Изобретение относится к области металлургии и может быть использовано при прокатке железнодорожных рельсов с применением универсальной чистовой четырехвалковой клети, универсального трехвалкового калибра в качестве предчистового и универсальных или дуо клетей в качестве промежуточных.
В технической литературе известны несколько способов прокатки рельсов с применением универсальных клетей и клетей дуо.
Известен способ прокатки рельсов по технологии, применяемой на заводах фирмы SACILOR, Франция (см. журнал “Der Kalibreur” №35, декабрь, 81, Uerlag Stahleisen mbh Dusseldorf, с.32, фиг.7, с.41, фиг.1).
В данном способе в качестве предчистового калибра служит двухвалковый калибр с разъемами по оси симметрии рельса, в котором осуществляется контроль ширины фланцев подошвы рельса и обжатие боковых поверхностей головки со свободным уширением не обжимаемой катающей поверхности головки рельса. В качестве чистового калибра используется трехвалковый универсальный калибр с вертикальным валком со стороны подошвы, головка рельса формируется в двухвалковом участке калибра с разъемом в средней части поверхности катания рельса.
Недостатком данного способа является разная высота раската по длине при прокатке в трехвалковом универсальном калибре с разъемом в средней части поверхности катания рельса, вызванная разновременностью деформации переднего и заднего концов раската и соответственно различной температурой их прокатки, а следовательно, различной величиной свободного уширения головки профиля.
Известен способ универсальной прокатки рельсов из непрерывнолитой заготовки, приведенной на рисунке 6.19, с.234 (Поляков В.В., Великанов А.В. Основы технологии производства железнодорожных рельсов. - М.: Металлургия, 1990, - 416 с.; Патент 4503699 США, МКИ В 21 В 1/08), где в качестве предчистового калибра служит трехвалковый калибр с вертикальным валком со стороны головки профиля, подошва рельса формируется в двухвалковом участке калибра с разъемом в средней части подошвы, а в качестве чистового калибра используется трехвалковый универсальный калибр с вертикальным валком со стороны подошвы, головка рельса формируется в двухвалковом участке калибра с разъемом в средней части поверхности катания рельса. Этот калибр врезан в четырехвалковой универсальной клети, в которой вертикальный валок со стороны головки профиля служит в качестве противодействия от осевого смещения горизонтальных валков при обжатии подошвы рельса.
Недостатком данного способа прокатки рельсов, как и предыдущего, оказывается различная высота рельса по длине раската при прокатке его в чистовом калибре по причине различной температуры переднего и заднего концов раската.
Известен также способ прокатки рельсов, используемый фирмой “Nippon Steel Corporation” (NSC), Япония (см. Современное состояние производства рельсов за рубежом. / Снитко Ю.П., Галямов А.X., Никитин С.В. // Материалы юбилейной рельсовой комиссии 2002; Сб. научных трудов. Новокузнецк, 2002, с.10-20).
В этом способе в качестве предчистового калибра используется трехвалковый калибр с вертикальным валком со стороны подошвы, а головка рельса формируется в двухвалковом участке калибра с разъемом в средней части поверхности катания рельса. Чистовым калибром служит четырехвалковый универсальный калибр с вертикальными валками со стороны подошвы и головки профиля. При этом боковые поверхности головки рельса деформируются горизонтальными валками, а поверхность катания вертикальным валком.
Недостатком данного способа является отсутствие контроля ширины фланцев подошвы профиля в предчистовом калибре, а также нестабильное выполнение на готовом профиле радиуса сопряжения боковых поверхностей головки рельса с поверхностью катания из-за возможного колебания ширины головки в предчистовом калибре от разности температуры раската.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому способу (прототипом) оказывается способ, используемый фирмой “Nippon Steel Corporation” (NSC), Япония (см. Современное состояние производства рельсов за рубежом. / Снитко Ю.П. и др. // Материалы юбилейной рельсовой комиссии 2002; Сб. научных трудов. Новокузнецк, 2002, с.10-30).
Общим между прототипом и предлагаемым способом оказывается то, что поверхность катания головки рельса в чистовом калибре формируется вертикальными валками, а боковые поверхности головки рельса - горизонтальными валками. Радиуса закругления, сопрягающие поверхность катания головки рельса с боковыми поверхностями, в обоих случаях формируются за счет свободного уширения.
Недостатком прототипа, как уже отмечалось выше, является отсутствие контроля ширины фланцев подошвы профиля в предчистовом калибре, а также нестабильное выполнение на готовом профиле радиусов между боковыми поверхностями и поверхностью катания головки рельса при колебаниях ширины головки в предчистовом калибре. Ширина головки профиля в предчистовом калибре зависит от положения горизонтальных валков, а также размер ее может колебаться и от разности температуры раскатов, и от разности температуры переднего и заднего концов раската.
Задачей, на решение которой направлено заявленное изобретение, является повышение качества рельсов за счет повышения проработки металла головки профиля со стороны катающей поверхности прямым давлением в последних двух проходах и получением в этой области мелкозернистой структуры металла, а также лучшего выполнения геометрии профиля и повышения прямолинейности рельсов.
Технический результат достигается тем, что согласно способу прокатки рельсов, включающему прокатку чернового профиля в двухвалковых тавровых и двухвалковых или универсальных рельсовых калибрах, прокатку предчистового профиля в универсальном трехвалковом калибре, а чистового в четырехвалковом универсальном калибре, контроль ширины подошвы, обжатие шейки и подошвы в предчистовом калибре осуществляют в двухвалковом участке, обжатие головки - в трехвалковом участке калибра с использованием профильного ручья вертикального валка и разъемами между буртами вертикального валка и торцами горизонтальных валков в местах закругления боковых поверхностей головки малым радиусом со стороны накладочной пазухи, а в чистовом четырехвалковом калибре разъем со стороны головки рельса между буртами вертикального валка и торцами горизонтальных валков осуществляют в местах сопряжения поверхностей катания с боковыми поверхностями головки рельса.
Сопоставительный анализ заявленного решения с прототипом показывает, что заявленный способ отличается от известного тем, что в предчистовом калибре контроль ширины подошвы, обжатие шейки и подошвы рельса осуществляют в двухвалковом участке калибра, обжатие головки - в профильном ручье вертикального валка с разъемами между буртами вертикального валка и торцами горизонтальных валков в местах закругления боковых поверхностей головки малым радиусом со стороны накладочной пазухи, а в чистовом четырехвалковом разъем между буртами вертикального валка и торцом горизонтальных валков со стороны головки рельса выполняют в местах сопряжения поверхности катания с боковыми поверхностями головки рельса. Размеры и оформление головки рельса из предчистового калибра во время прокатки постоянны и не зависят от температуры раскатов и перепада температур между передним и задним концом раската, что позволяет четко выполнять радиус сопряжения поверхности катания с боковыми поверхностями головки рельса в чистовом калибре даже несмотря на то, что в чистовом универсальном калибре в этих местах находятся разъемы калибра. Таким образом, заявляемый способ прокатки рельсов соответствует критерию изобретения “новизна”. При изучении других известных технических решений в данной области техники признаки, отличающие заявляемое решение от прототипа, не были выявлены и поэтому они обеспечивают заявляемому техническому решению соответствие критерию “изобретательский уровень”.
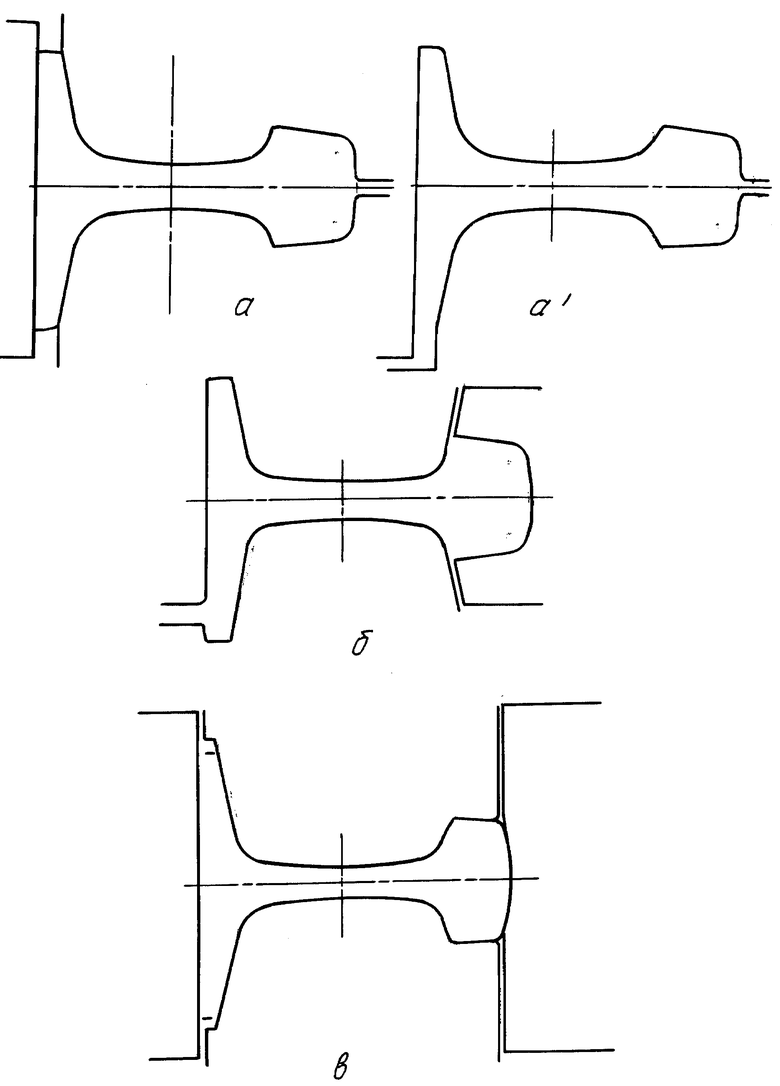
На чертеже показаны три последних калибра, отмеченных нумерацией по ходу прокатки, нового способа прокатки рельсов. Под литерами “а” и “а’” показаны разновидности вспомогательного калибра (под литером “а” - универсальный трехвалковый калибр, под литером “а’” - двухвалковый калибр,) под литером “б” - предчистовой трехвалковый калибр, под литером “в” - чистовой четырехвалковый калибр. В предчистовом трехвалковом калибре контроль ширины подошвы, обжатие шейки и подошвы рельса осуществляются в двухвалковом участке калибра, а обжатие головки - в профильном ручье вертикального валка с разъемами между буртами вертикального валка и торцами горизонтальных валков в местах закругления боковых поверхностей головки малым радиусом со стороны накладочной пазухи. В чистовом четырехвалковом калибре разъем между буртами вертикального валка и торцами горизонтальных валков со стороны головки рельса выполнен в местах сопряжения поверхности катания с боковыми поверхностями головки рельса.
Конкретный пример осуществления способа.
В рельсобалочном цехе предприятия при прокатке рельсов типа Р65 по ГОСТ 51685-2000 по новому способу чистовой универсальный калибр выполнен с размером ширины “”=183 мм. Размер ширины чистового калибра получен умножением высоты рельса (180 мм) на коэффициент линейного расширения (k=1,015) при температуре конца прокатки 1000°С (“”=108×1,015=183 мм). Ширина головки рельса по ее максимальному размеру составляет 75 мм, а с учетом коэффициента линейного расширения эта величина составляет 76,2 мм. Уклон боковых граней головки относительно оси симметрии рельса составляет 1:20, что уменьшает ширину головки на поверхности катания на 3,6 мм. Таким образом конфигурация головки профиля в вертикальном валке строится на ширину головки 72,6 мм. При этом диаметр вертикального валка по краям ручья становится больше, чем по центру, на 9 мм. От точек максимального диаметра ручья вертикального валка осуществляются разъемы между ним и торцами горизонтальных валков, которые находятся в местах сопряжения поверхности катания с боковыми поверхностями головки рельса. Радиус этих сопряжении на готовом профиле рельса равен 15 мм. В этом универсальном калибре боковые грани головки формируются горизонтальными валками, а поверхность катания - вертикальным валком, радиус сопряжения этих элементов головки формируется свободным уширением. Ввиду того что при прокатке в четырехвалковом чистовом калибре головка и подошва рельса получают ортогональное давление по отношению к направлению прокатки посредством вертикальных валков, ширина предчистового калибра принимается равной 185,5 мм. Таким образом величина обжатия по высоте рельса в чистовом калибре составляет 2,5 мм (из расчета обжатия по подошве 0,5 мм, по головке 2,0 мм).
Предчистовой калибр является трехвалковым калибром, где обжатие шейки и подошвы рельса, а также контроль ширины подошвы осуществляются в двухвалковом участке калибра, а головка обжимается и формируется в профильном ручье вертикального валка. Радиус сопряжения катающей поверхности с боковыми поверхностями головки профиля в этом ручье берется равным размеру этого элемента на готовом рельсе, т.е. 15 мм. Разъемы между буртами вертикального валка и торцами горизонтальных валков выполняют в местах закругления боковых поверхностей головки малым радиусом со стороны накладочной пазухи.
Вспомогательный калибр, предшествующий предчистовому, делают двухвалковым с симметричной головкой, с разъемом между валками посередине головки. Ширина головки и радиуса закругления катающей поверхности с боковыми поверхностями головки в этом калибре конструируют с такими же размерами, как и в профильном ручье вертикального валка предчистового калибра. Высоту головки этого калибра делают больше, чем у предчистового, на величину обжатия ее вертикальным роликом в предчистовом калибре, которая равна 6 мм.
Использование предлагаемого способа прокатки рельсов обеспечивает по сравнению с существующим следующие преимущества:
1. Возможность контроля фланцев подошвы профиля в предчистовом калибре по ширине, что позволит повысить получение симметричности фланцев в чистовом универсальном калибре.
2. Улучшение оформления рельсов в отношении выполнения радиусов сопряжения боковых поверхностей с поверхностью катания головки профиля благодаря четкому оформлению головки рельса в ручье вертикального валка предчистового калибра.
3. Расширяются возможности прокатного производства в деле улучшения качества рельсов за счет успешного применения четырехвалковой универсальной клети в роли чистовой при прокатке рельсов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2015 |
|
RU2595082C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2008 |
|
RU2394660C2 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2016 |
|
RU2627140C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ ТИПА Р65 | 2009 |
|
RU2409431C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ ТИПА Р50 | 2009 |
|
RU2405638C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |
| Способ изготовления рельсов | 1987 |
|
SU1535663A1 |
| СПОСОБ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДВОЙНЫМИ УКЛОНАМИ ВНУТРЕННИХ ГРАНЕЙ ФЛАНЦЕВ ПОДОШВЫ | 2021 |
|
RU2764911C1 |
| СПОСОБ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ И ЧИСТОВОЙ ЧЕТЫРЕХВАЛКОВЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ | 2015 |
|
RU2604076C1 |
Изобретение относится к области металлургии, точнее к прокатному производству, и может быть использовано при прокатке железнодорожных рельсов. Задача изобретения - повышение качества рельсов. В предчистовом трехвалковом калибре контроль ширины подошвы, обжатие шейки и подошвы осуществляют в двухвалковом участке, обжатие головки - в трехвалковом участке калибра с использованием профильного ручья вертикального валка и разъемами между буртами вертикального валка и торцами горизонтальных валков в местах закругления боковых поверхностей головки малым радиусом со стороны накладочной пазухи. В чистовом четырехвалковом калибре разъем со стороны головки рельса между буртами вертикального валка и торцами горизонтальных валков осуществляют в местах сопряжения поверхности катания с боковыми поверхностями головки рельса. Изобретение обеспечивает проработку головки профиля со стороны катающей поверхности прямым давлением вертикального валка в последних двух проходах и получением в этой области мелкозернистой структуры металла, а также лучшее выполнение геометрии профиля и повышение прямолинейности рельсов. 1 ил.
Способ прокатки рельсов, включающий прокатку чернового профиля в двухвалковых тавровых и двухвалковых или универсальных рельсовых калибрах, прокатку предчистового профиля в универсальном трехвалковом калибре, а чистового в четырехвалковом универсальном калибре, отличающийся тем, что в предчистовом калибре контроль ширины подошвы, обжатие шейки и подошвы осуществляют в двухвалковом участке, обжатие головки - в трехвалковом участке калибра с использованием профильного ручья вертикального валка и разъемами между буртами вертикального валка и торцами горизонтальных валков в местах закругления боковых поверхностей головки малым радиусом со стороны накладочной пазухи, а в чистовом четырехвалковом калибре разъем со стороны головки рельса между буртами вертикального валка и торцами горизонтальных валков осуществляют в местах сопряжения поверхности катания с боковыми поверхностями головки рельса.
| СНИТКО Ю.П | |||
| и др | |||
| Современное состояние производства рельсов за рубежом | |||
| Материалы юбилейной рельсовой комиссии | |||
| - Новокузнецк, 2002, с.10-30.SU 1793974 A3, 07.02.1993.RU 2100107 C1, 27.12.1997.US 4503699 A, 12.03.1985. |

