ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к устройству для формования изделий, в котором используются формовочные секции для формирования подвижной пресс-формы.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
В формовочном деле и, в частности, в деле формования труб известно использование подвижных пресс-форм при формовании трубы в качестве изделия. Эти подвижные пресс-формы образованы формовочными секциями, которые соединяются друг с другом с созданием туннеля формовочного блока. Расплавленную пластмассу подают из экструдера в туннель подвижной пресс-формы. Затем формовочные секции отделяют одна от другой во время того, что известно как обратный ход, чтобы вернуть их назад в положение выше по потоку пластмассы для повторного вхождения в подвижную пресс-форму. Пластмассовое изделие или труба выходит из конца подвижной пресс-формы, находящегося ниже по потоку пластмассы, где формовочные секции отделяются одна от другой перед обратным ходом.
Когда формовочные секции движутся в направлении вниз по потоку в туннеле подвижной пресс-формы, они получают большое количество тепла от расплавленной пластмассы. Это неблагоприятно сказывается на охлаждении и придании формы изделию в подвижной пресс-форме. Важно попытаться, насколько возможно, охладить формовочные секции. Обычно это делается, когда формовочные секции соединены друг с другом в подвижной пресс-форме, воздействуя на них различными охлаждающими средами. Одна из охлаждающих сред согласно обычной практике может быть в виде охлажденной воды, проходящей через формовочные секции или по их поверхности. Другой охлаждающей средой является охлаждающий воздух, проходящий через формовочный туннель.
В случае, когда для охлаждения формовочных секций используется вода, обычно возникают проблемы управления водным потоком и его продвижением.
В случае введения охлаждающего воздуха прямо в формовочный туннель возникают проблемы, связанные с местом введения воздуха, чтобы направить его в формовочный туннель. Кроме того, возникает проблема охлаждения экструзионного оборудования, через которое проходит воздух для попадания внутрь формовочного туннеля.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение предлагает формовочное устройство, имеющее пресс-форму, которая подвергается воздействию охлаждающего воздуха снаружи вокруг нее. Это устраняет проблемы, описанные выше.
Точнее, формовочное устройство согласно настоящему изобретению содержит подвижную пресс-форму для придания расплавленной пластмассе формы изделия в подвижной пресс-форме. Подвижная пресс-форма окружена корпусом воздушного блока для создания охлаждающей камеры снаружи вокруг этой пресс-формы. Источник охлаждающего воздуха обеспечивает охлаждающую среду, которая содержится внутри корпуса в охлаждающей камере, чтобы действовать на подвижную пресс-форму и обеспечивать ее охлаждение.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Как указанные выше, так и другие особенности и преимущества настоящего изобретения будут описаны подробно согласно предпочтительным вариантам настоящего изобретения, где
фиг.1 изображает вид сбоку формовочного устройства целиком согласно предпочтительному варианту настоящего изобретения;
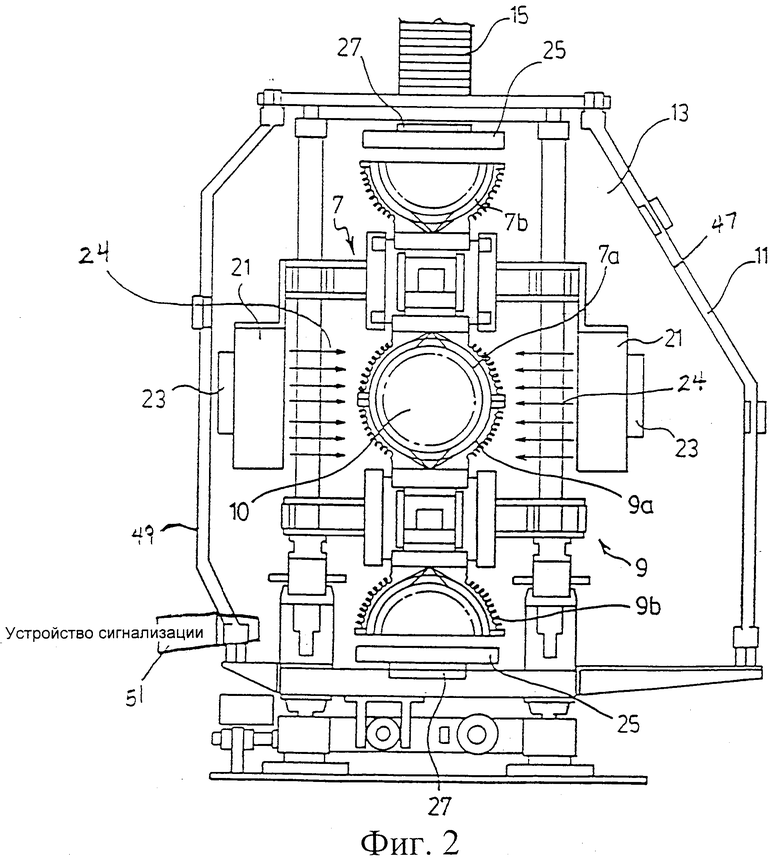
фиг.2 изображает разрез зоны подвижной пресс-формы устройства, показанного на фиг.1;
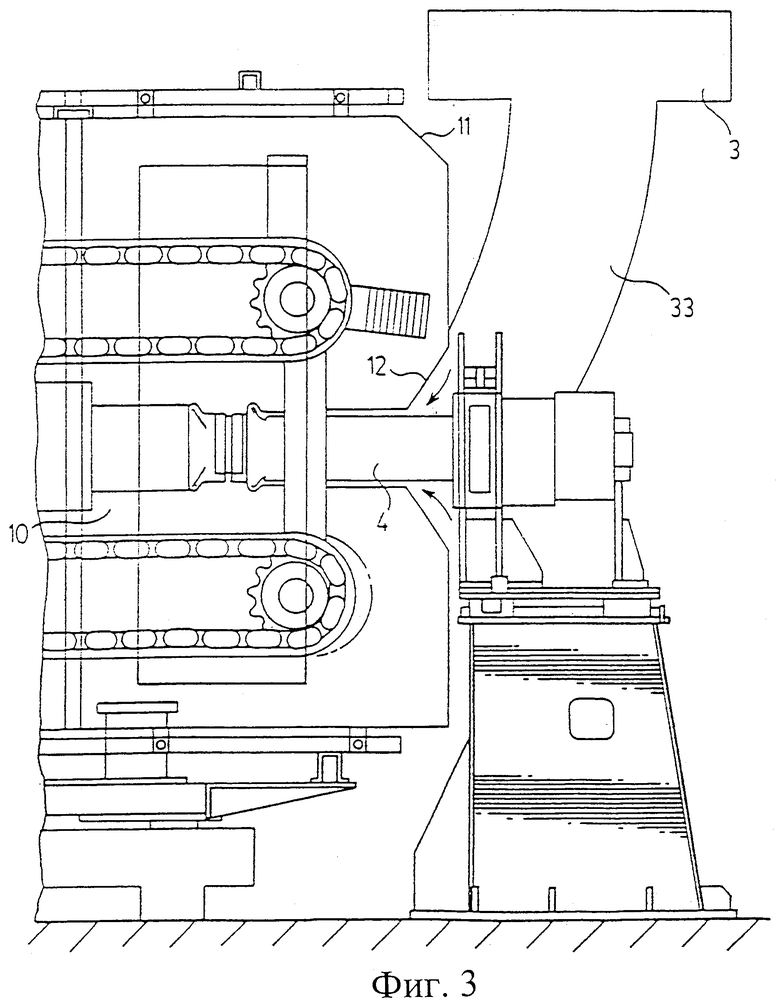
фиг.3 изображает увеличенный разрез находящегося выше по потоку конца зоны подвижной пресс-формы, изображенной на фиг.1.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВЫПОЛНЕНИЯ
Фиг.1 показывает устройство для формования труб, обозначенное в целом цифрой 1. Устройство содержит экструзионное оборудование 3 у конца, находящегося вверху по течению. Это экструзионное оборудование обеспечивает расплавленную пластмассу, которая подается в формовочную зону, обозначенную в целом цифрой 5. Пластмассовое изделие, в данном случае пластмассовая труба образуется из расплавленной пластмассы в пределах формовочной зоны. Пластмассовая труба покидает формовочную зону для последующего остывания в охладителе 17, расположенном ниже по потоку зоны 5.
Сама формовочная зона содержит пару бесконечных конвейеров из формовочных секций 7 и 9. Эти формовочные секции, как лучше видно на фиг.2, соединяются с образованием подвижной пресс-формы с формовочным туннелем 10. Формовочные секции затем отделяются одна от другой вдоль обратного хода перед повторным вхождением в туннель подвижной пресс-формы. На фиг.2 формовочные секции 7а верхнего конвейера 7 соединены с формовочными секциями 9а нижнего конвейера 9, образуя туннель подвижной пресс-формы. Фиг.2 также показывает формовочные секции 7b из верхнего конвейера и формовочные секции 9b из нижнего конвейера в их разомкнутом положении, когда они движутся по соответствующим обратным путям.
На фиг.3 показано, что прессовое оборудование содержит экструзионную головку 4, которая подает расплавленную пластмассу в туннель 10 подвижной пресс-формы, где пластмасса формуется в тело трубы.
Обращаясь снова к фиг.2, можно видеть, что подвижная пресс-форма, совершающая как движение вперед, так и обратное движение для каждого из конвейеров 7 и 9, окружена корпусом 11 воздушного блока. Этот корпус, как подробно описано ниже, создает охлаждающую камеру 13 снаружи подвижной пресс-формы вокруг нее.
Охлаждающая камера 13 содержит охлаждающий воздух 24, который заключен внутри охлаждающей камеры с обеспечением воздействия на внешние поверхности секций пресс-формы, когда они движутся через туннель 10. Тот же заключенный воздух также воздействует на внутренние поверхности секций пресс-формы, когда секции пресс-формы находятся в разомкнутом положении на обратном пути к туннелю подвижной пресс-формы. Более конкретно, охлаждающий воздух воздействует на внешние поверхности секций 7а и 9а пресс-формы, а также воздействует как на внутренние, так и на внешние поверхности секций 7b и 9b пресс-формы.
Охлаждающий воздух может поступать из ряда разных источников. Эти источники могут быть расположены либо снаружи корпуса воздушного блока, либо внутри него. Когда источник охлаждения расположен вне корпуса, воздух должен вводиться в корпус средствами подачи воздуха, такими как трубопровод 15, показанный на фиг.1 и 2.
Источник охлаждающего воздуха может быть либо искусственно созданным источником воздуха, либо окружающим воздухом, когда устройство находится в относительно холодном климате. Чтобы продувать воздух через трубопровод от источника в корпус, может использоваться вентилятор.
Согласно предпочтительному варианту изобретения, как показано на фиг.2, блоки охлаждения воздуха выполнены непосредственно в камере 13, окруженной корпусом 11. Корпус предпочтительно изолирован, чтобы предотвратить потери тепла через корпус. Корпус может содержать скользящие изолированные дверцы 47 и 49 для доступа, включая сигнализационный датчик 51, предупреждающий об открытии дверец для доступа.
Охлаждающие блоки, такие как теплообменники 21, могут, например, быть расположены по обе стороны туннеля подвижной пресс-формы. Вентиляторы 23 помогают создать теплообмен между охлаждающими блоками и внешней поверхностью туннеля подвижной пресс-формы. Кроме того, охлаждающие блоки, такие как теплообменники 25 с соответствующими вентиляторами 27 могут быть выполнены выше и ниже разомкнутых секций 7b и 9b пресс-формы вдоль их обратного хода.
Вышеупомянутые теплообменники содержат любой из многочисленных различных типов охлаждающих блоков для охлаждения воздуха в охлаждающих камерах. Этот охлажденный воздух затем подается на различные поверхности секций пресс-формы. Нагретый воздух, исходящий от секций пресс-формы, в свою очередь, охлаждается теплообменниками. Движение воздуха или турбулентность в охлаждающей камере 13 увеличивает охлаждающий эффект охлажденного или холодного воздуха. Этому воздуху не дают покинуть непосредственную окрестность секций пресс-формы в силу того, что он заключен в корпусе 11 воздушного блока.
Как описано ранее, экструзионная головка 4 подает пластмассу в туннель 10. Она входит в охлаждающую камеру через отверстие 12 корпуса 11. Это отверстие вплотную окружает экструзионную головку, чтобы замедлить, насколько возможно, утечку холодного воздуха из камеры 13.
Как понятно из приведенного выше описания, головка 4 сама по себе подвержена воздействию холодного воздуха в камере 13. Однако охлаждение экструзионной головки неблагоприятно сказывается на работе экструдера.
Нагреватель 31, имеющий приточную вентиляцию 33, подает горячий воздух прямо на внешнюю поверхность головки 4, где он входит в камеру 11. Это нагревание экструзионной головки горячим воздухом компенсирует влияние на нее охлаждающего воздуха в камере.
Пластмассовая труба, которая покидает формовочную зону 5, будет находиться в значительно более твердом или более отвержденном состоянии, чем это было бы в случае обычной подвижной пресс-формы. Это происходит потому, что сами секции пресс-формы поддерживаются в более холодном состоянии, чем обычно. Секции пресс-формы способны намного легче поглощать тепло от пластмассы для схватывания формы трубы в формовочной зоне.
На фиг.1, как отмечено выше, также показан охладитель 17 изделия, расположенный на одной линии с туннелем 10, ниже по потоку пластмассы. При необходимости использования такого охладителя, он обеспечивает дополнительное застывание трубы вне формовочной зоны. Согласно предпочтительному варианту изобретения охладитель 17 установлен почти так же, как и формовочная зона, т.е. он может быть снабжен своим собственным источником охлаждающего воздуха, содержащегося в корпусе охладителя 17. Этот охлаждающий воздух затем удерживается снаружи охладителя, вокруг него и воздействует непосредственно на пластмассу трубы. Это обеспечивает чрезвычайно быстродействующее средство для окончательного охлаждения трубы.
На чертежах показано устройство и, в частности, подвижная пресс-форма, работающая в горизонтальном направлении. Изобретение, т.е. окружение подвижной пресс-формы корпусом воздушного блока, который содержит охлаждающий воздух, в равной степени применимо к устройству формования изделия из пластмассы, имеющему вертикально расположенную пресс-форму.
Хотя различные предпочтительные варианты настоящего изобретения описаны подробно, специалистам понятно, что возможны изменения без отклонения от сути изобретения или объема прилагаемой формулы изобретения.
Формовочное устройство содержит подвижную пресс-форму для формования изделия из расплавленной пластмассы в подвижной пресс-форме. Подвижная пресс-форма окружена корпусом воздушного блока с созданием снаружи вокруг нее охлаждающей камеры. Внутри охлаждающей камеры расположен, по меньшей мере, один теплообменник. В теплообменнике имеется охлаждающий воздух, который заключен в корпусе внутри охлаждающей камеры, для воздействия на подвижную пресс-форму и обеспечения ее охлаждения. Блок охлаждения воздуха может быть расположен внутри корпуса воздушного блока или вне него. Формовочное устройство содержит трубопровод, проходящий от блока охлаждения воздуха к корпусу, и вентилятор для перемещения охлажденного воздуха от блока охлаждения воздуха. Технический результат, который достигается при использовании заявленного устройства, заключается в том, что охлаждающий воздух направляется точно в формовочный туннель и чтобы обеспечить быстрое охлаждение экструзионного оборудования. 16 з.п. ф-лы, 3 ил.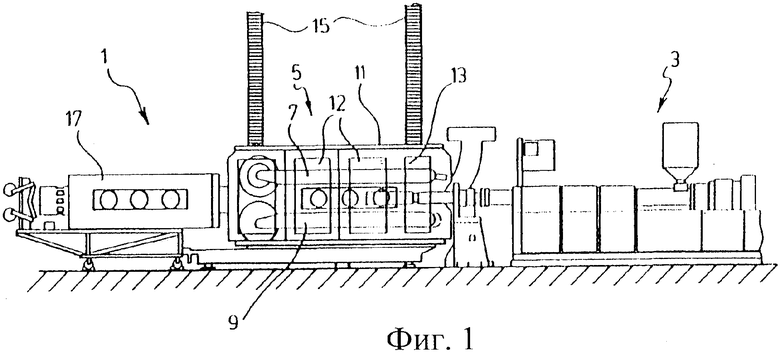
| US 4492551 А, 08.01.1985 | |||
| ДИНАМИЧЕСКИЙ ВИБРОГАСИТЕЛЬ | 2011 |
|
RU2468268C2 |
| JP 8103948 A, 23.04.1996 | |||
| ИСКУССТВЕННАЯ ДРЕВЕСНАЯ МУКА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ, ПЛИТА, ПОЛУЧЕННАЯ НА ОСНОВЕ ИСКУССТВЕННОЙ ДРЕВЕСНОЙ МУКИ, СПОСОБ И УСТРОЙСТВО ЭКСТРУЗИОННОГО ФОРМОВАНИЯ ТАКОЙ ПЛИТЫ (ВАРИАНТЫ) | 1995 |
|
RU2129485C1 |

