Предлагаемое изобретение относится к области металлургии, а именно к способу получения труб из алюминиевых сплавов системы Аl-Zn-Mg-Cu методом обратного прессования для изделий ответственного назначения, в частности для реакторов газовых центрифуг, применяемых в атомной промышленности и медицине.
Трубы, изготавливаемые из высоколегированного алюминиевого сплава типа В96, являются конструкционным материалом для сверхскоростных газовых центрифуг, к которым предъявляются жесткие требования, обусловленные высоким уровнем рабочих напряжений и длительным сроком эксплуатации изделий.
Способ получения труб должен обеспечить необходимый уровень механических свойств, высокую точность геометрических параметров, их стабильность, в том числе и по длине трубы, при высоком уровне выхода годного при серийном производстве за счет уменьшения технологических отходов, брака по геометрическим параметрам, снижения трудо- и энергозатрат.
Трубы из алюминиевого сплава в основном получают методом прямого прессования. Необходимость дальнейшего совершенствования процесса прессования и получения более высоких технико-экономических показателей побудила технологов и конструкторов к созданию способа обратного прессования и прессового оборудования для этих целей.
Несмотря на то, что в настоящее время прямое прессование является все еще наиболее часто используемым методом, обратное прессование также находит определенные области применения. Этот процесс является более предпочтительным для ответственных изделий из алюминиевых сплавов при серийном производстве. В результате все большее количество труб получают прессованием с обратным истечением металла.
При прямом прессовании заготовку выдавливает пресс-штемпель с пресс-шайбой из неподвижного контейнера через неподвижную матрицу. Между заготовкой и контейнером возникают силы трения, направленные в сторону противоположную движению заготовки, что приводит к повышению неравномерности течения металла. Тепловой процесс сопровождается выделением тепла деформации в зоне матрицы и на контакте “контейнер-заготовка” и отводом тепла к более холодному инструменту (контейнеру, матрице, пресс-штемпелю), температура которого контролируется (патент США 4781053).
Недостатки, присущие прямому прессованию, становятся очевидными при обработке давлением высокопрочных, трудно деформируемых алюминиевых сплавов типа В96 и подобных марок зарубежных сплавов.
Вследствие неравномерного течения металла могут образовываться пресс-утяжины, крупнокристаллический ободок на пресс-изделиях, приводящий к снижению прочностных и упругих характеристик, что недопустимо для изделий ответственного назначения. При прямом прессовании таких сплавов, по условиям трещинообразования, скорость истечения ограничивается, что приводит к увеличению себестоимости производства.
При обратном прессовании заготовка выдавливается через матрицу, закрепленную на шплинтоне, при совместном движении контейнера с затворной пресс-шайбой. При этом теплота от трения малосущественна, а величина усилий на пресс-шайбе и матрице примерно одинакова. Количество тепла деформации в этом случае примерно постоянно и сравнительно меньше, чем при прямом прессовании из-за менее неравномерного характера деформации, что позволяет повысить скорость истечения металла (патенты США 4781053, 4785652).
К числу достоинств метода обратного прессования относятся:
- уменьшение усилия прессования от 25 до 30%;
- приближение уровня усилия прессования к постоянному в связи с устранением влияния контактного трения на контейнере;
- повышение производительности прессовой установки благодаря увеличению скоростного порога истечения труднодеформируемых алюминиевых сплавов за счет снижения неравномерности и температуры прессования;
- повышение выхода годного за счет уменьшения длины заготовки, уменьшения толщины пресс-остатка и практически полное отсутствие центральной пресс-утяжины;
- уменьшение разброса геометрических параметров изделий в части уменьшения разностенности и овала при прессовании труб;
- формирование механических свойств и структуры в долевом сечении пресс-изделия, близких к равномерным при монотонном характере истечения металла;
- снижение поперечной неравномерности деформации пресс-изделий, значительное уменьшение глубины залегания крупнокристаллического ободка в связи с устранением зоны застоя металла у матрицы;
- возможность уменьшения температуры прессования и увеличения длины слитков за счет запаса усилия пресса при переходе от прямого к обратному прессованию.
Вышеперечисленные преимущества метода обратного прессования служат основанием eгo развития за счет устранения известных недостатков.
Наиболее близким к предлагаемому способу является способ получения труб методом обратного прессования, который включает приготовление сплава В96ц1, выплавку слитка из этого сплава (химический состав: Al-основа, Zn=8,0-9,0%, Mg=2,3-3,0%, Cu=2,0-2,6%, Zr=0,l-0,16%, Mn=0,3-0,8%, Fe=0,1-0,4%, Si=0,1-0,3%), гомогенизацию слитков при температуре 450±10OC 24 часа, резку на мерные заготовки, прошивку заготовок, нагретых до температуры 360-450°С, механическую обработку наружной поверхности заготовок, обратное прессование труб со скоростью истечения металла от 0,7 до 1,1 м/мин и температурой прессования 290-330°С (преимущественная скорость прессования 0,9 м/мин), закалку, правку, старение труб, испытание механических свойств (Стадников Э.А., Варга И.И., Игуменов А.А., Бочкарев Н.В. Технология легких сплавов - М.: Научно-технический сборник, ВИЛС, 1990, №9, 27-30 с.).
Авторы отмечают, что при скорости истечения прессуемого металла 1,1 м/мин и выше на каждой из отпрессованных заготовок на поверхности имеют место заметные невооруженным глазом поперечные трещины.
Авторы статьи утверждают, что при повышении температуры обратного прессования скорость истечения металла должна снижаться.
Недостатком способа-прототипа является сравнительно низкий уровень пластических характеристик, довольно низкая производительность прессовых установок и значительные энерго- и трудозатраты для его осуществления.
Технической задачей данного изобретения является создание способа получения труб методом обратного прессования из алюминиевого сплава системы Al-Zn-Mg-Cu, позволяющего повысить уровень пластических характеристик при сохранении высоких прочностных свойств и увеличить производительность прессового оборудования.
Для достижения поставленной задачи предложен способ получения труб из алюминиевого сплава системы Al-Zn-Mg-Cu, включающий получение слитков из этого сплава, гомогенизацию слитков при температуре 440-460°С, резку слитков на мерные заготовки, прошивку предварительно нагретых мерных заготовок, механическую обработку их наружной поверхности, обратное прессование труб, закалку, правку и старение труб, отличающийся тем, что обратное прессование проводят при температуре 350-410°С со скоростью истечения 1,2-2,5 м/мин, закалку осуществляют при 465-475°С, правку проводят с остаточной степенью деформации 1,5-2,5%, а старение труб при 130-150°С. При приготовлении сплава добавляют в состав шихты от 40 до 70% отходов сплава.
Неожиданным эффектом явилось то, что с повышением скорости истечения металла и температуры прессования, в отличие от аналогов и прототипа, удалось получить трубы с высокими характеристиками пластичности при сохранении прочностных свойств.
По нашему мнению, этот эффект обусловлен подобранным оптимальным температурно-скоростным режимом прессования, обеспечивающим получение мелкозернистой макроструктуры с зернами, строго ориентированными по направлению прессования, и не кристаллизованной микроструктурой, соответствующей термообработанному состоянию деформированного сплава без пережога, с тонкой границей микрозерен с выделением продуктов распада твердого раствора как по зерну, так и по их границам.
Предложенный способ изготовления труб позволяет получать изделия с однородной мелкозернистой структурой по всей длине, обеспечивающей высокий уровень механических свойств труб как в продольном, так и в поперечном направлениях, высокий предел длительной прочности и низкую скорость ползучести, повышенный ресурс и надежность, столь необходимые для ответственных изделий атомной промышленности.
Проведенный заявителем анализ уровня техники позволяет установить, что аналоги, характеризующиеся совокупностями признаков, тождественными всем признакам заявленного способа, отсутствуют.
Следовательно, заявленное изобретение соответствует условию патентоспособности “новизна”.
Результаты поиска известных решений в данной области техники с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявленного изобретения, показали, что они не следуют явным образом из уровня техники.
Из определенного заявителем уровня техники не выявлена известность влияния предусматриваемых существенными признаками заявленного изобретения преобразований на достижение указанного технического результата.
Следовательно, заявленное изобретение соответствует условию патентоспособности “изобретательский уровень”.
Пример осуществления
С целью практического осуществления изобретения в промышленных условиях изготовлены трубы из алюминиевого сплава В96ц1 системы Al-Zn-Mg-Cu (химический состав Al-основа, Zn=8,0 Mg=2,6 Cu=2,0 Zr=0,l Fe=0,3 Si=0,2 Be=0,0001 H2=0,9·10-5) ⊘ 135×4,5 мм и длиной 8 м.
Технология получения труб включает следующие операции:
- приготовление сплава в электрической печи с содержанием отходов данного сплава 40-70%;
- получение слитков ⊘ 280 мм и длиной 4,5-7 м;
- гомогенизацию слитков;
- резку слитков ⊘ 280 мм на мерные заготовки длиной 280-450 мм;
- прошивку предварительно нагретых до температуры 360-450°С заготовок на размер 275/135+30 мм;
- механическую обработку наружной поверхности заготовок с шероховатостью поверхности после обточки не более RZ 30 мкм;
- обратное прессование труб;
- закалку труб в вертикальных закалочных печах;
- правку труб в свежезакаленном состоянии;
- старение труб.
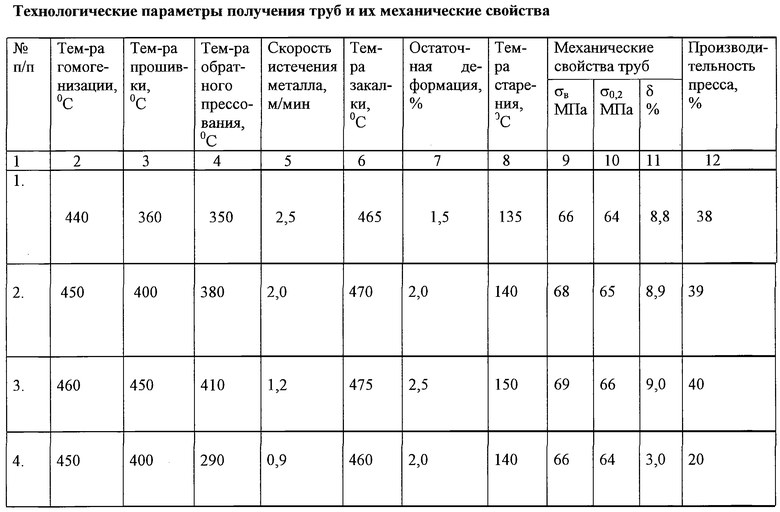
Температурно-скоростные режимы получения труб по предлагаемому способу и способу-прототипу приведены в таблице, где примеры №1-3 предлагаемый способ, а №4 - способ-прототип.
Как видно из результатов, приведенных в таблице, предлагаемый способ позволяет повысить скорость прессования труб в два раза, обеспечивая тем самым повышение производительности пресса, повысить пластические характеристики более чем в три раза при сохранении высоких прочностных свойств.
Таким образом, предлагаемый способ обратного прессования позволяет получать трубы из алюминиевого сплава системы Al-Zn-Mg-Cu и обеспечивает необходимый уровень прочностных и пластических характеристик в процессе длительной эксплуатации высоконагруженных изделий ответственного назначения, а именно газовых центрифуг, для атомной промышленности и медицины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2009 |
|
RU2395356C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЧНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ | 2005 |
|
RU2313412C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ ИЗ ВЫСОКОПРОЧНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ СИСТЕМЫ Al-Zn-Mg-Cu, ЛЕГИРОВАННЫХ СКАНДИЕМ И ЦИРКОНИЕМ | 2012 |
|
RU2491146C1 |
| Способ изготовления прессованных профилей из высокопрочных деформируемых алюминиевых сплавов системы Al-Zn-Mg-Cu с добавками переходных металлов | 2019 |
|
RU2733233C1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ПРЕССОВАНИЯ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ СИСТЕМЫ Ai-Mg-Si | 2004 |
|
RU2277451C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРЕССОВАННЫХ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВОГО СПЛАВА СЕРИИ 6000 | 2013 |
|
RU2542183C2 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ ИЗ СВЕРХПРОЧНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ НА ОСНОВЕ СИСТЕМЫ Al-Zn-Mg-Cu | 2012 |
|
RU2480300C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ВЫСОКОПРОЧНОГО АЛЮМИНИЕВОГО СПЛАВА | 2008 |
|
RU2396367C2 |
| Способ термомеханической обработки полуфабрикатов из алюминиевых сплавов систем Al-Cu, Al-Cu-Mg и Al-Cu-Mn-Mg для получения изделий с повышенной прочностью и приемлемой пластичностью | 2015 |
|
RU2618593C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ, ИЗДЕЛИЕ ИЗ НЕГО И СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ | 2019 |
|
RU2717437C1 |
Изобретение относится к области металлургии и может быть использовано при получении труб из алюминиевых сплавов системы Al-Zn-Mg-Cu, применяемых в изделиях ответственного назначения, в частности в реакторах газовых центрифуг. Из приготовленного сплава на основе алюминия получают слитки, которые подвергают гомогенизации при температуре 440-460° и режут на мерные заготовки. После прошивки предварительно нагретых мерных заготовок производят механическую обработку их наружной поверхности и получение труб обратным прессованием. Обратное прессование проводят при температуре 350-410°С со скоростью истечения металла 1,2-2,5 м/мин. Затем полученные трубы подвергают закалке, правке и старению. При приготовлении сплава количество отходов сплава в составе шихты может составлять 40-70%. Закалку проводят при температуре 465-475°С, правку - с остаточной степенью деформации 1,5-2,5%, а старение - при температуре 130-150°С. В результате обеспечивается повышение уровня пластических характеристик полученных изделий при сохранении высоких прочностных свойств и повышение производительности. 2 з.п. ф-лы, 1 табл.
| СТАДНИКОВ Э.А | |||
| и др | |||
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Технология легких сплавов | |||
| - Научно-технический сборник, 1990, №9, ВИЛС, с.27-30 | |||
| Способ обратного прессования дюралюминия | 1984 |
|
SU1292860A1 |
| Способ обратного прессования изделий | 1979 |
|
SU774658A1 |
| US 3608345 А, 28.09.1971 | |||
| Способ оперативного контроля зараженности насекомыми-вредителями зерновой массы | 2016 |
|
RU2627405C1 |
