в левой стойке уменьшается. При перемещении клиньев 20 и 21 вправо имеет место обратная зависимость изменения расстояний осей расточек корпусов 13 до основания промежуточной рамы 14. При этом болты 30 отвернуты и между их торцами и корпусами 13 существует зазор. По окончании регулировки болты 30 заворачивают для выборки зазоров в соединении клиньев 20 и 21 с корпусами 13. Соединительная муфта 24 служит для первоначальной натройки положения клиньев 20 и 21 и соответствия уровня прокатки уровню проводковых устройств, установленных вне главной линии стана, например загрузочному устройству, а также и для поворота клети. В последнем случае один из клиньев, например левый 20, -не меняет своего положения, а изменяется положение только одного из корпусов 13 при перемещении клина 21. Величину угла поворота определяют с помощью шкал 28 и 29 известного типа, например штангеншкал. В горизонтальной плоскости повоот клети производят при отпущенных
511
гайках 16 и наличии зазора между гсг ловками болтов 17 и Т-образными па-, зами плитовины 15 с помошью редук- тора 19, взаимодействующего с осью IQ основаиия промежуточной рамы 14. Необходимую величину угла поворота устанавливают с помощью шкапы 27 на основании промежуточной рамы 14.
Предлагаемое устройство и операции настройки применимы как для прокатных, так и для волочильных роликовых клеТей.
Использование предлагаемого устройства обеспечивает повьшение прямолинейности полосы как за счет расширения диапазона регулирования угла поворота клети, так и за счет поворота в дополнительной вертикальной плоскости, перпендикулярной оси деформации. Кроме того, повышается производительность за счет уменьшения времени настройки вследствие одновременного поворота валков в проти воположных направлениях.
При волочении ступенчатой ленты, например, шириной 24 мм и переменной толщины 0,56 - 0,3 мм, причем ширина ступеньки меньшей толщины составляет 48% от габарита по ширине, непрямо- линейность уменьшается в среднем в 1,1 - 1,5 раза. В частности в вертикальной плоскости снижается до 1,5 - 2,5 мм на погонный метр, а в горизонтальной - до 0,5 - 0,8 мм на погонный метр. Скручивание не превышает - 1,5 на погонный метр. При этом прямолинейность профилей, полученных волочением, на 10-18% выше чем прокатаных, а производительность волочения ниже,чем при прокатке на 15-21%. Увеличение производительности по сравнению с известным устройством для прокатки составляет 1,8-2,1%, волочения 1,6-3%.
б
0UZ.Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Роликовая клеть | 1985 |
|
SU1258525A1 |
| Рабочая клеть прокатного /роликового/ стана | 1984 |
|
SU1225625A1 |
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1440570A1 |
| Предварительно напряженная прокатная клеть | 1986 |
|
SU1389894A1 |
| Способ обжатия в валках | 1983 |
|
SU1135501A1 |
| Рабочая клеть для прокатки и волочения | 1987 |
|
SU1555001A1 |
| Рабочая клеть прокатного (роликового) стана | 1986 |
|
SU1357089A1 |
| Рабочая клеть для прокатки (волочения) | 1987 |
|
SU1447440A1 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1296247A1 |
| Рабочая клеть прокатного стана | 1986 |
|
SU1362515A1 |
РОЛИКОВАЯ КЛЕТЬ, содержащая станину со средствами поворота, в горизонтальной плоскости и вертикаль йой плоскости, проходящей через ось деформации, установленную на ппито вине и несущую подушки с роликами, MexaHH3N6 i осевой и радиальной регу- лировок роликов, отличающаяс я тем, что, с целью повьпнения прямолинейности полосы н повышения производительности путем сокращения времени на настройку клети, средства поворота станины выполнены в виде промежуточной piaMbi,основание которой установлено на плнтовине с возможностью поворота в горизонтальной, плоскости, при этом станина снабжена сферическими опорами, расположенными по обе стороны на горизонтальной оси клети в корпусах, опираю щихся на основание промежуточной рав мы через клинья, размещенные в плоскости, перпендикулярной оси деформации.
| I | |||
| Способ изготовления тонкостенных,пРЕиМущЕСТВЕННО НЕСиММЕТРичНыХпРОфилЕй | 1977 |
|
SU806174A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 1972 |
|
SU417793A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
