Область техники
Данное изобретение относится к форме для труб, в которой при формовании трубы происходит компенсация усадки пластмассы.
Предпосылки изобретения
Хорошо известен способ создания пластмассовых труб посредством движущегося туннеля, состоящего из формовочных блоков, в которые подается пластмасса из экструдера. В формовочном туннеле пластмасса приобретает форму трубы.
Неотъемлемым свойством пластмассы является ее усадка в процессе охлаждения при прохождении по формовочному туннелю. Усадка некоторой величины может быть даже благоприятной, поскольку обеспечивает наличие зазора между пластмассой и формовочными блоками, в котором размещается охлаждающая среда. Данное обстоятельство было выгодно использовано канадской компанией Corma Inc. (Торонто). Однако при чрезмерной усадке зазор становится нежелательно большим.
Обычный движущийся формовочный туннель, блоки которого совершают круговое движение по замкнутому пути, трудно наделить возможностью компенсации усадки находящейся в нем пластмассы. Это связано с тем, что формовочные блоки, образующие нижний по ходу движения конец туннеля, повторно возвращаются к верхнему по ходу движения концу туннеля. Следовательно, внутренний размер их формы должен быть согласован с размерами пластмассы, вводимой во впускной конец туннеля, которые эта пластмасса имеет перед тем, как начать давать усадку.
Сущность изобретения
Компания Corma Inc. разработала устройство, которому дала название пульсирующая гофромашина. Данная гофромашина является устройством для формования труб и имеет формовочный туннель, который содержит верхний по ходу движения формовочный блок и по меньшей мере один нижний по ходу движения формовочный блок. Указанные блоки включают в себя секции формовочных блоков, которые смыкаются для формования трубы и размыкаются для освобождения трубы. Формовочные блоки совместно движутся к нижнему по ходу движения концу устройства во время формования трубы, которая при перемещении через туннель охлаждается и дает усадку по диаметру и длине. Затем во время освобождения трубы формовочные блоки движутся к верхнему по ходу движения концу устройства по отдельности. В такой установке верхний по ходу движения формовочный блок всегда сохраняет верхнее по ходу движения положение относительно нижнего по ходу движения формовочного блока, так что один блок не может обогнать другой.
Каждый формовочный блок имеет внутреннюю полую зону для формования трубы. Согласно данному изобретению для компенсации усадки пластмассы, используемой при создании трубы, указанная зона нижнего по ходу движения блока является уменьшенной по диаметру и длине относительно зоны верхнего по ходу движения блока.
Краткое описание чертежей
Преимущества и особенности данного изобретения (как вышеуказанные, так и другие) описаны более подробно на примере предпочтительного варианта его выполнения, в котором:
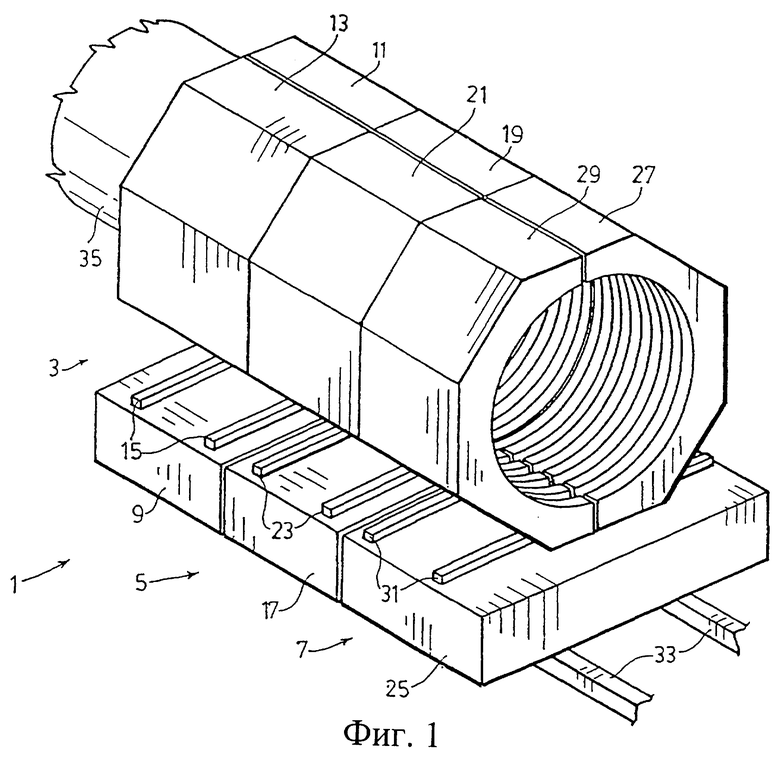
фиг.1 в аксонометрии изображает предпочтительный вариант выполнения пульсирующей гофромашины для изготовления пластмассовых труб, оснащенной элементами компенсации усадки находящейся в ней пластмассы;
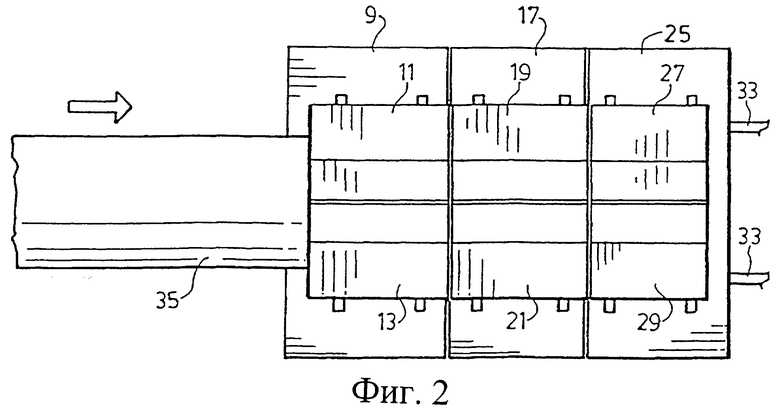
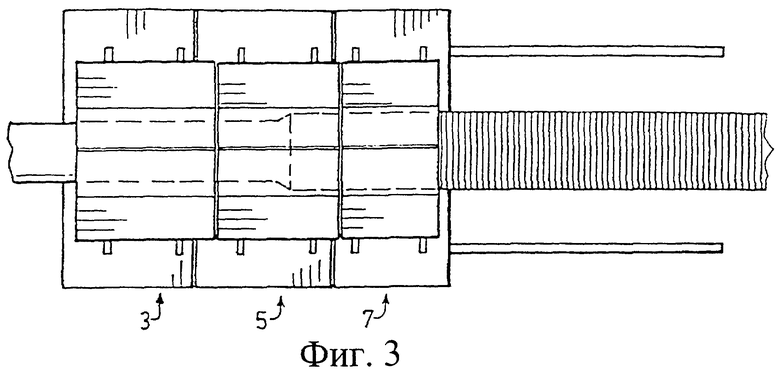
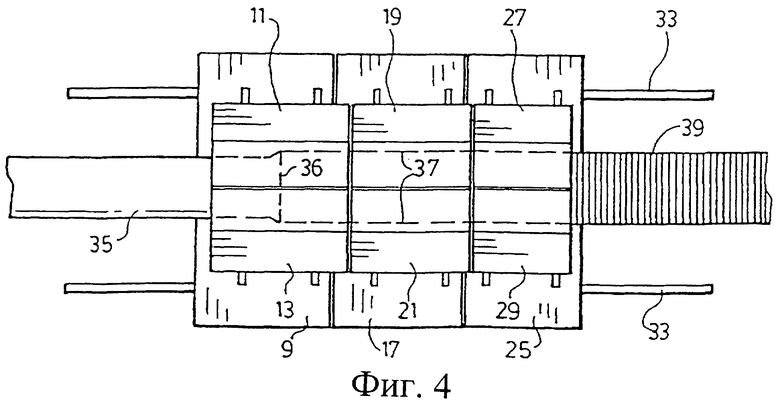
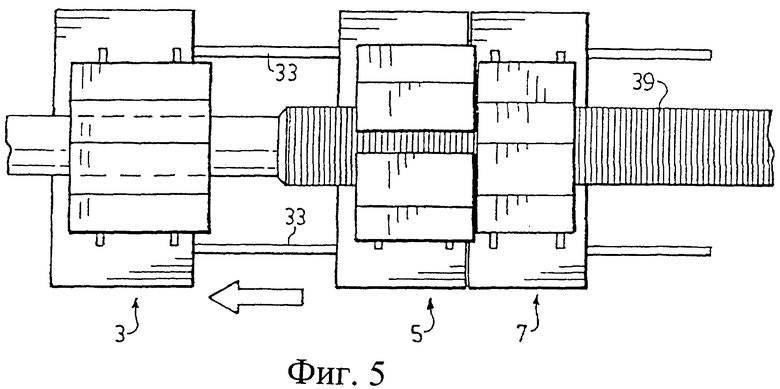
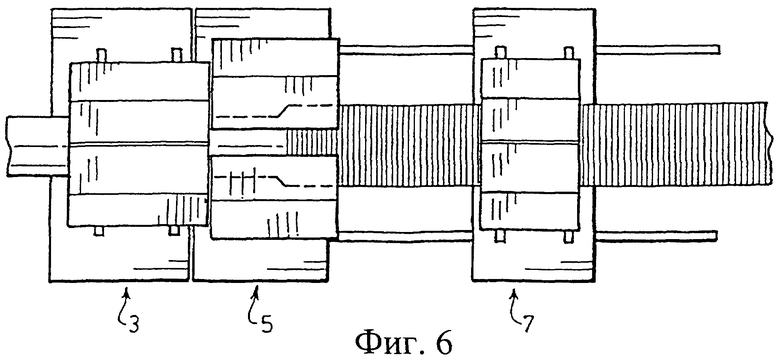
фиг.2-6 сверху показывают изображенную на фиг.1 гофромашину, находящуюся в различных рабочих положениях;
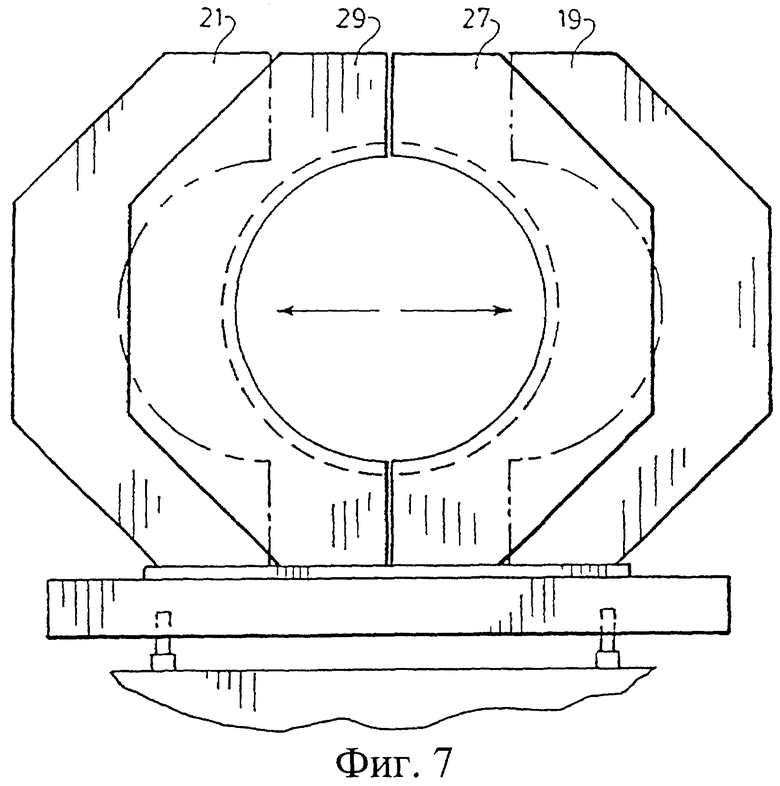
фиг.7 спереди показывает изображенную на фиг.6 гофромашину;
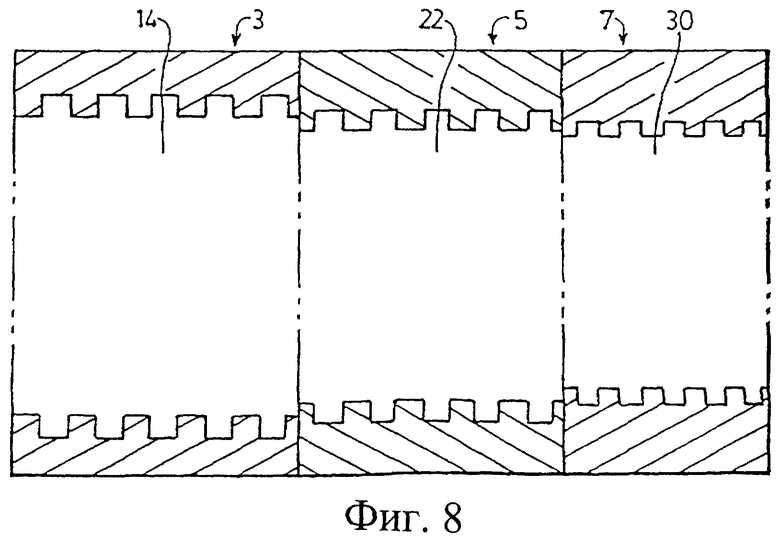
фиг.8 изображает показанную на фиг.1 гофромашину в разрезе.
Подробное описание предпочтительного варианта выполнения изобретения
На фиг.1 показана гофромашина, обозначенная в целом номером 1. Данная гофромашина содержит передвижные формовочные блоки, подробно описанные ниже, и снабжается пластмассой из экструдера (не показан) посредством насадки 35. Нижний по ходу движения конец 36 насадки 35 экструдера расположен внутри формовочного туннеля, образованного формовочными блоками.
В показанном варианте выполнения имеется три формовочных блока, включая верхний по ходу движения формовочный блок 3, промежуточный формовочный блок 5 и нижний по ходу движения формовочный блок 7. Однако формовочный туннель можно выполнять только из двух формовочных блоков или более чем из трех таких блоков.
Верхний по ходу движения формовочный блок имеет опорную часть 9 и секции 11 и 13, установленные с возможностью скольжения на направляющих 15 указанной опорной части.
Промежуточный формовочный блок имеет опорную часть 17 и секции 19 и 21, установленные с возможностью скольжения на направляющих 23 опорной части.
Нижний по ходу движения формовочный блок имеет опорную часть 25 и секции 27 и 29, установленные с возможностью скольжения на направляющих 31 опорной части.
Каждая из опорных частей 9, 17 и 25 установлена с возможностью скольжения на направляющих 33.
Секции каждого формовочного блока взаимно размыкаются и смыкаются, что также подробно описано ниже. При сомкнутых секциях каждый формовочный блок ограничивает внутреннюю полую зону, которая является частью общего формовочного туннеля. На фиг.8 показано, что формовочный блок 3 имеет внутреннюю полую зону 14, формовочный блок 5 имеет внутреннюю полую зону 22, а формовочный блок 7 имеет внутреннюю полую зону 3. Все эти зоны, объединенные вместе, образуют в целом цилиндрическое удлиненное полое пространство с периферическими канавками. Если формовочные блоки используются для создания трубы с гладкими стенками, то они не имеют указанных канавок.
Работа формовочных блоков проиллюстрирована на фиг.2-6 и происходит следующим образом. В положении, показанном на фиг.2, они находятся в состоянии готовности принять пластмассу из экструдера. Секции формовочных блоков находятся в сомкнутом состоянии, а сами блоки примыкают друг к другу.
По мере того как поток пластмассы поступает в формовочный туннель, образованный расположенными бок о бок формовочными блоками, все эти блоки передвигаются вниз по ходу движения по направляющим 33 относительно насадки экструдера. Все они продолжают совместно двигаться до показанного на фиг.4 положения, при котором (и на это следует обратить внимание) нижний по ходу движения конец 36 насадки экструдера остается внутри формовочного туннеля, т.е. формовочные блоки никогда не выходят за насадку экструдера. На этой стадии секции верхнего по ходу движения формовочного блока размыкаются путем скольжения по направляющим 15 в противоположные друг относительно друга стороны. Далее весь верхний по ходу движения формовочный блок отдельно от других формовочных блоков скользит по направляющим 33 вверх по ходу движения. Затем, как показано на фиг.5 и 6, то же самое последовательно происходит с формовочными блоками 5 и 7 для того, чтобы освободить трубу 39 из формовочного туннеля.
Далее формовочные блоки возвращаются в показанное на фиг.2 положение для продолжения этапа процесса по созданию трубы.
Как описано ранее, пластмасса, используемая для формования трубы, дает усадку по мере ее охлаждения в формовочном туннеле. Одна из основных особенностей данного изобретения проиллюстрирована на фиг.8, на котором показано, что внутренняя полая зона 14 формовочного блока 3 больше по диаметру и длине внутренней зоны 22 промежуточного формовочного блока, которая, в свою очередь, больше внутренней зоны 30 нижнего по ходу движения формовочного блока. Для того чтобы адаптироваться к этим уменьшениям, существующие формовочные блоки уменьшаются по длине, вследствие чего даже при уменьшении размеров тубы профиль каждого из формовочных блоков приводится в соответствие с профилем трубы.
Более конкретно, можно видеть, что каждый формовочный блок ограничивает собой профиль трубы, которая имеет пять внешних ребер, даже несмотря на то что с каждым следующим вниз по ходу движения формовочным блоком ребра имеют меньшие размеры и расположены ближе друг к другу. Таким образом, формовочные блоки выполнены с возможностью компенсации усадки пластмассы.
Основная причина, обуславливающая возможность указанной компенсации, заключается в том, что в данной пульсирующей гофромашине формовочные блоки никогда не смещаются со своих относительных положений, так что верхний по ходу движения формовочный блок с самой длинной внутренней зоной всегда остается в верхнем по ходу движения положении, при котором усадка пластмассы незначительная, в то время как нижний по ходу движения формовочный блок всегда остается в самом нижнем по ходу движения положении, при котором усадка пластмассы наибольшая.
На фиг.8 показана установка, формовочные блоки которой имеют разные размеры. Однако установку можно выполнить таким образом, что ее верхний по ходу движения формовочный блок и промежуточный формовочный блок будут одного размера, и только нижний по ходу движения формовочный блок будет меньшего размера. Кроме того, установку можно выполнить таким образом, что промежуточный и нижний по ходу движения формовочные блоки будут одного размера, уменьшенного по отношению к размеру верхнего по ходу движения формовочного блока.
Несмотря на то что в данной заявке подробно рассмотрены лишь некоторые предпочтительные варианты осуществления настоящего изобретения, специалистам данной области техники понятно, что в эти варианты могут быть внесены изменения, которые не выходят за рамки правовой охраны данного изобретения и не меняют его сущность.
Изобретение относится к форме для труб, в которой при формовании трубы происходит компенсация усадки пластмассы. Устройство имеет формовочный туннель, который содержит верхний по ходу движения формовочный блок и по меньшей мере один нижний по ходу движения формовочный блок. Каждый формовочный блок включает в себя секции формовочного блока, которые смыкаются для формования трубы и размыкаются для освобождения трубы. Формовочные блоки совместно движутся к нижнему по ходу движения концу устройства для формования трубы, которая, перемещаясь через формовочный туннель, охлаждается и дает усадку по диаметру и длине. При освобождении трубы формовочные блоки движутся по отдельности к верхнему по ходу движения концу устройства. Каждый формовочный блок имеет полую зону для формования трубы. Для компенсации усадки трубы указанная зона нижнего по ходу движения блока является уменьшенной по диаметру и длине относительно зоны верхнего по ходу движения блока. Изобретение обеспечивает компенсацию усадки по диаметру и длине изготавливаемых труб. 3 з.п. ф-лы, 8 ил.
| US 5744091 А, 28.04.1998 | |||
| US 5017321 А, 21.05.1991 | |||
| US 5510071 А, 23.04.1996 | |||
| Способ выделения нормальных парафиновых углеводородов | 1983 |
|
SU1154259A1 |
| DE 4333480 А1, 06.04.1995 | |||
| Устройство для изготовления из пластмассы ребристых труб с гладкой внутренней поверхностью | 1987 |
|
SU1570646A3 |

