Изобретение относится к способам закрепления труб в отверстиях трубной решетки и может быть использова но в энергетическом и химическом машиностроении.
Цель изобретения - повьпиение надежности соединения.
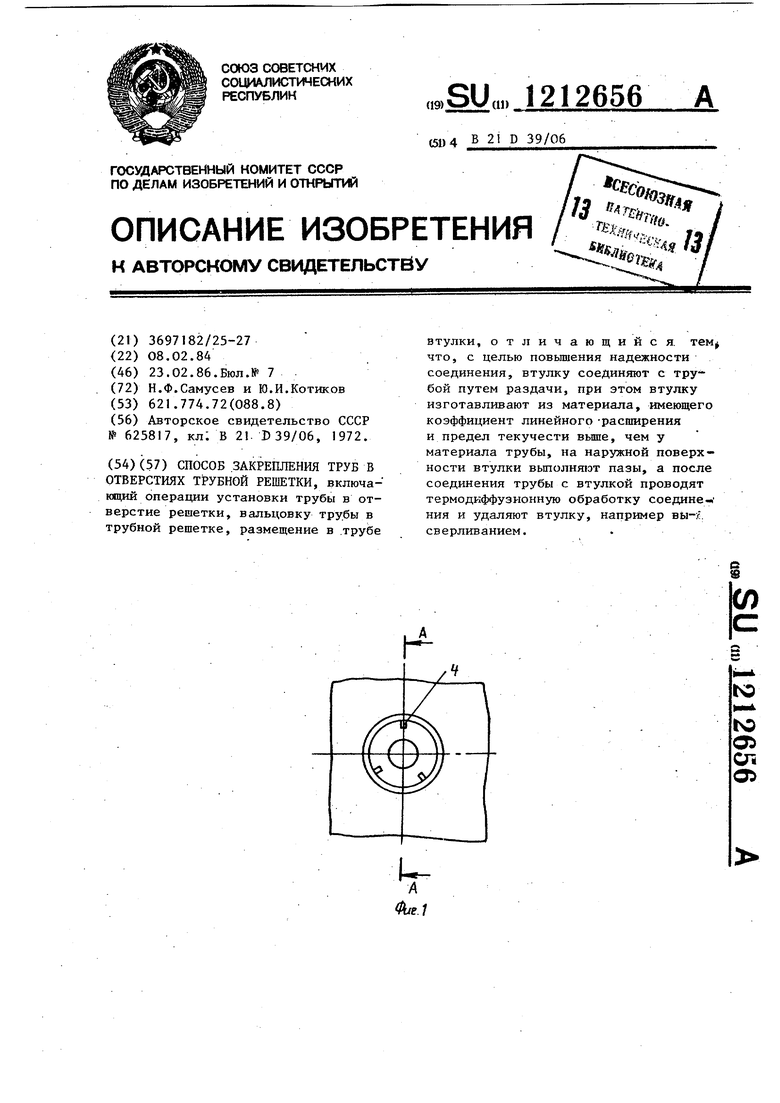
На фиг.1 показано соединение, вид с торца; на фиг.2 - разрез А-А на .фцг. 1 .
Соединение состоит из трубной решетки 1 с развальцованными в ней трупами 2 и втулками 5 с пазами 4 по наружной поверхности втулки 3.
Способ закрепления труб 2 в отверстиях решетки 1 заключается в том, что каждую трубу устанавливают в отверстие решетки, предварительно развальцовьшают, затем вставляют втулку 3, на наружной поверхности которой вьтолнены пазы 4. Материал втулки обладает коэффициен том линейного расширения и пределом текучести более высоким, чем у материала трубы. Затем втулку разваль цовьгоают совместно с трубой, проводят термодиффузионную обработку, после чего втулку удаляют, например, высверливанием. Пазы на поверхности втулки дают возможность использовать сверло меньшего диаметра, чем наружный диаметр втулки и за счет этого не касаться трубы.
15
212656
Применение втулок из материала с указанными выше свойствами позволя-- ет создать давление в соединении в процессе термодиффузионной обработ- 5 ки, что увеличивает прочность соединения.
Пример. Заделка труб диаметром ,5 мм из стали IOX2M в трубные решетки толщиной .185 мм из стали «О IOX2M.;
В трубы 2, развальцованные в трубной решетке 1 взрьюом, вставляют втулки 3 из стали ЭЙ 481 с тремя продольными пазами 4U),5«0,5 мм) по образующей поверхности на всю длину запрессованного участка (170 мм) наружным диаметром 11,3 ° мм и отверстием 0/5, мм и раздают их взрьюом до устранения зазоров между втулкой и трубой. Сборку подвергают высокому отпуску при 710- 730 С в течение 6 ч в вакууме или атмосфере инертного газа (аргона).
После диффузионной обработки втулки удаляют высверливанием сверлом диаметром 10,6-10,8 мм.
Образовавшееся диффузионное схва- тьшание металла трубы в трубной решетке по всей толщине трубной 30 решетки обеспечивает высокую прочность и герметичность соединения на весь период эксплуатации теплообмен- ннка.
20
25
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2164835C2 |
| СПОСОБ КРЕПЛЕНИЯ КОНЦОВ ТОНКОСТЕННЫХ ТРУБ В ОТВЕРСТИЯХ ТРУБНЫХ РЕШЕТОК | 1994 |
|
RU2117544C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2196657C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2177854C2 |
| Устройство для предохранения отвер-СТий и РАзВАльцОВАННыХ ТРуб B ТРубНОйдОСКЕ | 1979 |
|
SU829265A1 |
| СПОСОБ УДАЛЕНИЯ ТРУБ ИЗ ТРУБНЫХ РЕШЕТОК | 1996 |
|
RU2131083C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2173231C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ ТЕПЛООБМЕННЫХ АППАРАТОВ И ИНСТРУМЕНТ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2021 |
|
RU2776894C1 |
| Выколотка для удаления развальцованных дефектных труб | 1977 |
|
SU713679A1 |
| СПОСОБ УДАЛЕНИЯ ТРУБ ИЗ ТРУБНЫХ РЕШЕТОК | 1996 |
|
RU2131082C1 |
У//////////////////////7/7/
%%/:%Ж :
ВНИИПИ .Заказ 696/17 Тираж 783 Подписное ФИЛИАЛ ШШ Патеят, г.Ужгород, ул.Проектная, 4
Фиг.2.
| Способ соединения труб с трубными досками теплообменных аппаратов | 1972 |
|
SU625817A1 |
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
