Предлагаемое изобретение относится к области металлургии, в частности, к способам производства труб из высокопрочных алюминиевых сплавов системы AI-Zn-Mg-Cu, легированных скандием и цирконием.
Известен способ изготовления труб из малолегированных алюминиевых сплавов с использованием полого слитка путем горячего прессования, взятый в качестве аналога (Справочное руководство. Алюминиевые сплавы. Производство полуфабрикатов из алюминиевых сплавов. М. Металлургия. 1971. с.230-232, рис.103).
Недостатком этого способа производства труб является невозможность отливки полого слитка из высоколегированного сплава системы Al-Zn-Mg-Cu из-за его растрескивания при литье, поэтому прессование производят с использованием предварительно прошитой заготовки, что усложняет и делает более затратным технологический процесс изготовления трубы.
Известен также способ производства труб путем горячего прессования с одновременной прошивкой слитков на прессах с прошивной системой пятый в качестве прототипа (Справочное руководство. Алюминиевые сплавы. Производство полуфабрикатов из алюминиевых сплавов М. Металлургия. 1971. с.230-232, рис.104).
Недостатком этого способа прессования является то, что трубы из высоколегированных алюминиевых сплавов, в том числе сплавов системы Al-Zn-Mg-Cu, легированных скандием и цирконием, невозможно прошить из-за недостаточности усилия прошивной системы, которая, как правило, не превышает 20% от максимального усилия пресса.
Остальные возможные способы получения полой заготовки для прессования труб методом сверления, прошивки на отдельно стоящем оборудовании и другие связаны с увеличенным расходом металла и большим количеством образующихся отходов низкой сортности, а также большой суммарной трудоемкостью и энергоемкостью процесса.
Задачей изобретения является получение простым способом высококачественных труб из высокопрочных труднодеформируемых алюминиевых сплавов системы Al-Zn-Mg-Cu, легированных скандием и цирконием, с высокими прочностными свойствами и полностью удовлетворяющие по геометрическим параметрам предъявляемым высоким требованиям.
Предлагается способ производства тонкостенных труб из высокопрочных алюминиевых сплавов системы Al-Zn-Mg-Cu, легированных скандием и цирконием, включающий прессование с одновременной прошивкой сплошного слитка во втулке контейнера посредством размещенных в нем иглы, прессшайбы и прессштемпеля, закалку, правку и искусственное старение. Перед прессованием с одновременной прошивкой осуществляют подпрессовку размещенного во втулке контейнера слитка использованием гильзы, которую установливают между прессшайбой и прессштемпелем на игле с обеспечением совпадения торцов иглы и прессшайбы и после подпрессовки удаляют, а правку закаленной трубы проводят путем калибровки наружного диаметра трубы со степенью деформации 0,5-2,5%.
Применению специальной гильзы, установленной на игле между прессшайбой и прессштемпелем и служащей для передачи полного усилия главного плунжера при подпрессовке слитка в контейнере, позволяет использовать всю мощность пресса.
Калибровка устраняет кривизну труб, уменьшает разностенность и заметно повышает уровень механических свойств в поперечном направлении. При деформации менее 0,5% эффект от калибровки мал, а при деформации выше 2,5% калибровка труб из высоколегированных высокопрочных сплавов заметно снижает их пластические свойства.
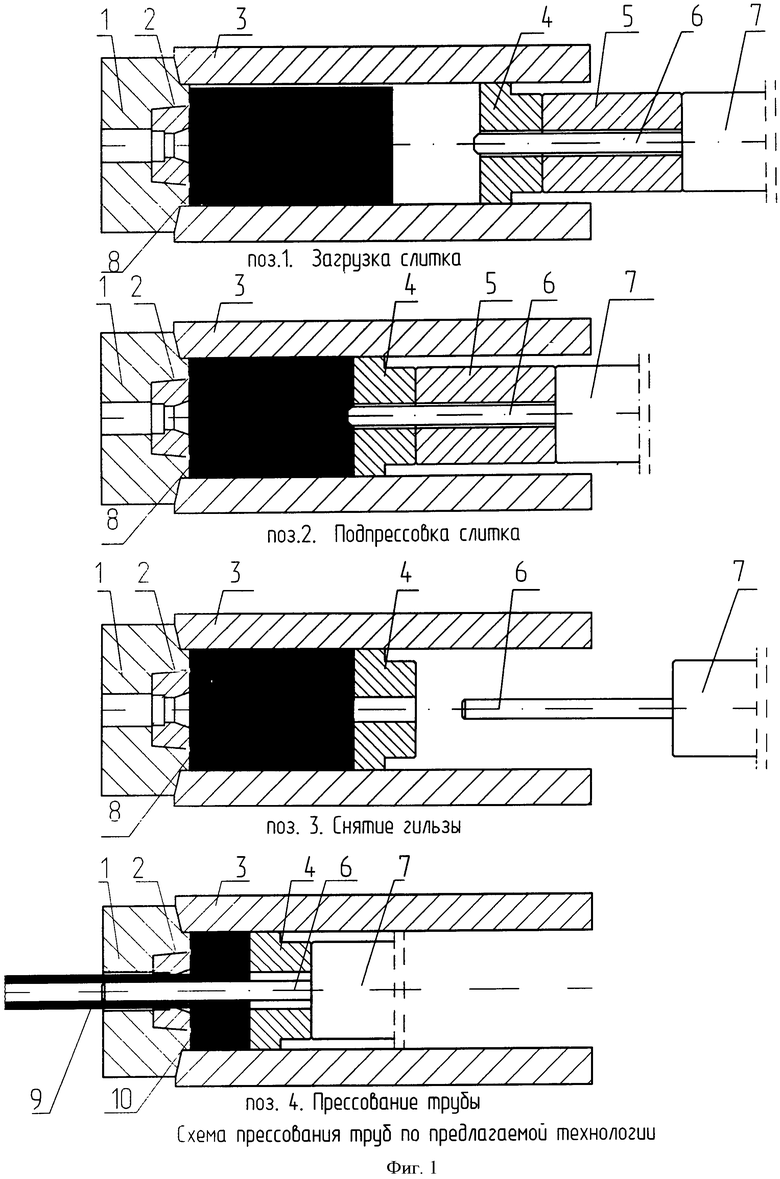
Схема прессования труб по предлагаемой технологии показана на рисунке 1. Устройство состоит из: матрицедержателя (1), матрицы (2), втулки контейнера (3), прессшайбы (4), гильзы (5), иглы (6), прессштемпеля (7).
Прессование труб осуществляют следующим образом.
Перед прессованием во втулку контейнера (3) загружают сплошной слиток сплава системы Al-Zn-Mg-Cu (8) (фиг.1, позиция 1).
На игле (6), жестко закрепленной в прессштемпеле (7), располагают гильзу (5) и прессшайбу (4) таким образом, что торцы иглы и прессшайбы совпадают.
Для достижения минимальной разностенности движением прессштемпеля (7) производят подпрессовку слитка (8) (фиг.1, позиция 2).
После подпрессовки иглу (6) с гильзой (5) отводят, и гильзу удаляют из рабочего пространства контейнера (фиг.1, позиция 3).
Производят прошивку слитка (8), совмещенную с прессованием трубы (9) до образования прессостатка (10) (фиг.1, позиция 4).
Отводят иглу (6) и прессштемпель (7) в исходное положение.
Отделяют от отпрессованной трубы (9) прессостаток (10), матрицедержатель (1) с прессостатком (10) удаляют из рабочего пространства пресса, после чего цикл прессования повторяют.
По предложенной технологии были изготовлены трубы ⌀ 135×2 мм. Результаты исследования труб, полученных по известному способу - аналог (вариант 1), известному способу - прототип (вариант 2) и по предлагаемому (вариант 3), представлены в таблице 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТОЧНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ | 2005 |
|
RU2313412C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ ИЗ АЛЮМИНИЕВОГО СПЛАВА | 2003 |
|
RU2239503C1 |
| СПОСОБ ПРОИЗВОДСТВА ОСЕСИММЕТРИЧНЫХ ШТАМПОВОК ТИПА КРЫШКА ДИАМЕТРОМ ДО 200 ММ ИЗ ВЫСОКОПРОЧНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ AL - ZN - MG - CU, ЛЕГИРОВАННЫХ СКАНДИЕМ И ЦИРКОНИЕМ | 2012 |
|
RU2516680C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2009 |
|
RU2395356C1 |
| Способ изготовления прессованных профилей из высокопрочных деформируемых алюминиевых сплавов системы Al-Zn-Mg-Cu с добавками переходных металлов | 2019 |
|
RU2733233C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ ТЕРМИЧЕСКИ УПРОЧНЯЕМЫХ АЛЮМИНИЕВЫХ СПЛАВОВ, ЛЕГИРОВАННЫХ СКАНДИЕМ И ЦИРКОНИЕМ | 2011 |
|
RU2489217C1 |
| ЛИГАТУРА ДЛЯ АЛЮМИНИЕВЫХ СПЛАВОВ | 2017 |
|
RU2657271C1 |
| Высокопрочный алюминиевый сплав системы Al-Zn-Mg-Cu и изделие, выполненное из него | 2022 |
|
RU2804669C1 |
| ПРЕСС ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 1970 |
|
SU268137A1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И ИЗДЕЛИЕ ИЗ НЕГО | 2020 |
|
RU2771396C1 |
Изобретение относится к области металлургии, в частности к способам производства труб из высокопрочных алюминиевых сплавов системы Al-Zn-Mg-Cu, легированных скандием и цирконием. Способ изготовления тонкостенных труб из высокопрочных алюминиевых сплавов системы Al-Zn-Mg-Cu, легированных скандием и цирконием, включает прессование с одновременной прошивкой сплошного слитка во втулке контейнера посредством размещенных в нем иглы, прессшайбы и прессштемпеля, закалку, правку и искусственное старение. Перед прессованием с одновременной прошивкой осуществляют подпрессовку размещенного во втулке контейнера слитка с использованием гильзы, которую устанавливают между прессшайбой и прессштемпелем на игле с обеспечением совпадения торцов иглы и прессшайбы и после подпрессовки удаляют, а правку закаленной трубы проводят путем калибровки наружного диаметра трубы со степенью деформации 0,5-2,5%. Получают тонкостенные трубы из высокопрочных алюминиевых сплавов с высокими прочностными свойствами и удовлетворяющие высоким требованиям по геометрическим параметрам. 1 ил., 1 табл.
Способ изготовления тонкостенных труб из высокопрочных алюминиевых сплавов системы Al-Zn-Mg-Cu, легированных скандием и цирконием, включающий прессование с одновременной прошивкой сплошного слитка во втулке контейнера посредством размещенных в нем иглы, прессшайбы и прессштемпеля, закалку, правку и искусственное старение, отличающийся тем, что перед прессованием с одновременной прошивкой осуществляют подпрессовку размещенного во втулке контейнера слитка с использованием гильзы, которую устанавливают между прессшайбой и прессштемпелем на игле с обеспечением совпадения торцов иглы и прессшайбы и после подпрессовки удаляют, а правку закаленной трубы проводят путем калибровки наружного диаметра трубы со степенью деформации 0,5÷2,5%.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2009 |
|
RU2395356C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ ИЗ АЛЮМИНИЕВОГО СПЛАВА | 2003 |
|
RU2239503C1 |
| СПОСОБ ПРЯМОГО ПРЕССОВАНИЯ ТРУБОПРОФИЛЬНОГО ИЗДЕЛИЯ | 2002 |
|
RU2238161C2 |
| US 4989437 A, 05.02.1991. | |||

