Изобретение относится к области обработки металлов давлением, и в частности к процессам закрепления труб в трубных решетках теплообменных аппаратов с использованием эффекта локализованного направленного пластического деформирования материала трубы.
Известен способ закрепления труб в трубных решетках, включающий установку одним концом теплообменной трубы в трубное отверстие, фиксацию ее от возможного перемещения, приварку торца трубы к лицевой поверхности трубной решетки с последующим закреплением трубы в отверстии трубной решетки путем приложения сжимающего усилия на ее внутреннюю поверхность (см. Дорошенко П. А. Технология производства судовых парогенераторов и теплообменных аппаратов. Л.: Судостроение, 1972, 143 с).
К главному недостатку известного способа закрепления труб в трубных решетках следует отнести повышенную стоимость производства комбинированных соединений. Кроме того, последние имеют определенное ограничение по использованию, так как не все материалы, образующие пары соединяемых элементов, являются свариваемыми.,
Известен также способ закрепления труб в трубных решетках, включающий профилирование концов трубы с образованием законцовок, содержащих нагружаемые опорные участки и переходные конические участки между ними, установку одной из законцовок в трубное отверстие, имеющее кольцевую канавку с треугольным поперечным сечением, фиксацию трубы от возможного перемещения и последующее ее закрепление в трубном отверстии путем приложения сжимающего усилия на внутреннюю поверхность нагружаемого участка законцовки (см. RU 2160175 С 2, 10.12.1998, В 21 D 39/06 - прототип).
Недостатком известного способа является то, что при его реализации не обеспечивается поперечный сдвиг переходного конического участка относительно внешней кромки кольцевой канавки. Последний является резервом в формировании повышенных служебных характеристик продольно-прессового закрепления труб в трубных решетках.
Задачей изобретения является разработка такого способа закрепления труб в трубных решетках, который бы позволял выполнять неразъемные соединения, обеспечивая поперечный сдвиг переходного конического участка относительно внешней кромки кольцевой канавки.
Технический результат достигается тем, что в способе закрепления труб в трубных решетках, включающем профилирование концов трубы с образованием законцовок, содержащих нагружаемый, опорный участки и переходной конический участок между ними, установку одной из законцовок в трубное отверстие, имеющее кольцевую канавку с треугольным поперечным сечением, фиксацию трубы от возможного перемещения и последующее ее закрепление в трубном отверстии путем приложения сжимающего усилия на внутреннюю поверхность нагружаемого участка законцовки, согласно изобретению в трубном отверстии выполняют комбинированную кольцевую канавку, сочетающую канавки прямоугольного и треугольного поперечных сечений, при установке трубы в трубное отверстие малое основание кольцевого переходного участка законцовки располагают перед кромкой кольцевой канавки с прямоугольным поперечным сечением.
Осуществление предлагаемого способа закрепления труб в трубных решетках позволяет выполнять неразъемные соединения с повышенными служебными характеристиками.
Это объясняется тем, что закрепление трубы в трубном отверстии осуществляется продольно-прессовым методом, когда, выполняя коническую раздачу трубы, производят поперечный сдвиг полотна относительно кромки трубного отверстия с фиксированием трубы на лицевой поверхности трубной решетки и одновременное заполнение объема кольцевой канавки внеконтактной деформацией материала трубы. Срединная поверхность конического переходного участка контактирует с внешней кромкой кольцевой канавки. Последующее перемещение конического дорна относительно трубной решетки обуславливает деформацию переходного конического участка поперечным сдвигом его материала относительно внешней кромки кольцевой канавки.
Выглаживающее действие инструмента на поверхности трубы позволяет наводить во внутренних приповерхностных слоях трубы благоприятные сжимающие остаточные напряжения первого рода.
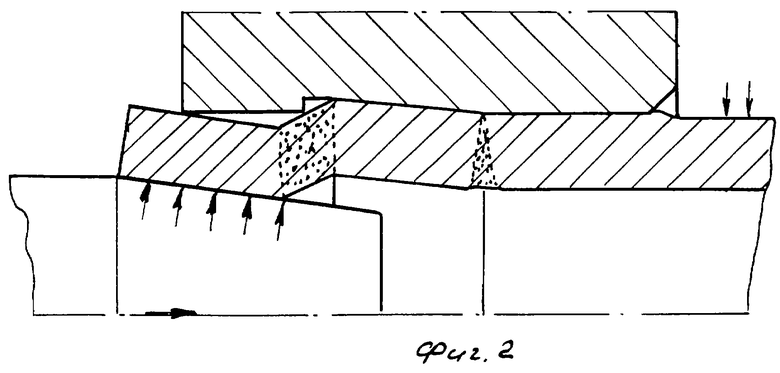
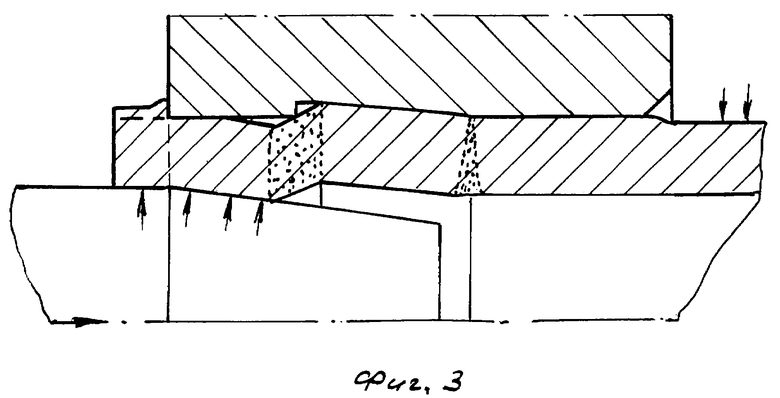
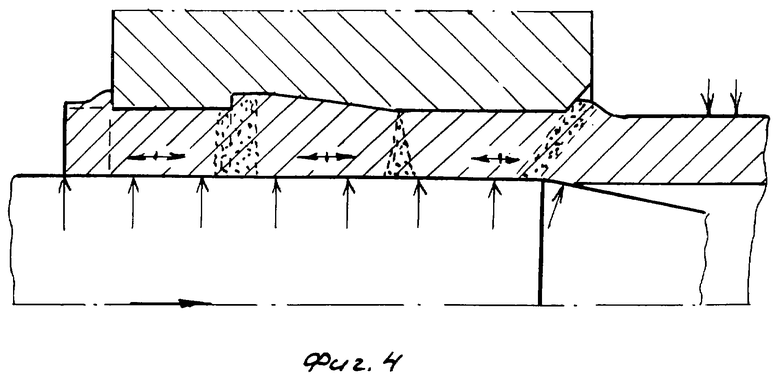
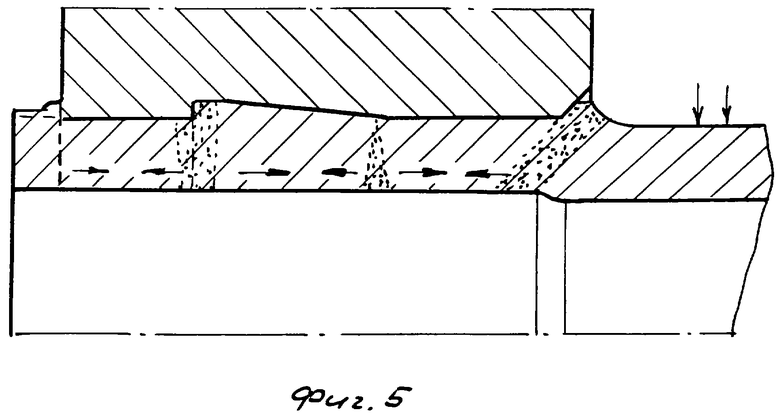
Сущность изобретения поясняется чертежами, где на фиг.1 показана теплообменная труба с профилированной законцовкой, расположенная в отверстии трубной решетки перед выполнением неразъемного соединения посредством конического дорна; на фиг.2 - стадия окончания операции раздачи нагружаемого участка законцовки на конус в условиях реализации внеконтактной деформации материала трубы при заполнении кольцевой канавки перед фиксированием трубы на стенках трубного отверстия; на фиг.3 - стадия фиксирования трубы на стенках трубного отверстия, сопровождаемая радиальной деформацией части длины переходного конического участка, располагаемой перед внешней кромкой кольцевой канавки; на фиг. 4 - стадия закрепления трубы в отверстии трубной решетки, сопровождаемая осевой необратимой деформацией полотна законцовки и поперечным сдвигом переходного конического участка относительно внешней кромки кольцевой канавки; на фиг.5 - высококачественное неразъемное соединение трубы с трубной решеткой.
Вариант осуществления изобретения состоит в следующем.
На теплообменной трубе 1 (фиг.1) выполняют операции с целью подготовки внешней поверхности ее концов к профилированию: правка трубы, отрезка ее мерной длины и зачистка внешней поверхности концов до металлического блеска.
После чего на каждом из концов трубы образуют известными операциями раздачи и обжима профилированные законцовки, содержащие опорный участок с внешним диаметром, меньшим диаметра отверстия трубной решетки на 0,05 мм, нагружаемый участок, имеющий минимальный диаметр отверстия, и переходный конический участок между ними (отмечен точками).
Трубу размещают в отверстии трубной решетки 2, имеющем комбинированную кольцевую канавку прямоугольного поперечного сечения, переходящего в треугольное поперечное сечение, и фиксируют ее от возможного перемещения (условно показано стрелками).
В этом случае малое основание конического переходного участка законцовки размещают перед кольцевой канавкой, например, с разделением высоты конического переходного участка на две равные части (фиг.1).
Контроль правильности установки трубы проводится по замеру выступания ее торца над лицевой поверхностью трубной решетки.
В отверстие законцовки устанавливают конический дорн 3.
Прикладывая дорном осевое усилие (условно показано стрелками) к внутренней поверхности нагружаемого участка законцовки, достигают давлений, вызывающих конусную раздачу законцовки, сопровождаемую внеконтактной деформацией опорного участка трубы с частичным заполнением объема кольцевой канавки и формированием пластического шарнира на внутренней кромке кольцевой канавки (фиг.2).
Таким образом, производят ограничение очага пластической деформации в осевом направлении.
Следует отметить, что перемещение дорна в осевом направлении вызывает силами трения осевую деформацию материала законцовки на длине от ее торца до лицевой поверхности трубной решетки с формированием наплыва и образованием первой по счету кольцевой плотности между соединяемыми элементами.
Дальнейшее осевое перемещение дорна вызывает фиксирование трубы на стенках трубного отверстия путем поперечного сдвига полотна относительно кромки трубного отверстия и одновременное деформирование части длины конического переходного участка, находящейся перед кромкой кольцевой канавки, в радиальном направлении (фиг.3).
В один из моментов такого перемещения дорна в осевом направлении будет иметь место полный контакт части длины переходного конического участка с поверхностью трубного отверстия (вне кольцевой канавки).
Последующее осевое движение дорна приводит первоначально к осевому перемещению переходного участка в направлении кольцевой канавки с последующим поперечным его сдвигом относительно внешней кромки кольцевой канавки (фиг. 4). Таким образом, формируется вторая кольцевая по счету плотность между соединяемыми элементами.
Процесс закрепления трубы в трубном отверстии завершается остановкой конического дорна в положении, когда произойдет поперечный сдвиг полотна трубы относительно тыльной поверхности (третья кольцевая плотность между соединяемыми элементами).
Снятие деформирующего соединяемые элементы усилия обуславливает практическое отсутствие упругой их разгрузки в радиальном направлении (фиг. 5) и формирование поля осевых сжимающих остаточных напряжений во внутренних слоях трубы, что предопределяет получение неразъемными соединениями заданных коррозионных характеристика.
Опытно-промышленная, проверка разработанного способа прошла при закреплении стальных (сталь 20) труб с профилированными внешними законцовками в трубных решетках из стали 16ГС. Исходные геометрические размеры трубы составляли: внешний диаметр - 25 мм, толщина стенки - 2,5 мм. Внешние поверхности концов трубы калибровались на длине в 33 мм до диаметра, равного 25,7 мм. Далее концы трубы профилировались радиальным обжимом в технологической оснастке до диаметров: минимальный - 24,3 мм и максимальный - 25,3 мм.
Профилирование концов трубы выполняли в технологической оснастке на горизонтальном гидравлическом прессе двойного действия при усилиях не более 0,2 МН.
Трубные отверстия изготавливались с диаметрами, равными 25,35+0,05 мм. Комбинированная кольцевая канавка имела: в прямоугольной части поперечного сечения глубину - 0,3 мм, ширину - 1 мм; в треугольной части поперечного сечения - длину основания - 4 мм.
Кольцевые выступы на закрепленных трубах в трубных отверстиях имели поперечное сечение с размерами, соответствующими размерам комбинированной кольцевой канавки.
При установке трубы в трубное отверстие кольцевой переходный участок законцовки размещали со смещением в пределах 1 мм относительно внешней кромки кольцевой канавки.
Технологическая оснастка для производства труб с внешними кольцевыми законцовками и ее закрепления в трубных отверстиях изготавливалась из инструментальной стали У8А с твердостью HRC после закалки не менее 56 единиц и точностью исполнительных размеров по 9-му квалитету точности.
Закрепление труб в трубных решетках производилось на специальном стенде с насосной станцией фирмы "Индреско" и посредством конического дорна, использующего экстрактор.
Установлено, что профилирование внешней поверхности конца трубы в сочетании с фиксированием трубы на стенках трубного отверстия посредством поперечного сдвига полотна относительно лицевой поверхности трубной решетки и внешней кромки кольцевой канавки позволяют выполнять высококачественные неразъемные соединения с повышенными служебными характеристиками.
Испытаниями на выдергивание трубы из трубной решетки подтверждены повышенные прочностные характеристики полученных соединений.
Плотность соединений (по гидравлическим испытаниям) обеспечивала 100% их пригодность требованиям производства.
Изобретение применимо при изготовлении трубных пучков теплообменных аппаратов нефтеперерабатывающей, нефтехимической, газовой и других отраслей промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2001 |
|
RU2209700C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2002 |
|
RU2219010C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ШПИЛЕК В ТРУБНЫХ РЕШЕТКАХ ТЕПЛООБМЕННЫХ АППАРАТОВ | 2001 |
|
RU2212301C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ШПИЛЕК В ТРУБНЫХ РЕШЕТКАХ ТЕПЛООБМЕННЫХ АППАРАТОВ | 2001 |
|
RU2212300C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2002 |
|
RU2238165C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2002 |
|
RU2238164C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2002 |
|
RU2234994C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2001 |
|
RU2208495C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2002 |
|
RU2239508C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2224613C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при закреплении труб в трубных решетках теплообменных аппаратов с использованием эффекта локализованного направленного пластического деформирования материала трубы. Концы трубы профилируют с образованием законцовок, содержащих нагружаемый и опорный участки, а также переходный участок между ними. Одну из законцовок устанавливают в трубное отверстие, имеющее комбинированную кольцевую канавку, сочетающую канавки прямоугольного и треугольного поперечных сечений. При этом малое основание кольцевого переходного участка законцовки располагают перед кромкой кольцевой канавки с прямоугольным поперечным сечением. Затем трубу фиксируют от возможного перемещения и закрепляют в трубном отверстии путем приложения сжимающего усилия на внутреннюю поверхность нагружаемого участка. В результате обеспечивается получение неразъемного соединения с повышенными служебными характеристиками. 5 ил.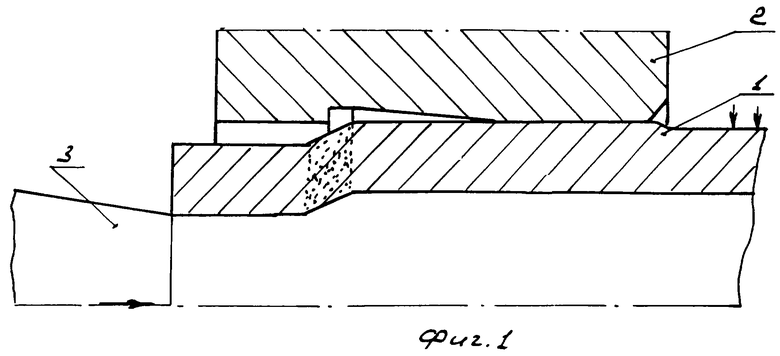
Способ закрепления труб в трубных решетках, включающий профилирование концов трубы с образованием законцовок, содержащих нагружаемый и опорный участки, а также переходный конический участок между ними, установку одной из законцовок в трубное отверстие, выполненное с кольцевой канавкой, фиксацию трубы от возможного перемещения и последующее ее закрепление в трубном отверстии путем приложения сжимающего усилия на внутреннюю поверхность нагружаемого участка законцовки, отличающийся тем, что кольцевую канавку в трубном отверстии выполняют комбинированной в виде сочетания кольцевых канавок прямоугольного и треугольного поперечных сечений, а при установке законцовки трубы в трубное отверстие малое основание конического переходного участка законцовки располагают перед кромкой кольцевой канавки с прямоугольным поперечным сечением.
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1998 |
|
RU2160175C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2174886C2 |
| Способ закрепления труб в отверстиях трубной решетки | 1984 |
|
SU1212656A1 |
| Многоканальный коммутатор | 1985 |
|
SU1285511A1 |
| US 4413395, 08.11.1983. | |||

