Изобретение относится к обработке металлов давлением и может быть использовано при производстве профильных изделий, преимущественно труб повышенной точности.
Известна пресс-шайба для прессования труб, состоящая из корпуса с осевым отверстием для размещения оправки, на боковой поверхности корпуса выполнена кольцевая канавка, а поверхность корпуса, обращенная к металлу, выполнена конической (Шерба В.Н., Райтбарг Л.X. Технология прессования металлов. - М.: Металлургия, 1995, с.151 [1]).
Пресс-шайба в данном конструкционном исполнении не обеспечивает требуемой точности прессуемых труб при износе контейнера, кроме того, при прессовании с закреплением на пресс-штемпе пресс-шайбы и оправки происходят частые обрывы иглы из-за затекания металла в зазор, боковая поверхность пресс-шайбы - втулка контейнера.
Известна составная пресс-шайба, включающая корпус с внутренней конической поверхностью и пробку с наружной конической поверхностью. Благодаря тому что корпус выполнен с внутренней конической поверхностью, а пробка с наружной поверхностью при прессовании происходит увеличение диаметра корпуса, чем снижается боковой зазор между пресс-шайбой и втулкой контейнера и тем самым затекание металла. Кроме того, при извлечении пресс-шайбы диаметр корпуса уменьшается, что облегчает извлечение пресс-шайбы из контейнера ([1], с.153 - прототип).
Недостатком известной составной шайбы является невозможность компенсации износа боковой поверхности единой пресс-шайбы и износа втулки контейнера, что при прессовании приводит к затеканию металла в образующийся зазор, а при прессовании труб приводит к снижению их точности.
Известная пресс-шайба совпадает с заявленной конструкцией в том, что пресс-шайба выполнена составной, а на корпусе выполнена коническая поверхность.
Задачей, на решение которой направлено предлагаемое изобретение, является повышение точности и обеспечение стабильности геометрических размеров прессованных труб, увеличение срока службы инструмента, повышение его ремонтоспособности и снижение затрат при эксплуатации.
Технический результат, достигаемый при осуществлении изобретения, заключается в:
- устранении зазоров между пресс-шайбой и втулкой контейнера;
- самоцентрировании пресс-шайбы относительно оси контейнера;
- отсутствии жесткой связи между корпусом пресс-шайбы и съемным элементом.
Указанный технический результат достигается тем, что сборная пресс-шайба выполнена в виде корпуса с соосно размещенным со стороны рабочего торца конусным выступом для установки на нем съемного кольца с конусным отверстием, угол конуса сопряжение корпуса и съемного кольца выполнен больше угла трения, а диаметр меньшего основания конусного отверстия кольца выполнен меньше диаметра верхнего основания конусного выступа на величину

где ΔD - величина разности между диаметром меньшего основания конусной поверхности и меньшим отверстием конуса кольца, мм;
D - диаметр верхнего основания конусной поверхности, мм;
δρ- предел упругости, Мпа;
Е - модуль упругости, Мпа.
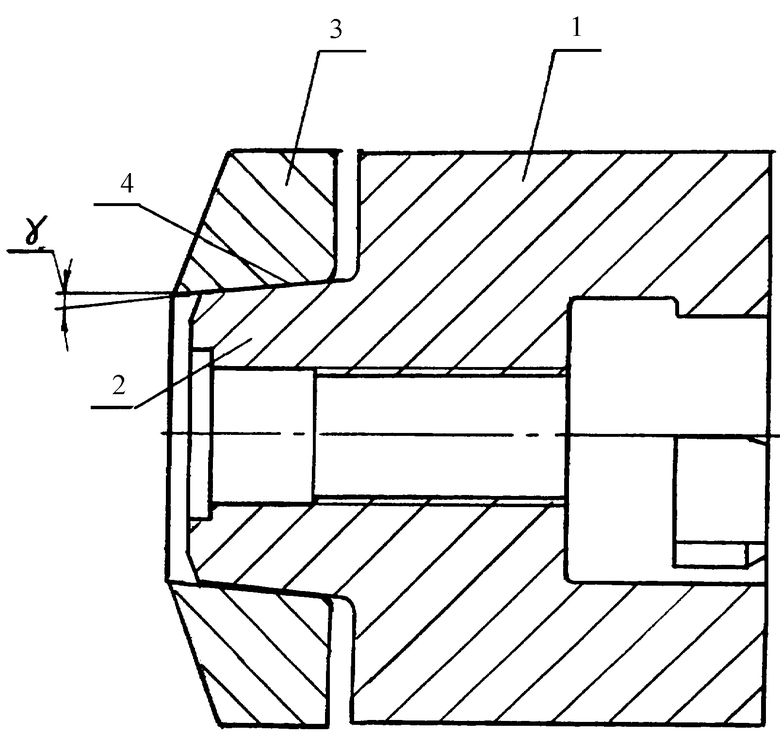
Изобретение поясняется чертежом, где показано продольное сечение сборной пресс-шайбы. Сборная пресс-шайба содержит корпус 1 с конической поверхностью, образованной выступом 2, и размещенное на корпусе съемное кольцо 3 с внутренним коническим отверстием 4, корпус и центрирующее кольцо сопряжены по конической поверхности с углом конуса γ1.
Пресс-шайба работает следующим образом: перед прессованием съемное кольцо 3 свободно размещается на коническом выступе корпуса 2. В начальный момент при подаче пресс-шайбы в контейнер кольцо свободно входит во втулку контейнера, затем центрирующее кольцо упирается в торец заготовки и напрессовывается на корпус 1 по коническим поверхностям 2, 4. За счет деформации происходит увеличение наружного кольца, при этом сохраняется упругое состояние материала кольца. Максимальное увеличение наружного диаметра кольца ΔD может ориентировочно достигать до 0,02% от номинального размера и ограничивается стенками контейнера. Съемное кольцо при этом самоцентрируется по внутренним стенкам втулки контейнера, а корпус пресс-штемпеля по оси центрирующего кольца, при этом оправка, размещенная в осевом отверстии корпуса, также центрируется по оси втулки контейнера, что обеспечивает точность толщины стенки прессуемой трубы (минимальную разностенность). По окончании процесса прессования пресс шайба легко извлекается из контейнера, при этом возможно разъединение корпуса и кольца, т.к. между ними в осевом направлении отсутствует жесткая связь. Это гарантирует прессовый инструмент от поломки. Увеличение наружного диаметра кольца, в пределах упругой деформации, компенсирует износ втулки контейнера, продлевая срок его службы. При значительном износе втулки контейнера для компенсации зазора возможно использование кольца с большим наружным диаметром. Сменное кольцо является наиболее нагруженной деталью пресс-шайбы и подвергается повышенному износу. При ее выходе из строя кольцо легко заменяется, при этом сохраняется дорогостоящий корпус пресс-шайбы.
Таким образом, предлагаемая сборная пресс-шайба позволяет:
- повысить точность прессования изделий вследствие самоцентрирования пресс-шайбы относительно оси контейнера,
- повысить надежность работы прессового инструмента, обеспечив легкость извлечения пресс-шайбы,
- повысить ремонтопригодность прессового инструмента путем компенсации износа втулки контейнера подбором наружного диаметра съемного кольца.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ КОМПАКТИРОВАНИЯ ШИХТОВЫХ МАТЕРИАЛОВ | 2005 |
|
RU2284236C1 |
| Матричный узел для обратного прессования металла | 1980 |
|
SU927357A1 |
| СПОСОБ ПРЕССОВОЙ ПРОШИВКИ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119396C1 |
| Инструмент для прошивки заготовки под прессование | 2015 |
|
RU2611634C2 |
| Инструмент для прессования | 1980 |
|
SU946714A1 |
| СБОРНАЯ МАТРИЦА ДЛЯ ПРЕССОВАНИЯ | 2003 |
|
RU2233723C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ТРУБОПРОФИЛЬНЫХ ПРЕССАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2375134C2 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ | 1996 |
|
RU2097158C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 2010 |
|
RU2443485C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ ИЗ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ И СПЛАВОВ | 2016 |
|
RU2650474C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при производстве профильных изделий, преимущественно труб повышенной точности. Сущность: сборная пресс-шайба выполнена в виде корпуса с соосно размещенным со стороны рабочего торца конусным выступом для установки на нем съемного кольца с конусным отверстием, угол конуса сопряжения корпуса и съемного кольца выполнен больше угла трения, а диаметр меньшего основания конусного отверстия кольца выполнен меньше диаметра верхнего основания конусного выступа. Изобретение обеспечивает повышение точности прессования изделий, обеспечение легкости доставания пресс-шайбы, повышение ремонтопригодности прессового инструмента. 1 ил.
Составная пресс-шайба, выполненная в виде корпуса с соосно размещенным со стороны рабочего торца конусным выступом для установки на нем съемного кольца с конусным отверстием, отличающаяся тем, что угол конуса сопряжения корпуса и съемного кольца выполнен больше угла трения, а диаметр меньшего основания конусного отверстия кольца выполнен меньше диаметра верхнего основания конусного выступа на величину

где ΔD - величина разности между диаметром меньшего основания конусной поверхности и меньшим отверстием конуса кольца, мм;
D - диаметр верхнего основания конусной поверхности, мм;
δр - предел упругости, МПа;
Е - модуль упругости, МПа.
| ШЕРБА В.Н | |||
| и др | |||
| Технология прессования металлов | |||
| - М.: Металлургия, 1995, с.153.SU 593765 A, 25.02.1978.SU 1784458 A1, 30.12.1992.RU 2146977 C1, 27.03.2000.US 4292831 A, 06.10.1981.US 4031732 A, 28.06.1977. |
