Изобретение относится к области обработки металлов давлением и, в частности к процессам закрепления труб в трубных решетках теплообменных аппаратов с использованием эффекта локализованного направленного пластического деформирования материала трубы.
Известен способ закрепления труб в трубных решетках, при котором на внешней поверхности концов трубы формируют кольцевые выступы, устанавливают ее в решетку с отверстиями, имеющими кольцевые выемки прямоугольного поперечного сечения, обеспечивая совпадение выступов и выемок, фиксируют трубу от возможного осевого перемещения с последующим ее закреплением в решетке путем приложения осевого сжимающего усилия со стороны внутренней поверхности трубы (см. а.с. N 265060, МПК B 21 D 39/06, 1968 г.).
К главному недостатку известного способа закрепления труб в трубных решетках следует отнести наличие на концах трубы кольцевых выступов прямоугольного поперечного сечения, что обуславливает их небольшие геометрические размеры и, как следствие, закрепление трубы в решетке осуществляют свободным заполнением объемов кольцевых канавок материалом трубы, последнее не гарантирует требуемой герметичности вальцовочного соединения.
Известен также способ закрепления труб в трубных решетках, включающий выполнение на внешних поверхностях концов труб кольцевых выступов трапециевидного поперечного сечения, установку трубы в трубное отверстие, имеющее кольцевые канавки прямоугольного сечения, совмещение кольцевых выступов на трубе с кольцевыми канавками трубного отверстия, фиксацию трубы от возможного перемещения с последующим ее закреплением в трубной решетке посредством приложения сжимающего усилия на внутреннюю поверхность трубы (RU, N 2078636 C1, 10.05.97, B 21 D 39/06 - прототип).
Недостатком известного способа является возможность не полного воспроизведения геометрических размеров внутреннего кольцевого выступа для отдельных марок сталей, например, стали марки Х18Н10Т, что может снижать характеристики прочности и плотности соединений трубы с трубной решеткой.
Задачей изобретения является разработка такого способа закрепления труб в трубных решетках, который бы обеспечивал полное воспроизведение геометрических размеров внутреннего кольцевого выступа и гарантировал бы повышенные характеристики прочности и плотности соединений трубы с трубной решеткой.
Технический результат достигается тем, что в способе закрепления труб в трубных решетках, включающем выполнение на внешних поверхностях концов труб кольцевых выступов трапециевидного поперечного сечения, установку трубы в трубное отверстие, имеющее кольцевые канавки прямоугольного сечения, совмещение кольцевых выступов на трубе с кольцевыми канавками трубного отверстия, фиксацию трубы от возможного перемещения с последующим ее закреплением в трубной решетке посредством приложения сжимающего усилия на внутреннюю поверхность трубы, согласно изобретению предварительно конец трубы обжимают и одновременно с выполнением внешних кольцевых выступов формируют внутренние кольцевые утолщения, после чего осуществляют калибровку внешних кольцевых выступов осевым сдвигом внутренних кольцевых утолщений.
Осуществление предлагаемого способа закрепления труб в трубных решетках позволяет получать соединения трубы с трубной решеткой, обладающих повышенными характеристиками прочности и плотности для любых марок сталей.
Это объясняется тем, что с профилированием внешней поверхности конца трубы одновременно выполняют внутренние кольцевые утолщения, размещая внутренние кольцевые выступы напротив внешних кольцевых выступов. После чего, осуществляя обратный холостой ход органа машины, выполняют операцию калибровки отштампованных внешних кольцевых выступов за счет радиального давления, прикладываемого к внутренней поверхности трубы в процессе осевого сдвига внутренних кольцевых выступов. Таким образом, формирование внешних кольцевых выступов на концах трубы дополняется операциями калибровки и зачистки внутренней поверхности трубы от ржавчины.
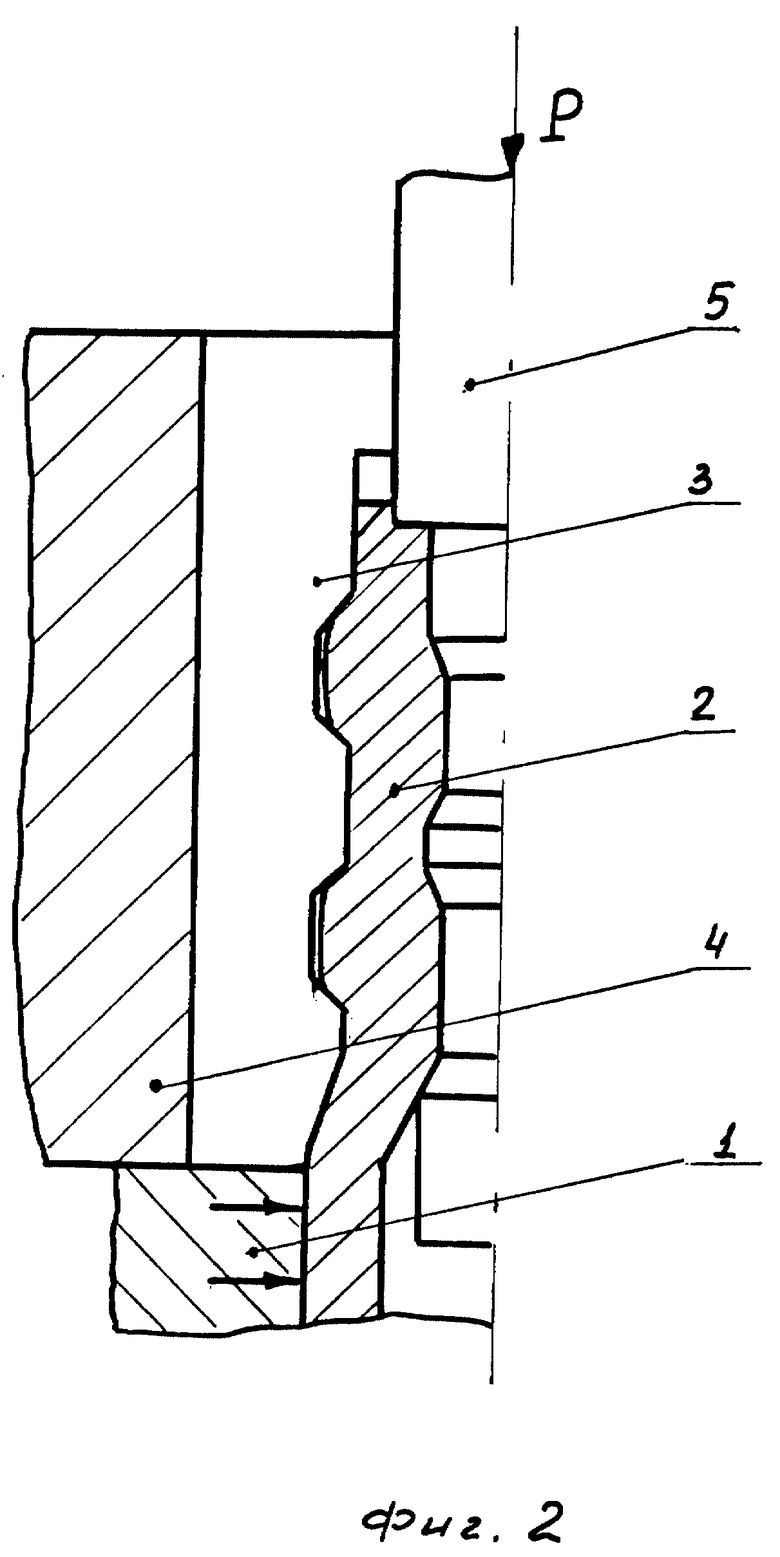
Сущность изобретения поясняется чертежами, где на фиг. 1 показано исходное положение технологической оснастки и конца трубы перед выполнением операции формирования внешних и внутренних кольцевых выступов; на фиг. 2 - стадия окончания процесса формирования кольцевых выступов на внешней и внутренней поверхностях; на фиг. 3 - стадия калибровки внешних кольцевых выступов в процессе осевого сдвига внутренних кольцевых выступов.
Через отверстие прижима 1 (в его нерабочем состоянии) устанавливают предварительно обжатую трубу 2 (фиг. 1) таким образом, что ее торец располагается на некотором расстоянии от поверхности прижима 1. На выступающем конце трубы 2 размещают разрезную по образующей матрицу 3, имеющую в рабочей полости две кольцевые канавки трапециевидного поперечного сечения. Удержанию матрицы 3 на торце трубы 2 способствует наличие на внешнем торце матрицы 3 кольцевого буртика с диаметром сквозного отверстия меньшим, чем диаметр трубы 2. В связи с тем, что длина выступающего конца трубы 2 превышает длину матрицы 3, то между поверхностью обоймы 1 и внутренним торцем матрицы 3 наблюдается некоторый зазор, что позволяет именовать такую матрицу, как "плавающую". На внешней поверхности матрицы 3 устанавливают обойму 4, обеспечивая достаточную жесткость матрице 3. В отверстии трубы 2 размещают ступенчатый пуансон 5, имеющий на малой ступени две кольцевые выемки, располагаемые напротив кольцевых канавок матрицы 3.
Внешняя поверхность конца трубы предварительно зачищается до металлического блеска, а перед установкой трубы 2 на рабочие поверхности технологической оснастки наносится смазка. После чего прижимом 1 фиксируют трубу 2 от возможного осевого перемещения.
Прикладывая осевое сжимающее усилие к торцу пуансона 5 (фиг. 2), вызывают пластическую деформацию материала трубы 2, последовательно реализуя операции раздачи диаметра отверстия трубы 2 до касания ее внешней поверхности полости матрицы 3, прямое выдавливание материала трубы 2 во внешнюю кольцевую канавку матрицы 3 и внутреннюю кольцевую выемку малой ступени пуансона 5, обжим трубы 2 с выдавливанием ее материала во внутреннюю кольцевую канавку матрицы 3 и внешнюю кольцевую выемку малой ступени пуансона 5 (что вызывает устранение зазора между внутренним торцем матрицы 3 и торцем обоймы 1) и, наконец, некоторое прямое выдавливание материала трубы 2 с формированием на ее торце кольцевого углубления.
Затем совершают удаление пуансона 5 из отверстия трубы 3 (фиг. 3). Для чего прикладывают осевое усилие в направлении от технологической оснастки, закрепив последнюю от возможного перемещения. Удалению пуансона 5 препятствуют внутренние утолщения на трубе 2 и силы трения на контактных поверхностях трубы 2 с пуансоном 5. Перемещение пуансона 5 в направлении прикладываемого усилия достигается в условиях пластического сдвига внутренних утолщений трубы 2 относительно ее внутренней поверхности, определяемой геометрическими размерами большего диаметра малой ступени пуансона 5. Пластический сдвиг материала трубы 2 осуществляет калибровку ее внешних кольцевых выступов. Одновременно с извлечением пуансона 5 из отверстия трубы 2 производят зачистку внутренней поверхности трубы от ржавчины и возможных дефектов в ее исходном состоянии.
Описанные операции выполняют на втором конце трубы 2. После чего производят закрепление трубы 2 в отверстии трубной решетки согласно технологии, описанной в патенте РФ N 2078636, принятого за прототип.
Опытно-промышленная проверка разработанного способа прошла при закреплении стальных (сталь 20) труб с профилированными внешними законцовками в трубных решетках из стали Ст. 3. Исходные геометрические размеры трубы составляли: внешний диаметр - 25 мм, толщина стенки - 2,5 мм. Высота кольцевых выступов равнялась 0,5 мм, их большое основание - 4,0 мм, малое основание - 2,0 мм. Расстояние между выступами - 10,5 мм.
Технологическая оснастка изготавливалась из инструментальной стали У8А с твердостью HRC после закалки не менее 56 единиц и точностью исполнительных размеров по 7-му квалитету. Трапециевидные кольцевые канавки в матрице технологической оснастки выполняли со следующими геометрическими размерами: малым основанием - 2 мм; большим основанием - 4 мм; глубиной - 0,5 мм. На малой ступени пуансона выполнялись кольцевые трапециевидные выемки с размерами: глубиной - 0,15 мм, малым основанием - 4 мм, большим основанием - 6 мм.
Формирование кольцевых выступов на трубе проводилось на специальной гидравлической машине при усилиях, не превышающих 5 МН, что обеспечивало полное воспроизведение требуемых геометрических размеров кольцевых выступов трапециевидного поперечного сечения.
Закрепление труб в трубных решетках производилось на стенде фирмы "Индреско" (США) вальцовками отечественного производства.
Установлено, что операция формирования внешних кольцевых выступов трапециевидного поперечного сечения в сочетании с операцией их калибровки обеспечивает гарантированные технологической оснасткой геометрические размеры, стабильность их исполнения для любых сталей и сплавов. Испытаниями на выдавливание трубы из трубной решетки установлено, что деформирующее трубу усилие на стадии калибровки кольцевых выступов составляет от 0,15 - 0,18 МН.
Плотность соединений обеспечивало 100% их пригодность требованиям производства.
Изобретение применимо при изготовлении трубных пучков теплообменных аппаратов нефтеперерабатывающей, нефтехимической, газовой и других отраслей промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1998 |
|
RU2156669C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2163850C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ | 1999 |
|
RU2163851C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2164189C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1998 |
|
RU2162022C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2173232C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1998 |
|
RU2159689C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2164835C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2169630C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1998 |
|
RU2162023C2 |

Изобретение относится к обработке металлов давлением, в частности к процессам закрепления труб в трубных решетках теплообменных аппаратов с использованием эффекта локализованного направленного пластического деформирования материала трубы. Способ закрепления труб в трубных решетках включает выполнение на внешних поверхностях концов труб кольцевых выступов трапециевидного поперечного сечения, установку трубы в трубное отверстие, имеющее кольцевые канавки прямоугольного сечения, совмещение кольцевых выступов на трубе с кольцевыми канавками трубного отверстия, фиксацию трубы от возможного перемещения с последующим ее закреплением в трубной решетке посредством приложения сжимающего усилия на внутреннюю поверхность трубы. Предварительно конец трубы обжимают и одновременно с выполнением внешних кольцевых выступов формируют внутренние кольцевые утолщения. После этого осуществляют калибровку внешних кольцевых выступов осевым сдвигом внутренних кольцевых утолщений. Техническим результатом изобретения является обеспечение гарантированных технологической оснасткой геометрических размеров стабильности их исполнения для любых сталей и сплавов. 3 ил.
Способ закрепления труб в трубных решетках, включающий выполнение на внешних поверхностях концов труб кольцевых выступов трапециевидного поперечного сечения, установку трубы в трубное отверстие, имеющее кольцевые канавки прямоугольного сечения, совмещение кольцевых выступов на трубе с кольцевыми канавками трубного отверстия, фиксацию трубы от возможного перемещения с последующим ее закреплением в трубной решетке посредством приложения сжимающего усилия на внутреннюю поверхность трубы, отличающийся тем, что предварительно конец трубы обжимают и одновременно с выполнением внешних кольцевых выступов формируют внутренние кольцевые утолщения, после чего осуществляют калибровку внешних кольцевых выступов осевым сдвигом внутренних кольцевых утолщений.
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНОЙ РЕШЕТКЕ | 1995 |
|
RU2078636C1 |
| СОЕДИНЕНИЕ ТРУБНОЙ ДОСКИ С ЗАВАЛЬЦОВАННОЙ | 0 |
|
SU265060A1 |
| СВАРНОЕ СОЕДИНЕНИЕ ТРУБЫ С ТРУБНОЙ ДОСКОЙ | 1972 |
|
SU427813A1 |
| 0 |
|
SU247945A1 |

