Изобретение относится к цветной металлургии, в частности к электролитическому получению алюминия, а именно к конструкции катодного устройства алюминиевого электролизера, и может быть использовано на электролизерах всех типов.
Известна боковая футеровка электролизера, состоящая из угольных плит и теплоизоляционного огнеупора. - Справочник металлурга по цветным металлам. Производство алюминия. М.: Металлургия, 1971, с.203-206.
Недостатками данной боковой футеровки электролизера являются: невысокие прочность, надежность, малый срок службы.
В результате воздействия компонентов криолитоглиноземного расплава, на обращенных в сторону расплава боковых гранях угольных плит образуется шейка, которая, постоянно увеличиваясь, приводит к разрушению угольных плит. Такое разрушение угольных плит также приводит к разрушению боковой футеровки, к проникновению расплава к металлическому кожуху и к прорыву расплава из ванны электролизера.
Известна боковая футеровка алюминиевого электролизера в описании изобретения к патенту РФ № 2186880 МПК, 7 С 25 С 3/08, от 05.03.2001, авт. Громов Б.С., Пак Р.В., Ахмедов С.Н., опубл. 10.08.2002.
1. Боковая футеровка алюминиевого электролизера, состоящая из двух частей, выполненных из материала с различной стойкостью к содержащемуся в шахте электролизера расплава, из которых ее верхняя часть выполнена из плит из неметаллических тугоплавких соединений, имеющих повышенную стойкость, а нижняя часть - из соединенных между собой блоков из углеродсодержащего материала, имеющего пониженную стойкость, отличающаяся тем, что плиты из неметаллических тугоплавких соединений установлены в паз, выполненный в верхних гранях блоков из углеродсодержащего материала, и соединенные с блоками из углеродсодержащего материала клеящим или цементирующим раствором или заделкой указанного паза углеродсодержащим материалом.
2. Футеровка по п.1, отличающаяся тем, что плиты из неметаллических тугоплавких соединений установлены в два ряда с перевязкой швов.
3. Футеровка по п.2, отличающаяся тем, что плиты из неметаллических тугоплавких соединений первого и второго ряда соединены между собой клеящим раствором или цементирующим составом.
4. Футеровка по п.1 или 2, отличающаяся тем, что плиты из неметаллических тугоплавких соединений соединены между собой клеящим или цементирующим раствором.
Недостатки: невысокие прочность, надежность, малый срок службы.
Наличие горизонтального стыковочного шва между двумя частями футеровки по всему периметру боковой поверхности алюминиевого электролизера резко снижает надежность всей футеровки алюминиевого электролизера, поскольку такие стыковочные швы всегда подвержены более интенсивному проникновению в них компонентов криолитоглиноземного расплава, отсутствие целых литых блоков в углах алюминиевого электролизера повышает вероятность проникновения расплава к кожуху алюминиевого электролизера в угловых стыках футеровки, состоящей из двух частей, поскольку углы всегда испытывают повышенные механические нагрузки при работе алюминиевого электролизера.
Наиболее близким техническим решением является бортовая футеровка алюминиевого электролизера в авт. свидетельстве № 377419, МКИ С 22 D 3/02, опубл. бюл. № 18, 1973, авт. Романов В.Н., Цыплаков А.М.
1. Бортовая футеровка алюминиевого электролизера, изготовленная из углеродсодержащих материалов, отличающаяся тем, что, с целью удешевления футеровки и создания более рациональной формы шахты электролизера, она выполнена по высоте из материалов с различной стойкостью к расплаву, содержащемуся в шахте электролизера, при этом верхняя часть ее выполнена из материала с повышенной стойкостью, а нижняя часть - из материала с пониженной стойкостью.
2. Футеровка по п.1, отличающаяся тем, что для выполнения ее нижней части в качестве углеродсодержащего материала используют графитированные плиты.
3. Футеровка по п.1, отличающаяся тем, что для выполнения ее нижней части в качестве углеродсодержащего материала используют обожженные угольные блоки.
4. Футеровка по п.1, отличающаяся тем, что нижняя часть выполнена набивной из углеродсодержащей массы. Недостатки: невысокие прочность, надежность, малый срок службы. Наличие составных частей (верхней и нижней) боковой футеровки алюминиевого электролизера повышает вероятность проникновения компонентов криолитоглиноземного расплава через горизонтальные стыковочные швы к кожуху алюминиевого электролизера. Отсутствие целых литых угловых блоков в углах алюминиевого электролизера приводит к прорыву агрессивной расплавленной среды в угловых стыках боковой футеровки алюминиевого электролизера. Все это снижает надежность и срок службы всей футеровки алюминиевого электролизера.
Технический результат предлагаемого изобретения: повышение срока службы, прочности, надежности, экономия футеровочного материала, увеличение полезного объема алюминиевого электролизера, выхода готового алюминия.
Технический результат достигается за счет того, что боковая футеровка алюминиевого электролизера, состоящая из соединенных между собой элементов - плит и блоков, выполненных из неметаллических тугоплавких соединений, имеющих повышенную стойкость, с помощью торцевых граней в форме обратносимметричных выступов и углублений и клеящего или цементирующего раствора, отличающаяся тем, что плиты и блоки выполнены из неметаллического тугоплавкого соединения, имеющего повышенную стойкость - карбидкремния, причем в качестве блоков используются угловые блоки, выполненные в форме полосы толщиной 65 мм, длиной 650 мм, согнутой посередине вокруг продольной оси под углом 90°, грани которой расположены строго вертикально, а торцевые грани выполнены в форме обратносимметричных выступов и углублений, имеющих в сечении форму трапеции с основаниями 22 мм и 24 мм, высотой 8 мм, которые расположены также вертикально.
Достижение повышенной надежности и прочности, повышение срока службы обеспечивается тем, что боковая футеровка алюминиевого электролизера полностью выполнена из карбидкремниевых плит специальной конструкции, углы алюминиевого электролизера зафутерованы целыми литыми угловыми блоками, что позволяет полностью исключить стыковочные швы в углах алюминиевого электролизера, как наименее надежных элементах всей футеровки алюминиевого электролизера, а плоские поверхности боковых стенок алюминиевого электролизера футеруются карбидкремниевыми плитами, которые стыкуются между собой торцевыми гранями, представляющими собой обратносимметричные выступы и углубления. Аналогичные обратносимметричные выступы и углубления имеют и все четыре угловых блока, которые вместе с плитами при сборке футеровки в замкнутый контур по всей боковой поверхности алюминиевого электролизера с вертикальными стенками склеиваются специальным раствором для повышения гидростатического сопротивления проникновению в стыковочные швы компонентов криолитоглиноземного расплава, в результате чего увеличивается срок службы футеровки.
Заявляемое изобретение позволяет увеличить стойкость этой футеровки к содержащемуся в алюминиевом электролизере расплаву минимум в 1,5 раза, сэкономить футеровочный материал минимум на 15%, исключить стыковку плит в углах алюминиевого электролизера, как наиболее нагруженных и наименее надежных элементах боковой футеровки алюминиевого электролизера, особенно в период пуска алюминиевого электролизера и в начальный период его работы. Отличительной особенностью заявленного изобретения является то, что плиты и угловые блоки имеют на торцевых гранях обратносимметричные выступы и углубления в форме трапеции, поверхности которых смазываются специальным цементирующим раствором. Эти мероприятия приводят к повышению срока службы алюминиевого электролизера, устраняется протечка электролита.
Достижение вышеуказанного технического результата обеспечивается тем, что в конструкции боковой футеровки электролизера для производства алюминия применяются плиты и целые угловые блоки, позволяющие полностью исключить стыковку плит в углах алюминиевого электролизера, которые являются наименее надежными элементами боковой футеровки. Применение обратносимметричных выступов и углублений в форме трапеции на присоединительных гранях всех элементов боковой футеровки алюминиевого электролизера также способствует достижению вышеуказанного технического результата по увеличению стойкости боковой футеровки и является следующим существенным отличием предлагаемой боковой футеровки от прототипов. Применение боковой футеровки алюминиевого электролизера меньшей толщины позволяет без дополнительных затрат сэкономить количество футеровочного карбидкремниевого материала на 15%, увеличить полезный объем алюминиевого электролизера на 14% и, как следствие этого, увеличить выход готового алюминия на 14% с каждой плавки, что является дополнительным преимуществом и отличием предлагаемой боковой футеровки от аналогов. Таким образом, предлагаемая боковая футеровка алюминиевого электролизера соответствует критерию изобретения “новизна”.
Сравнение предлагаемого решения не только с прототипами, но и с другими техническими решениями в данной области техники показывает, что применение карбидкремниевых материалов для защиты боковых стенок электролизера для получения алюминия известно, но в данном случае за счет применения плит, угловых блоков и обратно симметричных выступов и углублений на присоединительных гранях всех элементов боковой футеровки алюминиевого электролизера, которые при сборке боковой футеровки алюминиевого электролизера склеиваются специальным раствором по поверхностям обратно симметричных выступов и углублений, позволяет повысить стойкость и увеличить срок службы боковой футеровки алюминиевого электролизера не менее чем в 1,5 раза. Вышеуказанные преимущества отсутствуют в аналогах.
Применение обратносимметричных выступов и углублений в поперечном сечении, выполненных в форме трапеции, значительно предпочтительнее имеющих форму квадрата, т.к. работающий периметр трапеции с верхним основанием 22 мм и высотой 8 мм в 1,3 раза больше работающего периметра квадрата со стороной 10 мм, что является дополнительным сопротивлением проникновению криолитоглиноземного расплава в стыковочные швы, тем самым обеспечивается значительное повышение надежности в работе всей боковой футеровки алюминиевого электролизера. Следовательно, заявляемое изобретение соответствует условию “технический уровень”.
Все указанные преимущества позволяют создать механически прочную зафутерованную поверхность, организовать мощный гарнисажный слой, защищающий поверхность футеровки от агрессивной расплавленной среды, позволяющий снизить магнитогидродинамический эффект в алюминиевом электролизере.
Таким образом, предлагаемое изобретение обладает признаками, позволяющими сделать вывод о его соответствии критерию “существенные отличия”.
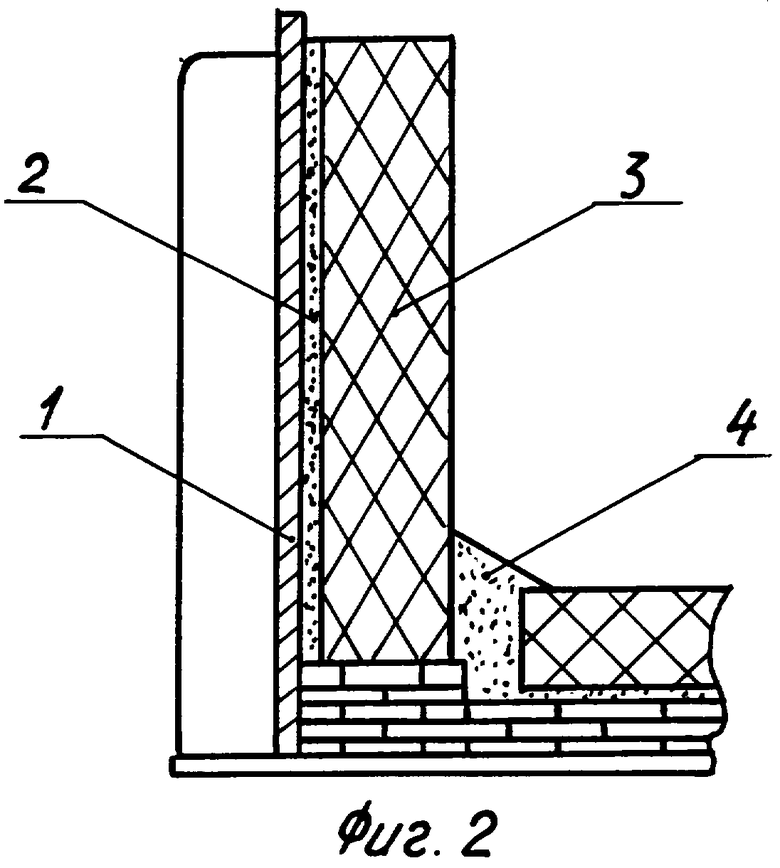
На фиг.1 изображен фрагмент боковой футеровки, вид сверху;
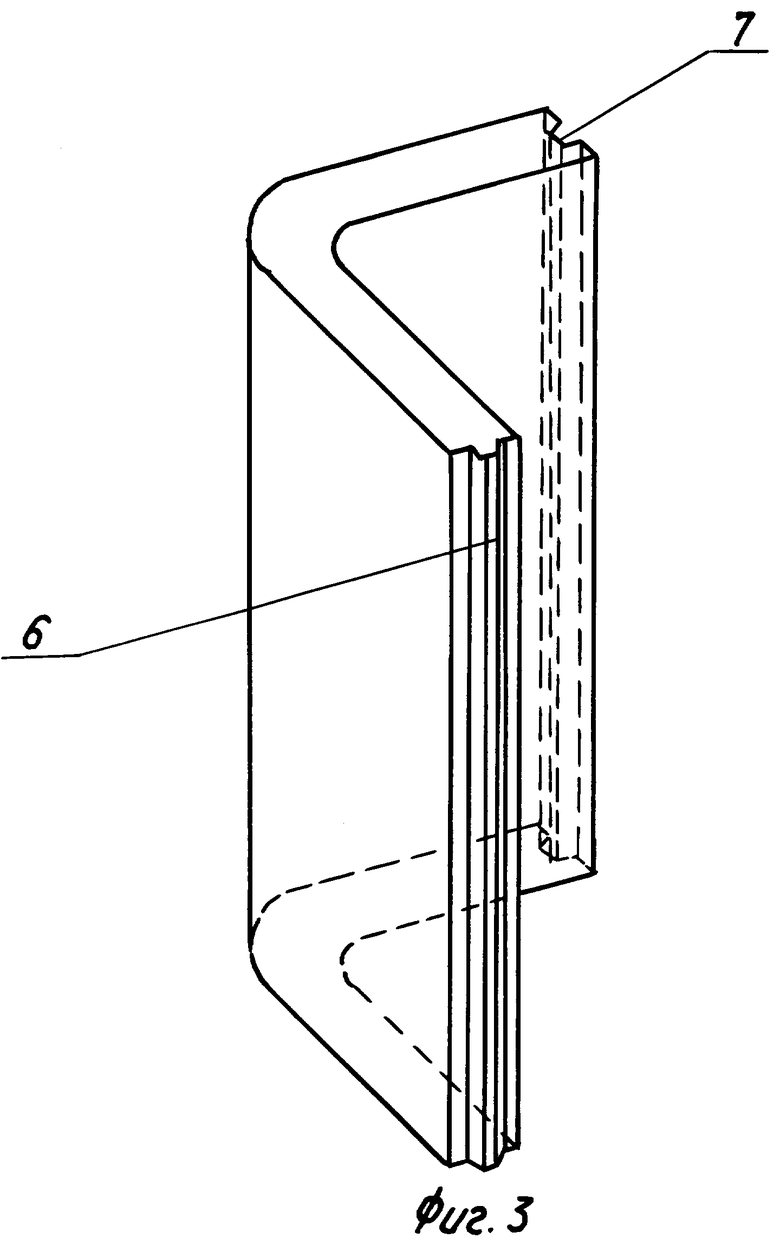
На фиг.2 изображено сечение А-А, поперечный разрез боковой футеровки.
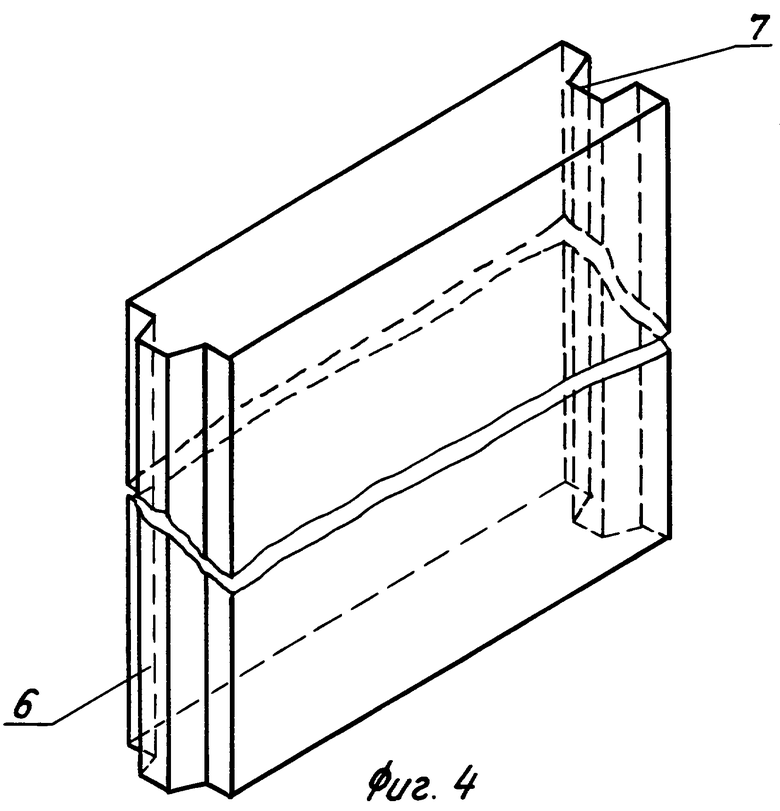
На фиг.3 изображен блок угловой в аксонометрии.
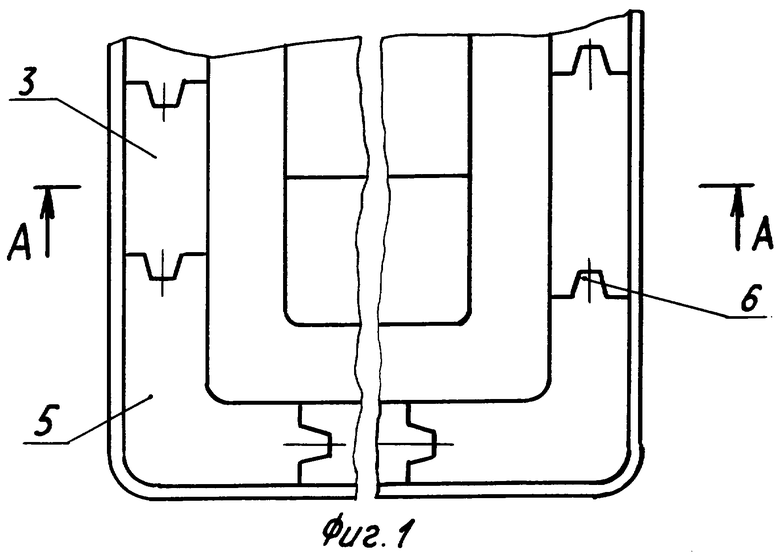
На фиг.4 изображена плита в аксонометрии.
Сущность изобретения
Боковая футеровка алюминиевого электролизера состоит из двух основных элементов: плита с размерами 650×360×65 3, угловой блок 5, которые укладываются по вертикальным стенкам корпуса алюминиевого электролизера 1, причем угловые блоки 5 выполнены в форме полосы толщиной 65 мм, длиной 650 мм, согнутой посередине вокруг продольной оси под углом 90° таким образом, что обе грани прямоугольной формы расположены строго вертикально, а обратносимметричные выступы 6 и углубления 7 на присоединительных гранях всех элементов выполнены также вертикально, при этом обратносимметричные выступы 6 и углубления 7 выполнены в виде вогнутых и выпуклых трапеций, с основанием 22 и 24 мм и высотой 8 мм.
Промышленная применимость
Монтаж боковой футеровки алюминиевого электролизера производится после установки подовых секций и выполнения кладки бровки, представляющей собой кладку шамотного кирпича вдоль стенок корпуса 1 алюминиевого электролизера. Монтаж элементов боковой футеровки электролизера начинается с установки угловых блоков 5 на бровку по углам алюминиевого электролизера. Затем после смазывания специальным цементирующим раствором поверхностей обратносимметричных выступов 6 и углублений 7 на присоединительных гранях всех элементов вышеуказанными плитами 3 забирается последовательно одна за другой все четыре стенки алюминиевого электролизера от одного углового блока 5 до другого, прижимая и подбивая при этом обратносимметричные выступы 6 и углубления 7 на присоединительных гранях всех элементов, начиная с первой плиты 3 к угловому блоку 5 и затем все последующие плиты к предыдущей. При этом выдавливание цементирующего раствора по всей длине обратносимметричных выступов 6 и углублений 7 на присоединительных гранях всех элементов является признаком заполнения зазоров между склеиваемыми поверхностями. Зазор 15 мм между элементами карбидкремниевой футеровки и корпусом 1 алюминиевого электролизера выдерживается при помощи деревянных клиньев. Затем после монтажа всей футеровки и схватывания цементирующего раствора последовательно снимаются клинья, и зазор забивается теплоизоляционной массой 2, которая должна обладать как минимум двумя свойствами: механической прочностью и низкой теплопроводностью. При такой установке карбидкремниевых угловых блоков 5 и плит 3 обеспечивается их надежная фиксация с угловыми блоками и между собой. Застывший цементирующий раствор препятствует проникновению в стыковочные швы компонентов криолитоглиноземного расплава. Завершающим этапом монтажа боковой футеровки алюминиевого электролизера является заполнение утрамбованной подовой массой 4 промежутка между боковой футеровкой и подиной алюминиевого электролизера. Подовая масса должна выполнять функцию барьера против проникновения электролита к подине алюминиевого электролизера.
| название | год | авторы | номер документа |
|---|---|---|---|
| БОКОВАЯ ФУТЕРОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2263162C2 |
| БОКОВАЯ ФУТЕРОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2001 |
|
RU2186880C1 |
| КАТОДНОЕ УСТРОЙСТВО ЭЛЕКТРОЛИЗЕРА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2006 |
|
RU2320782C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2239003C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2010 |
|
RU2458185C1 |
| БОКОВАЯ ФУТЕРОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1991 |
|
RU2072398C1 |
| АЛЮМИНИЕВЫЙ ЭЛЕКТРОЛИЗЕР С УТЕПЛЕННОЙ БОРТОВОЙ ФУТЕРОВКОЙ | 2019 |
|
RU2714565C1 |
| ФУТЕРОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ИНЕРТНЫМИ АНОДАМИ | 2012 |
|
RU2544727C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1996 |
|
RU2096531C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЯ ЭЛЕКТРОЛИЗОМ КРИОЛИТОГЛИНОЗЕМНЫХ РАСПЛАВОВ | 2020 |
|
RU2742633C1 |
Изобретение относится к цветной металлургии, в частности к электролитическому получению алюминия, и может быть использовано на электролизерах всех типов. Технический результат заключается в повышении срока службы и надежности футеровки, экономии футеровочного материала, увеличении полезного объема электролизера, выхода готового алюминия. Технический результат достигается за счет того, что боковая футеровка содержит соединенные между собой элементы – плиты и блоки, выполненные из неметаллических тугоплавких соединений, имеющих повышенную стойкость, с помощью торцевых граней в форме обратносимметричных выступов и углублений и клеящего или цементирующего раствора. Плиты и блоки выполнены из карбида кремния. В качестве блоков использованы угловые блоки, выполненные в форме полосы толщиной 65 мм, длиной 650 мм, согнутой посередине вокруг продольной оси под углом 90°, боковые грани которой расположены строго вертикально. Торцевые грани выполнены в форме обратносимметричных выступов и углублений, имеющих в сечении форму трапеции с основаниями 22 мм и 24 мм, высотой 8 мм, которые расположены также вертикально. 4 ил.
Боковая футеровка алюминиевого электролизера, состоящая из соединенных между собой элементов - плит и блоков, выполненных из неметаллических тугоплавких соединений, имеющих повышенную стойкость, с помощью торцевых граней в форме обратносимметричных выступов и углублений и клеящего или цементирующего раствора, отличающаяся тем, что плиты и блоки выполнены из неметаллического тугоплавкого соединения, имеющего повышенную стойкость, – карбида кремния, причем в качестве блоков использованы угловые блоки, выполненные в форме полосы толщиной 65 мм, длиной 650 мм, согнутой посередине вокруг продольной оси под углом 90°, боковые грани которой расположены строго вертикально, а торцевые грани выполнены в форме обратносимметричных выступов и углублений, имеющих в сечении форму трапеции с основаниями 22 мм и 24 мм, высотой 8 мм, которые расположены также вертикально.
| БОРТОВАЯ ФУТЕРОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 0 |
|
SU377419A1 |

