(Л
о:
оо со
О5
to
14)
Фиг.2
Изобретение относится к черной и цветной металлургии, а именно к конструкциям рабочих клетей для прокатки полосовых, сортовых и фасонных профилей, в том числе высокоточных, и является усовершенствованием клети по авт.св. № 1296247.
Цель изобретения - повышение производительности за счет снижения трудозатрат по радиальной настройке калибра, образованного валками неравного диаметра, путем стабилизации уровня прокатки.
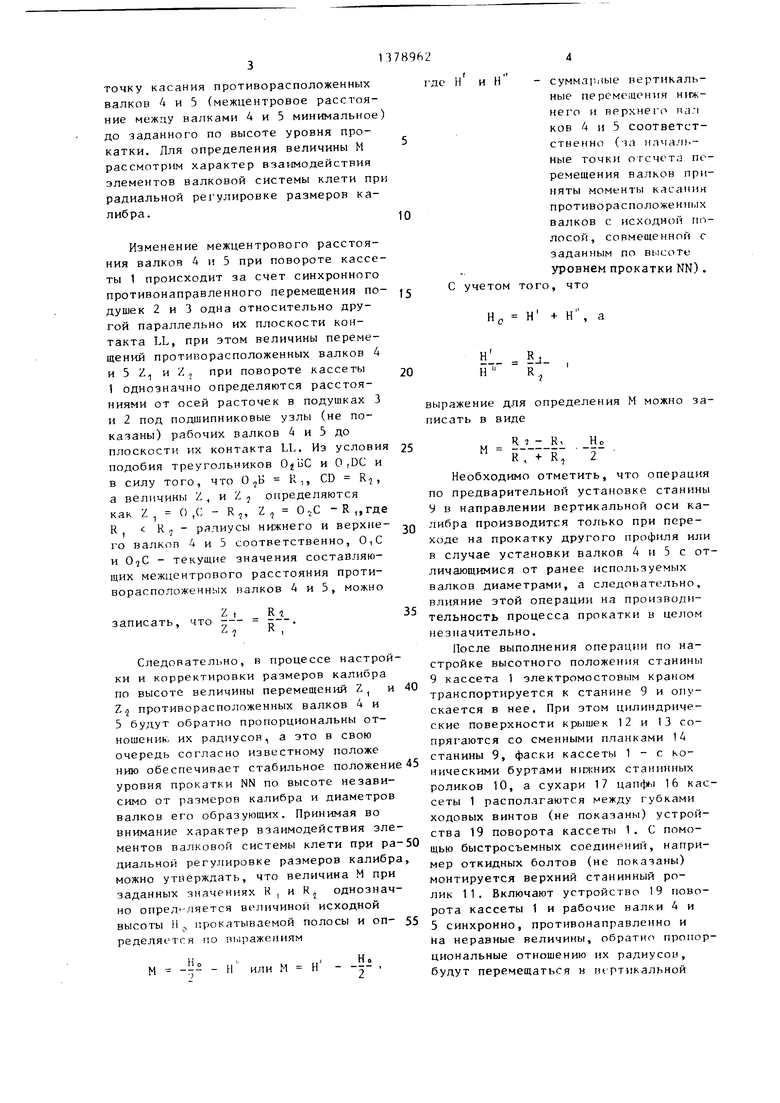
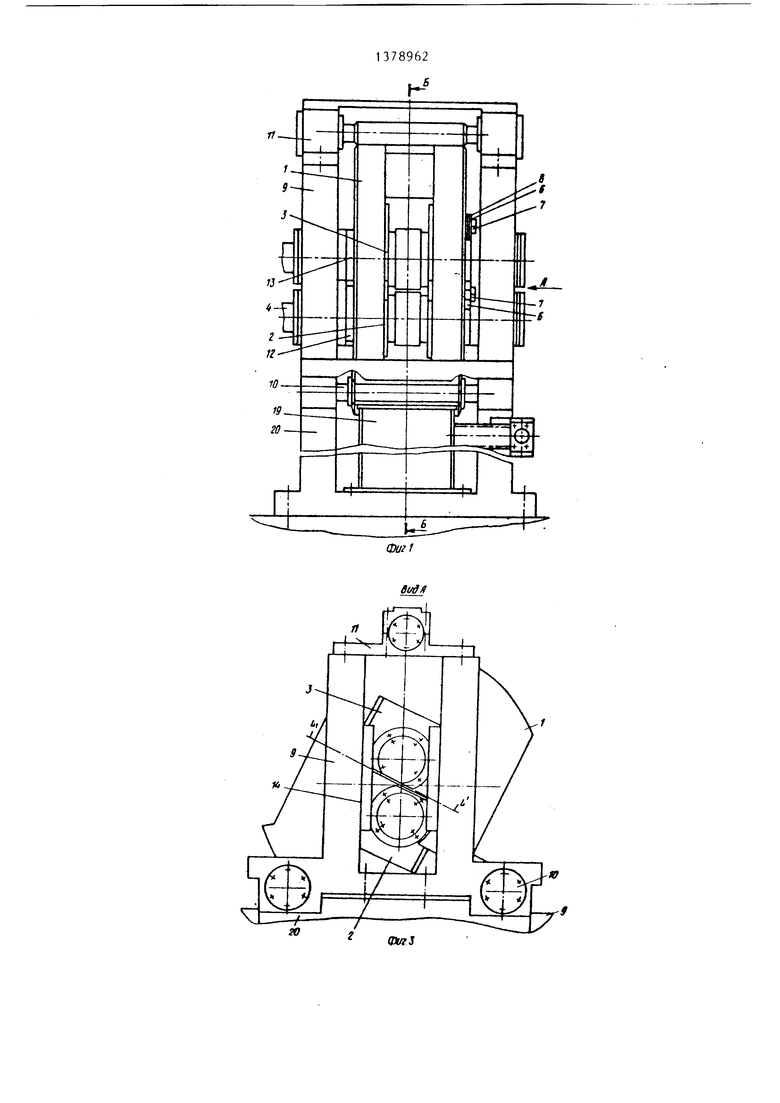
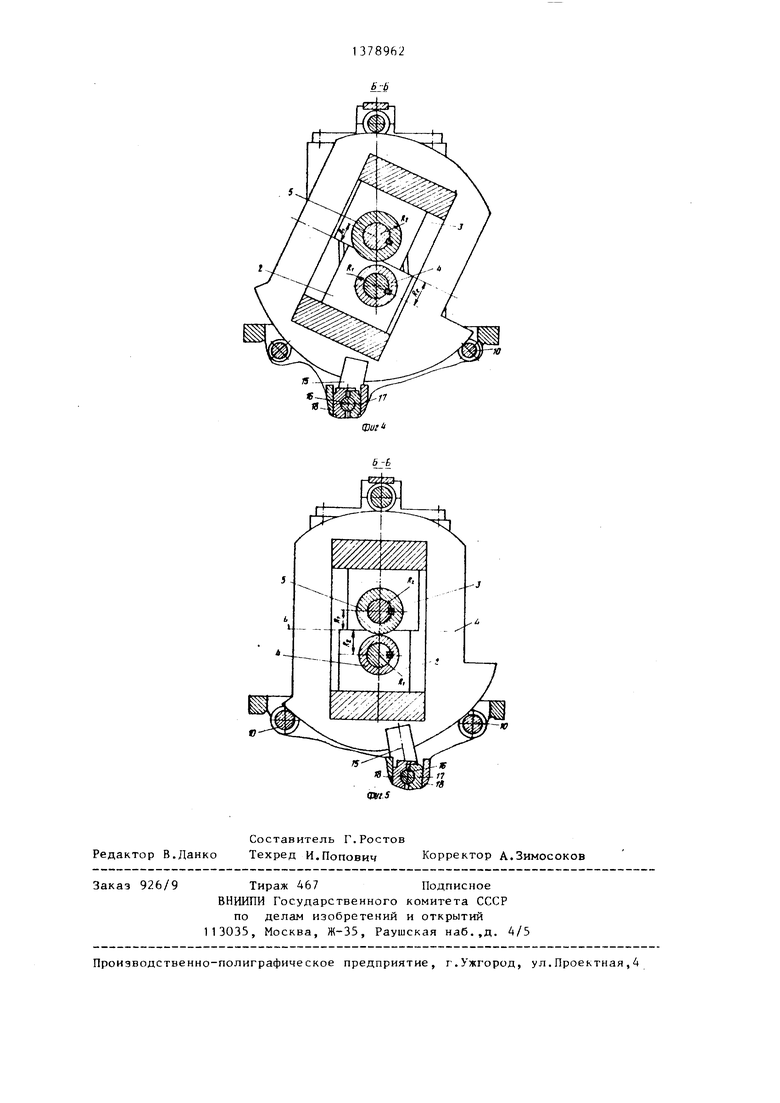
На фиг.1 дана рабочая клеть прокатного стана, вид по оси прокатки; на фиг.2 - схема настройки размеров калибра, образованного валками неравного диаметра; на фиг.З - вид А на фиг.1; на фиг.4 - разрез Б-Б на фиг.1, расстояние между осями валков максимальное; на фиг.З - то же, расстояние между осями валков минимальное .
Рабочая клеть прокатного стана со стоит из цилиндрической кассеты 1, в прямоугольных расточках которой смонтированы подушки 2 и 3 нижнего и верхнего рабочих валков 4 и 5. Высота комплекта подушек 2 и 3 равна высоте прямоугольной расточки кассеты 1, а ширина подушек 2 и 3 меньше ширины прямоугольной расточки кассеты 1. Расстояния от осей расточек в подушках 2 и 3 под подшипники (не показаны) рабочих валков 4 и 5 до плоскости их взаимного контакта выполнены равными радиусам противорасполо- женных валков.
Нижний рабочий валок 4 в осевом направлении жестко крепится к кассете 1 посредством, например, пленок 6 и болтов 7, а верхний рабочий валок 5 установлен в кассете 1 с возможностью регулируемого осевого перемещения с помощью, например, прокладок 8.
Кассета 1 в сборе с рабочими валками 4 и 5 размещена в станине 9 на станинных роликах 10 и 11 с возможно-50 стью поворота. Нижние станинные ролики постоянно закреплены на станине 9, а верхний ролик 11 крепится к ней посредством быстросъемных соединений, например откидных болтов (не показа- мы). Фиксация кассеты 1 в станине 9 от осевых перемещений обеспечивается коническими буртами, которыми снаб
0
5
0
5
0
5
0 З
жены ролики 10, сопрягающимися с фасками на наружных торцах кассеты 1.
Крышки 12 и 13 подшипниковых узлов подушек 2 и 3 снабжены цилиндрическими поверхностями, соосными осям расточек подушек 2 и 3 и контактирующими со сменными планками 14, смонтированными в стойках станины 9 с возможностью поворота,осевого и радиального перемещений.
К донной части кассеты 1 приварены проушины 15, в расточках которых смонтирована цапфа 16, при этом угол между линией, соединяющей центр расточек в проушинах 15 под цапфу 16 с осью вращения кассеты 1 и осью симметрии расточек в кассете 1,составляет половину угла полного (рабочего) угла поворота кассеты 1. На цапфе 1 6 с помощью болтов и гаек (не показаны) установлены сухари 17,кон- fактирующие с губками 18 ходовых винтов (не показаны) устройства 19 поворота кассеты 1 (привод устройства радиальной регулировки рабочих валков 4 и 5), смонтированного на плитовине 20.
Крепление станины 9 к плитовине 20 осуществляется шпильками и гайками (не показаны), а между нижними поверхностями лап станины 9 и сопрягающимися с ними поверхностями плито- вины 20 для предварительной установки центра тяжести калибра (нейтральной линии калибра) относительно заданного по высоте уровня прокатки смонтированы, например, резьбовые установочные элементы (не показаны) перемещения станины 9 в направлении вертикальной оси калибра.
Порядок настройки рабочей клети прокатного стана следующий.
Перед установкой кассеты 1 с рабочими валками 4 и 5, настроенными известным образом в осевом направлении посредством планок 6, болтов 7 и прокладок 8 на перевалочном стенде, станина 9 с помощью резьбовых установочных элементов (не показаны) перемещения станины 9 в направлении вертикальной оси калибра устанавливается таким образом, чтобы расстояние от плоскости контакта подушек 2 и 3 L L (LL) до заданного по высоте уровня прокатки NN было равно R .j - - R , -ь М, где М - расстояние от горизонтальной оси клети, параллельной оси прокатки и проходящей через
точку касания противорасположенных валков А и 5 (межцентровое расстояние между валками А и 5 минимальное до заданного по высоте уровня прокатки. Для определения величины М рассмотрим характер взаимодействия элементов валковой системы клети пр радиальной регулировке размеров калибра.
Изменение межцентрового расстояния валков 4 и 5 при повороте кассеты 1 происходит за счет синхронного противонаправленного перемещения подушек 2 и 3 одна относительно другой параллельно их плоскости контакта LL, при этом величины перемещений противорасположенных валков 4 и 5 Z и Zo при повороте кассеты 1 однозначно определяются расстояниями от осей расточек в подушках 3 и 2 под подшипниковые узлы (не показаны) рабочих валков 4 и 5 до плоскости их контакта LL. Из условия подобия треугольников 0{ьС и О,DC и
силу того, величины Z
что 0,Б RI, CD R,,
как Z
О,С и /5 определяются R,. Z , О.С - R ,,где и верхне2 1
RI R , - радиусы нижнего го валков 4 и 5 соответственно, и 07С - текущие значения составляющих межцентрового расстояния противорасположенных валков 4 и 5, можно
Z t что --
L -,
R R
Следовательно, в процессе настройки и корректировки размеров калибра по высоте величины перемещений Z и Z противорасположенных валков 4 и 5 будут обратно пропорциональны от- ношеник. их радиусов, а это в свою очередь согласно известному положе нию обеспечивает стабильное положение уровня прокатки NN по высоте независимо от размеров калибра и диаметров валков его образующих. Принимая во внимание характер взаимодействия элементов валковой системы клети при радиальной регулировке размеров калибра можно утверждать, что величина М при заданных значениях R , и Rj однозначно опред -ляется величиной исходной высоты Н прокатываемой полосы и оп- ределяется по выражениям
М
Н
или М
где Н и Н - cyMMaiiJibie вертикальные перемещения Hire- Hero и верхнего пал ков 4 и 5 соответст- ственно (за нпча.пь- ные точки отсчета перемещения валков приняты моменты касания противорасположенных валков с исходной полосой, совмещенной с заданным по высоте
уровнем прокатки NN). С учетом того, что
Н Н + н. а
20
Н
н
Rj
выражение для определения М можно записать в виде
25
30
35
40 е 45 50, 55
М
Но К , -ь R, 2 Необходимо отметить, что операция по предварительной установке станины 9 в направлении вертикальной оси калибра производится только при переходе на прокатку другого профиля или в случае установки валков 4 и 5 с отличающимися от ранее используемых валков диаметрами, а следовательно, влияние этой операции на производительность процесса прокатки в целом незначительно.
После выполнения операции по настройке высотного положения станины 9 кассета 1 электромостовым краном транспортируется к станине 9 и опускается в нее. При этом цилиндрические поверхности крышек 12 и 13 сопрягаются со сменными планками 14 станины 9, фаски кассеты 1 - с коническими буртами Н1га;них станинных роликов 10, а сухари 17 цапфы 16 кассеты 1 располагаются между губками ходовых винтов (не показаны) устройства 19 поворота кассеты 1. С помощью быстросъемных соединений, например откидных болтов (не показаны) монтируется верхний станинный ролик 11. Включают устройство 19 поворота кассеты 1 и рабочие валки 4 и 5 синхронно, противонаправленно и на неравные величины, обратись пропорциональные отношению их радиусои, будут перемещаться н ш ртикальной
плоскости no контактирующим с цилнн-- дрическ1ми поверхностями крышек 12 и 13 сменным планкам 14 станины 9 до установки заданных размеров калибра по высоте. Далее присоединяют к при-- водным концам валков 4 и 5 шпиндели и прокатывают настроечную полосу.При необходимости размеры калибра корректируются и приступают к прокатке всей партии.
С целью уменьшения парка подушек 2 и 3 при многономенклатурном производстве можно в расточках подушек 2
тальных валков 4 и 5 до плоскости контакта подушек 2 и 3 будет отличаться от рассмотренной наличием дополнительной, осуществляемой на перевалочном стенде операции по установке (повороту) заданного положения эксцентриковых втулок.
Положительный эффект состоит в по- вышении производительности путем снижения трудозатрат по настройке клети за счет одновременных перемещений противорасположенных валков и исклю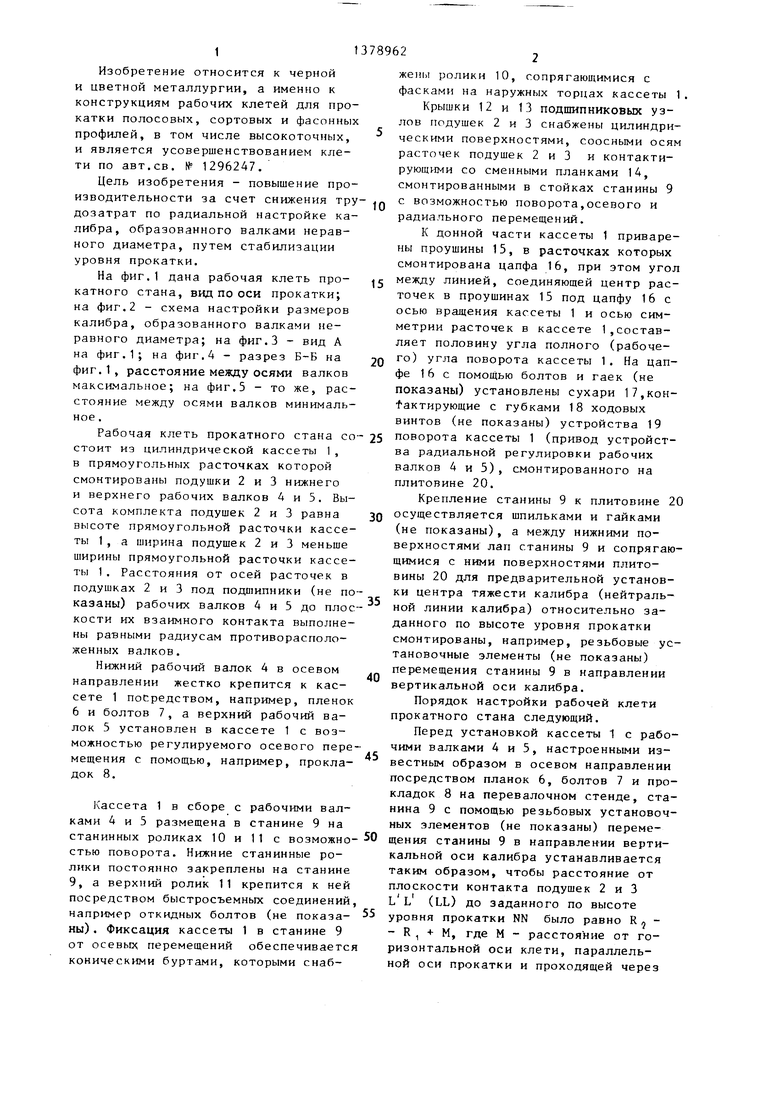

| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть прокатного (роликового) стана | 1986 |
|
SU1357089A1 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1296247A1 |
| Прокатный стан | 1987 |
|
SU1423195A1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| Прокатный стан | 1988 |
|
SU1600876A1 |
| Способ обжатия в валках | 1983 |
|
SU1135501A1 |
| Предварительно напряженная прокатная клеть | 1986 |
|
SU1389894A1 |
| Рабочая клеть прокатного /роликового/ стана | 1984 |
|
SU1225625A1 |
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1440570A1 |
| Рабочая валковая клеть | 1989 |
|
SU1687316A1 |
Изобретение относится к черной и цветной металлургии, а именно к конструкциям рабочих клетей для прокатки полосовых, сортовых и фасонных профилей, в том числе высокоточных. Целью дополнительного изобретения является повышение производительности за счет снижения трудозатрат по радиальной настройке калибра, образованного валками неравного диаметра путем стабилизации уровня прокатки. Величины перемещения Z и Z, при настройке валков 4 и 5 однозначно определяются расстояниями от осей расточек подушек до плоскости их контакта. Эти расстояния Z и Z обратно пропорциональны радиусам проти- ворасположеннык валков 4 и 5. Такое условие обеспечргвает стабильное положение уровня прокатки NN по высоте независимо от размеров калибра и диаметров образующих его валков. 5 ил. 
и 3 смонтировать эксцентриковые втул-«г чения обязательных при каждой корректировке размеров калибра операц по совмещению нейтральной линии ка либра (центра тяжести калибра) с з данным по высоте уровнем прокатки.
ки, жестко скрепленные с крышками 12 и 13, и снабдить их индивидуальными устройствами поворота и фиксации. В этом случае, например, внутренняя поверхность указанных эксцентриковых втулок служит для размещени подшипниковых узлов рабочих валков 4 и 5, а наружная поверхность сопрягается с расточками подушек 2 и 3. Дгчнное решение позволит на одном комплекте подушек 2 и 3 осуществлять прокатку с заданным законом перемещения противорасположенных валков 4 и 5 (за счет соответствующих регулировок расстояний от горизонтальных осей валков до плоскости контакта подушек 2 и 3 противорасположенных валков 5 и 4) для практически всех возможных сочетаний д-иаметров проти- Борасположенных валков 4 и 5, встречающихся при производстве профштей на типовом стане.
Последовательность операций по сборке и настройке клети при использовании эксцентриковых устройств установки расстояний от осей горизон
ректировке размеров калибра операций по совмещению нейтральной линии калибра (центра тяжести калибра) с заданным по высоте уровнем прокатки.
Изобретение использовано при разработке технического проекта рабочей клети, предназначенной для типовых участков прокатки для производства рациональных, в том числе высокоточных, заготовок деталей в условиях машиностроительных заводов.
Формула изобретения
Рабочая клеть прокатного стана по авт.св. № 1296247, о т л ич а ю - щ а я с я тем, что, с целью повышения производительности за счет снижения трудозатрат по радиальной настройке калибра, образованного валками неравного диаметра, путем стабилизации уровня прокатки, расстояния от плоскости контакта подушек валков до осей расточек в подушках выполнены равными радиусам противорасположенных валков.
rr
(Pias
,J
| Рабочая клеть прокатного стана | 1985 |
|
SU1296247A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
