Информация о приоритете
Данная заявка основывается на заявке US 09/697,693, с приоритетом от 26 октября 2000 года, содержание которой включено в качестве ссылки.
Область техники, к которой относится изобретение
Настоящее изобретение касается ракельных ножей, используемых в различных областях, включая очистку, крепирование и нанесение покрытия при производстве бумаги, производстве тонкой бумаги, переработки рулонов бумаги и подобных операций.
Уровень техники
Ракельные ножи контактируют с поверхностями валков в машинах по производству бумаги, тонкой бумаги и переработки рулонов бумаги, используются для очистки, нанесения покрытий на листы или удаления листов. Обычные материалы для производства ракельных ножей включают в себя металлы, однородные пластики и составные многослойные пластики, сделанные из синтетического и натурального волокна.
Традиционные ракельные ножи обычно имеют монолитную “край-к-краю” конструкцию. Таким образом, выбор материала для ракельного ножа - это разрешение компромисса между материалами, которые обеспечивают адекватный уровень сопротивляемости износу кромки, и материалами, имеющими предел прочности при растяжении и предел текучести, необходимые для эффективной работы в нужном режиме. Часто необходимость идти на компромисс приводит к тому, что выбирается материал для ракеля с меньшим по сравнению с оптимальным уровнем сопротивляемости износу кромки.
Существует большое количество способов работы ракелем, в которых износ кромки может быть особенно нежелателен. Например, при крепировании и нанесении покрытий качество конечного бумажного продукта напрямую зависит от геометрии кромки ножа. Как только нож изнашивается и геометрическая форма меняется, так сразу же в худшую сторону изменяются такие характеристики продукта, как внутренняя структура, предел прочности при растяжении, пластичность или плотность крепирования.
При операциях очистки нагрузка на нож напрямую зависит от зоны контакта кромки ножа. При износе ножа его зона контакта увеличивается и сопровождается уменьшением давления в зоне контакта. Меньшее давление в зоне контакта уменьшает эффективность очистки, которая, в свою очередь, может обернуться свищами (отверстиями) в бумаге, порванными листами и/или заворачиванием листов.
В прошлом специалисты в данной области избегали или, по крайней мере, минимизировали указанные выше проблемы, прибегая к более частой смене ножей. Тем не менее, это тоже было невыгодно, так как это уменьшает общую эффективность процесса производства бумаги.
Другие попытки по увеличению срока службы ножей включали в себя закаливание поверхностей ножа с помощью процесса ионного нитрирования, как описано в патенте US № 5753076 (Кинг и другие) или применение керамических сменных накладок, что описано в патенте US № 5863329 (Яманучи). С процессами ионного нитрирования связан целый ряд недостатков, включающий среди прочего высокие капиталовложения в дорогие вакуумные камеры, групповую обработку отдельных ножей по сравнению с более экономичной обработкой длинномерных свернутых кольцом заготовок для ножей и бесконтрольное применение процесса ко всем поверхностям ножа, а не обработку только зон кромки, которые подвергаются износу, что еще больше увеличивает затраты упомянутого процесса ионного нитрирования.
Хотя керамические сменные накладки выгодно увеличивают срок службы ножей, их очень высокая твердость может вылиться в чрезмерный износ определенных поверхностей валков, в частности чугунных поверхностей валков янки. Это, в свою очередь, потребует частой и дорогостоящей перешлифовки валков. Керамические ножи, снабженные наконечником, проникают гораздо глубже в покрытия валка, так что становится необходимым уменьшить нагрузочные давления на нож на целых 30%. При операциях крепирования эта уменьшенная нагрузка может пагубно сказаться на свойствах тонкой бумаги. Керамические материалы также дороги и, по существу, значительно увеличивают затраты на ножи, что не очень выгодно.
Сущность изобретения
Главной задачей настоящего изобретения является следующее: предложить улучшенный ракельный нож, который отличается большей сопротивляемостью к износу кромки и, таким образом, обеспечивает более стойкую геометрию ножа, что, в свою очередь, улучшает качество и стабильность производимой бумажной продукции. Лучшая сопротивляемость износу ножа также улучшает общую эффективность процесса производства бумаги, так как снижает частоту смены ножей.
В соответствии с настоящим изобретением ракельный нож имеет стальное основание, форма которого (ширина и толщина) подходит для закрепления в держателе ножа, предел прочности при растяжении и предел текучести которого соответствуют предполагаемым операциям с ракелем. Износоустойчивая накладка, сделанная из быстрорежущей стали, соединяется с кромкой основания как неотъемлемая часть. Целесообразно соединение осуществлять посредством электронно-лучевой сварки. Предел прочности при растяжении и предел текучести износоустойчивой накладки выше, чем эти величины у основания, а твердость по Роквеллу находится в пределах от 55 до 65.
Указанные и другие свойства и преимущества настоящего изобретения далее будут описываться более подробно со ссылками на прилагаемые чертежи.
Перечень фигур чертежей
Фиг.1 - вид в перспективе одного варианта ракельного ножа согласно настоящему изобретению.
Фиг.2 и 3 - виды в перспективе, аналогичные фиг.1, только для других вариантов ракелей, согласно настоящему изобретению.
Фиг.4 - блок-схема, описывающая способ изготовления ракельных ножей, в соответствии с настоящим изобретением.
Сведения, подтверждающие возможность осуществления изобретения
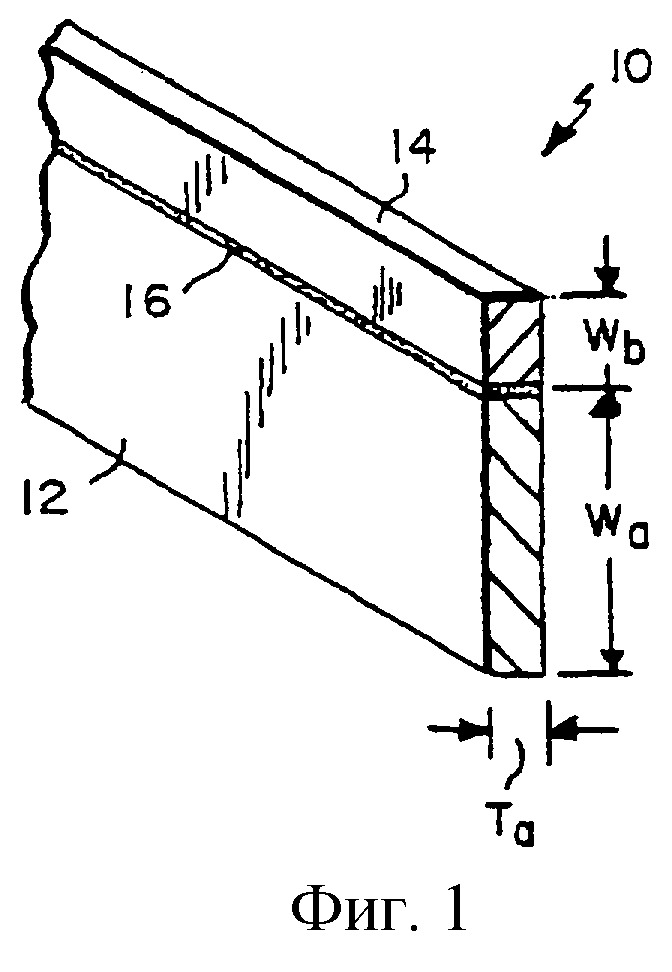
На фиг.1 представлен составной ракельный нож 10 согласно настоящему изобретению, имеющий стальное основание 12 с шириной Wa и толщиной Та, и который подходит для закрепления в обычном держателе ножа (не показан). Предел прочности при растяжении и предел текучести основания 12 соответствуют предполагаемым операциям с ракелем, и материал для основания может выбираться из группы, состоящей из D6A, 6150, 6135, 1095, 1075, 304SS и 420SS.
Износоустойчивая накладка 14, сделанная из быстрорежущей стали (“БРС”), полностью соединяется с кромкой основания 12 по границе 16. Предел прочности при растяжении и предел текучести износоустойчивой накладки 14 выше, чем эти величины у основания 12, а твердость по Роквеллу находится в пределах от 55 до 65 Rc. Подобные материалы хорошо выдерживают неупругую деформацию и износ в условиях повышенных температур, которые часто встречаются в операциях с применением ракелей.
Целесообразно, чтобы основание 12 и износоустойчивая накладка 14 соединялись с помощью электронно-лучевой сварки. Ширина Wa износоустойчивой накладки 14 примерно составляет от 0.025 до 0.33 от общей ширины ножа, измеряемой как Wa+Wb.
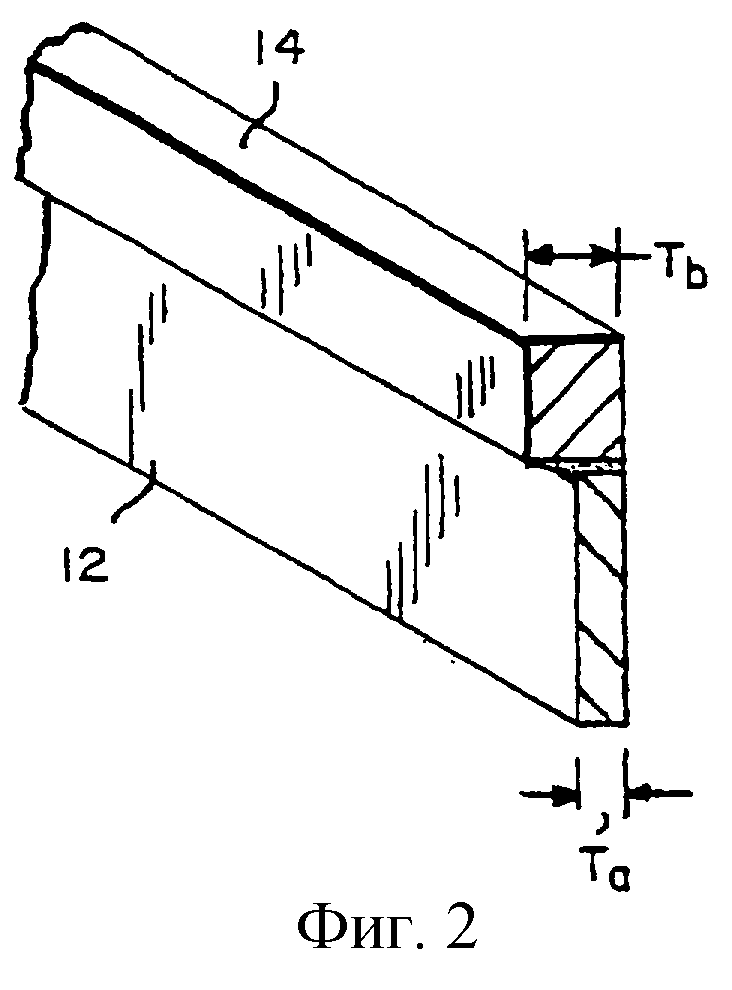
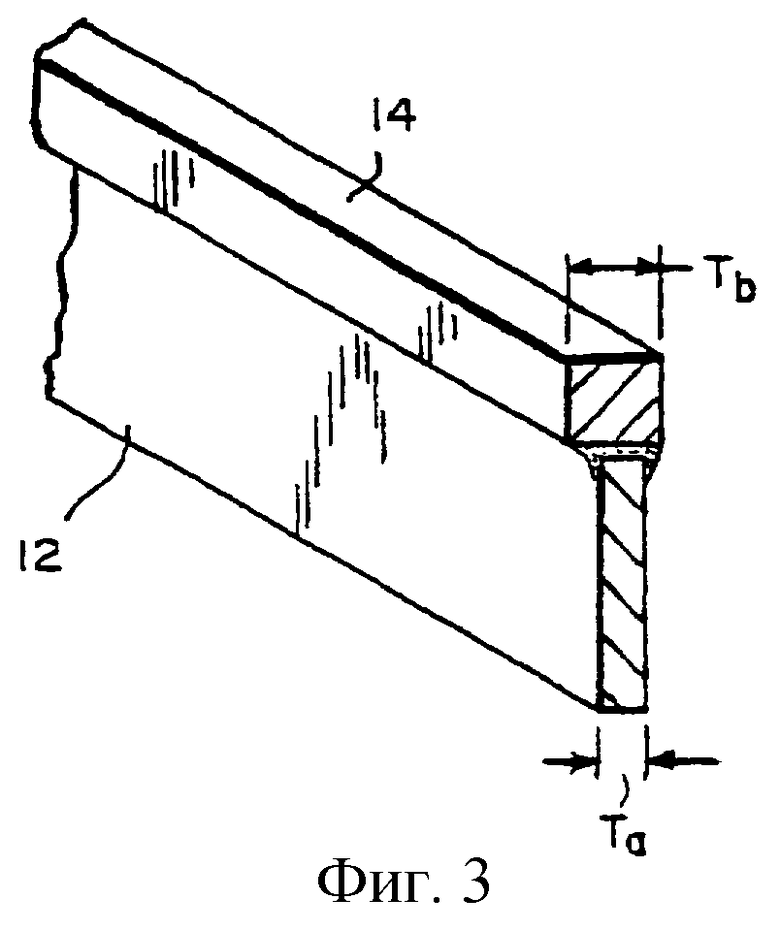
Износоустойчивая накладка 14 и основание 12 могут иметь одинаковую толщину Та, как показано на фиг.1. Или, как показано на фиг.2 и 3, толщина Тb износоустойчивой накладки 14 может быть больше толщины Та основания. Толщина износоустойчивой накладки не более чем в два раза превосходит толщину основания. На фиг.2 более толстая износоустойчивая накладка смещена по отношению к основанию для того, чтобы обеспечить плоскую поверхность на одной стороне и ступенчатую поверхность на обратной стороне. На фиг.3 износоустойчивая накладка расположена по центру основания, и, таким образом, на обеих сторонах ножа образуется ступенчатая поверхность.
Предпочтительно выбирать материал для износоустойчивой накладки из группы, состоящей из молибденовых быстрорежущих сталей, вольфрамовых быстрорежущих сталей и промежуточных быстрорежущих сталей, как все описано в справочнике ASM по металлам: “Характеристики и выбор: черные металлы, стали и высокоэффективные сплавы”, том 1, десятое издание, март 1990, ASM INTERNATIONAL. Предпочтительно, чтобы износоустойчивая накладка 14 практически не содержала ликвации карбида, а содержала хорошо диспергированные сфероидальные карбиды, размеры которых составляют примерно от 3 до 6 (микрон), а еще лучше - примерно от 5 до 6 единиц при измерении, основанном на шкалах для определения размеров американского общества по испытанию материалов (АОИМ).
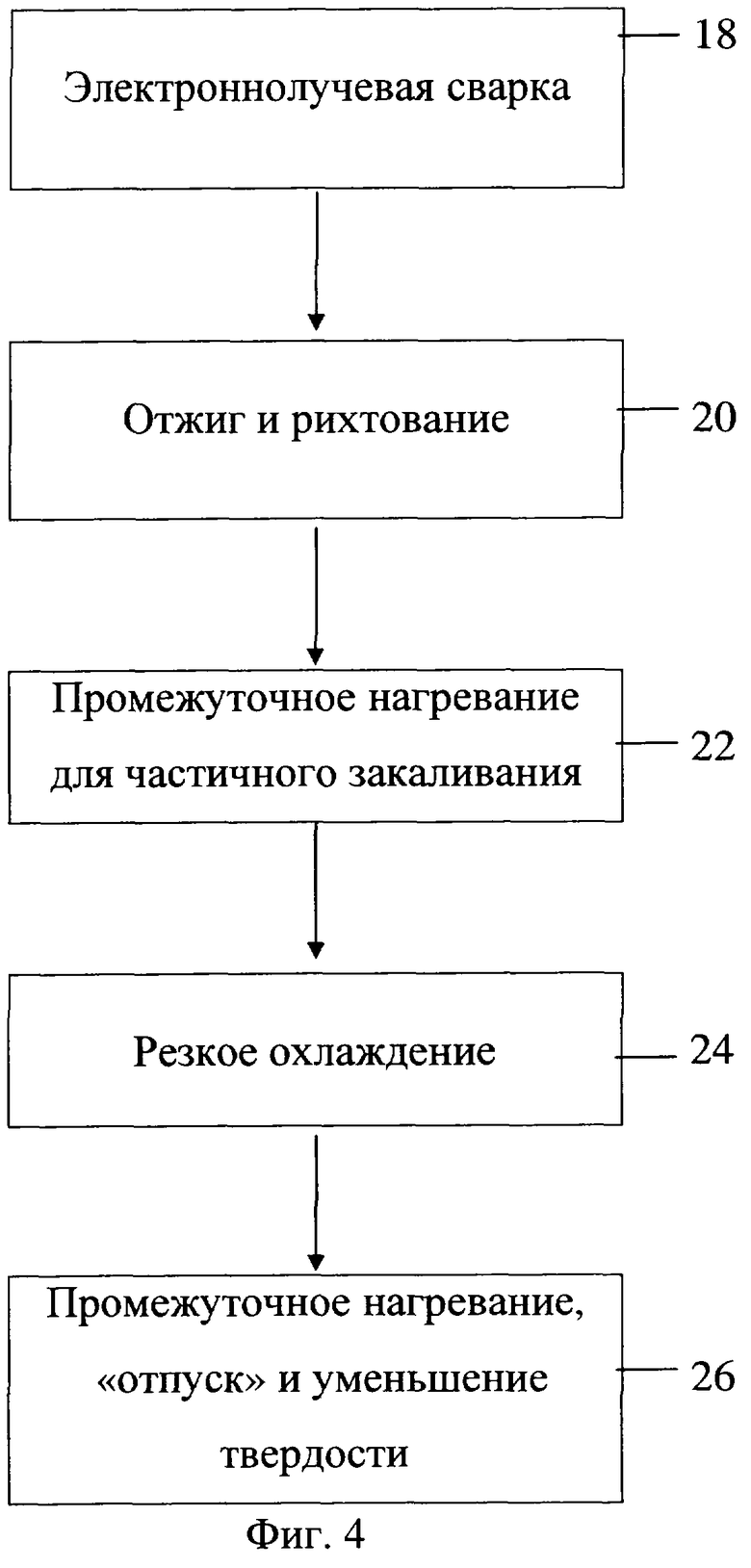
На фиг.4 показан предпочтительный способ изготовления ракельных ножей, который соответствует настоящему изобретению. Этот способ состоит из следующих стадий:
а) в блоке 18: приваривание износоустойчивой накладки 14 к основанию 12 с помощью электронно-лучевой сварки, в результате получается составная конструкция ножа;
б) в блоке 20: нагревание составного ножа 10 до первого значения температуры предпочтительно примерно от 1300 до 1450°F, нагревание предпринимается для отжига и рихтования сваренных элементов;
в) в блоке 22: промежуточное нагревание составной конструкции до второго значения температуры, примерно от 1500 до 2200°F, для частичного закаливания износоустойчивой накладки 14;
г) в блоке 24: закаливание составной конструкции с помощью быстрого охлаждения; и
д) в блоке 26: промежуточное нагревание составной конструкции до третьего значения температуры, примерно 850-1200°F “отпуск” и уменьшение твердости по Роквеллу износоустойчивой накладки до уровня, находящегося в пределах примерно от 55 до 65.
По сравнению с использованием полностью закаленных быстрорежущих сталей для других промышленных целей при частичной закалке согласно настоящему изобретению достигаются более низкие уровни закалки, что больше подходит для работы с поверхностями валиков, однако при этом обеспечивается значительное улучшение износоустойчивости. Благодаря этому становится возможным в большинстве случаев, по крайней мере, удвоить полезный срок службы ракеля. Изменяя толщину износоустойчивой накладки при постоянной толщине основания, можно добиться точной регулировки свойств бумаги, при этом не возникает необходимость менять держатели ножей. Составная заготовка ножа, соответствующая настоящему изобретению, в виде длинномерных свернутых кольцом заготовок может изготавливаться в непрерывном режиме и экономично, что, таким образом, обеспечивает значительное сокращение затрат по сравнению с известными в настоящий момент пакетными обработками данных.
Предназначено для использования в целлюлозно-бумажной промышленности, а также в других областях, использующих ракельные ножи. Составной ракельный нож содержит стальное основание (12), ширина (Wa) и толщина (Та) которого удобны для закрепления в держателе ножа, предел прочности при растяжении и предел текучести которого соответствуют выбранным технологическим операциям с ракелем. Износоустойчивая накладка (14), выполненная из быстрорежущей стали, полностью присоединена к кромке основания. Предел прочности при растяжении и предел текучести износоустойчивости накладки (14) выше, чем эти величины для основания (12) и твердость накладки по Роквеллу составляет от 55 до 65. Обеспечивается улучшение износоустойчивости ножа, что улучшает качество и стабильность производимой бумажной продукции. 2 с. и 12 з.п. ф-лы, 4 ил.
| US 3688336 А, 05.09.1972 | |||
| WO 9954520 A1, 28.10.1999 | |||
| Устройство для удаления отштампованных изделий из штампа | 1980 |
|
SU978988A1 |
| US 5863329 А, 26.01.1999 | |||
| US 5753076 А, 19.05.1998 | |||
| ШАБЕР ДЛЯ ОЧИСТКИ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ | 1992 |
|
RU2057226C1 |

